Download as docx, pdf, or txt
You might also like
- Akula RomanDocument5 pagesAkula Romandllabarre100% (1)
- 7909FJFW200AB10: Ordering Options & OverviewDocument5 pages7909FJFW200AB10: Ordering Options & Overviewfreveco111No ratings yet
- Shock & Vibration Posters PDFDocument3 pagesShock & Vibration Posters PDFtony100% (1)
- Mitigation Stick SlipDocument6 pagesMitigation Stick SlipCarlos SensanoNo ratings yet
- Detailed of Power Calculation of RBS and Other EquipmentDocument7 pagesDetailed of Power Calculation of RBS and Other EquipmentWasisNo ratings yet
- Logging While Drilling 1Document4 pagesLogging While Drilling 1vishalpeddarpethkarNo ratings yet
- Welcome - Contents Back: Faist Anlagenbau GMBHDocument31 pagesWelcome - Contents Back: Faist Anlagenbau GMBHBo PeNo ratings yet
- Unit 2 2 Drill String Design PDFDocument24 pagesUnit 2 2 Drill String Design PDFVinod KumarNo ratings yet
- Quiz 1 Uph004Document1 pageQuiz 1 Uph004Kunwar Achint SinghNo ratings yet
- Shock Vibration PostersDocument3 pagesShock Vibration PostersMohab AymanNo ratings yet
- Drilling Dynamics Sensors Opt BR PDFDocument16 pagesDrilling Dynamics Sensors Opt BR PDFhamed1725No ratings yet
- Forced Oscillations - Pohl's Pendulum Determination of Resonance Frequencies by FourieDocument9 pagesForced Oscillations - Pohl's Pendulum Determination of Resonance Frequencies by FourieJose GalvanNo ratings yet
- Successful Solution To The Challenge of Low RPM Bearing Monitoring PDFDocument2 pagesSuccessful Solution To The Challenge of Low RPM Bearing Monitoring PDFDineshNo ratings yet
- Signature AnalysisDocument27 pagesSignature Analysisvinod kumarNo ratings yet
- Improved Performance LADAR ReceiverDocument8 pagesImproved Performance LADAR ReceiverVinh HSNo ratings yet
- 4-Port Panel AntennaDocument9 pages4-Port Panel AntennaChristian Javier Lopez DuranNo ratings yet
- Kathrein 80010123V03Document6 pagesKathrein 80010123V03johnnybravoNo ratings yet
- 7909FJBD240AA12: Ordering Options & OverviewDocument5 pages7909FJBD240AA12: Ordering Options & Overviewfreveco111No ratings yet
- Mark Dykstra - Stick Slip PresentationDocument16 pagesMark Dykstra - Stick Slip PresentationJasim BashirNo ratings yet
- Harman Kardon SUBTS 1 Service ManualDocument19 pagesHarman Kardon SUBTS 1 Service ManualFrancisco José Echeverría FernándezNo ratings yet
- Vibration 1Document110 pagesVibration 1Dede Kaladri100% (1)
- Forced Oscillations - Pohl's PendulumDocument5 pagesForced Oscillations - Pohl's PendulumJose GalvanNo ratings yet
- Informacion Tecnica Modulo de Entrada PLC Horner Modelo He559dim710Document3 pagesInformacion Tecnica Modulo de Entrada PLC Horner Modelo He559dim710Rodolfo HernandezNo ratings yet
- LuxSVCaseStudyWeek04 PDFDocument24 pagesLuxSVCaseStudyWeek04 PDFacar1No ratings yet
- Sanitary Design CriteriaDocument4 pagesSanitary Design CriteriaAbhiroop BhandariNo ratings yet
- (Lec) Resistivity - Tools PDFDocument45 pages(Lec) Resistivity - Tools PDFRizkaNo ratings yet
- RBD SRBD PF: Elastic Couplings Single Pump Drive PtoDocument7 pagesRBD SRBD PF: Elastic Couplings Single Pump Drive PtococorakoNo ratings yet
- Adt2 1TDocument1 pageAdt2 1TT.GokulakrishnanNo ratings yet
- Voltage Protection Relay 900VPR-2: FeaturesDocument2 pagesVoltage Protection Relay 900VPR-2: FeaturesRahul PallipparaNo ratings yet
- Vibration Sources Identification GuideDocument1 pageVibration Sources Identification GuideDTNgoNo ratings yet
- Adtl2 18Document1 pageAdtl2 18Chandrashekhar KulkarniNo ratings yet
- Dual RET 7909F1JC230CD10 RW 34 L1H2H8H0HcHc 2097 497 65 15 515 516161616Document6 pagesDual RET 7909F1JC230CD10 RW 34 L1H2H8H0HcHc 2097 497 65 15 515 516161616Mahdi Norooz OliaeiNo ratings yet
- Ic 7483 Pin ConfigurationDocument12 pagesIc 7483 Pin ConfigurationAshner NovillaNo ratings yet
- Stepper Motors: Series DM40100RDocument2 pagesStepper Motors: Series DM40100RVeiko CastañedaNo ratings yet
- 3339P-1-103LF 3339P-1-104LF 3339P-1-503LF 3339W-1-102LF 3339P-1-501LF 3339H-1-103LF 3339P-1-101LF 3339P-1-102LF 3339P-1-202LF. 3339H-1-502LFDocument4 pages3339P-1-103LF 3339P-1-104LF 3339P-1-503LF 3339W-1-102LF 3339P-1-501LF 3339H-1-103LF 3339P-1-101LF 3339P-1-102LF 3339P-1-202LF. 3339H-1-502LFJomblo NgenesNo ratings yet
- CQ Amateur Radio 08-2019Document116 pagesCQ Amateur Radio 08-2019testNo ratings yet
- Pulsation Vibration Guidelines Seminar API 618 5th AdditionDocument16 pagesPulsation Vibration Guidelines Seminar API 618 5th AdditionsandeepNo ratings yet
- Leroy Sommer - Alternator - Datasheet (MGS2300R)Document18 pagesLeroy Sommer - Alternator - Datasheet (MGS2300R)huynhuanNo ratings yet
- 7906F0BD52C207: Ordering Options & OverviewDocument5 pages7906F0BD52C207: Ordering Options & Overviewfreveco111No ratings yet
- Brosur Seismometer Guralp 3t-120 SurfaceDocument4 pagesBrosur Seismometer Guralp 3t-120 SurfaceTomy GunawanNo ratings yet
- Vibration Sources Identification GuideDocument1 pageVibration Sources Identification GuideMURALINo ratings yet
- CQ Mag Oktober 2019Document116 pagesCQ Mag Oktober 2019SathawitNo ratings yet
- Electronic Over Current Relay (EOCR)Document2 pagesElectronic Over Current Relay (EOCR)BambangsNo ratings yet
- csdxd51 PDFDocument52 pagescsdxd51 PDFcesar miguel velasco chaconNo ratings yet
- Input Data: RW Calculation From SP Log RW Calculation From SP LogDocument2 pagesInput Data: RW Calculation From SP Log RW Calculation From SP Logrizky fauziNo ratings yet
- 7906F0BC42C008: Ordering Options & OverviewDocument4 pages7906F0BC42C008: Ordering Options & Overviewfreveco111No ratings yet
- SPM Make Portable Vib 15 PDFDocument2 pagesSPM Make Portable Vib 15 PDFSSAC PVT.LTD.100% (1)
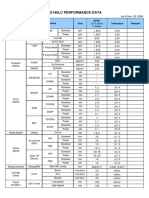
- Dx140Lc Performance Data: Description Unit Spec Tolerance Remark Test ItemsDocument1 pageDx140Lc Performance Data: Description Unit Spec Tolerance Remark Test ItemsZawminhtunNo ratings yet
- Panasonic Sa-Ak210e SMDocument14 pagesPanasonic Sa-Ak210e SMmarianNo ratings yet
- 3386 - 3/8 " Square Trimpot Trimming Potentiometer: FeaturesDocument3 pages3386 - 3/8 " Square Trimpot Trimming Potentiometer: FeaturesjairomarcanoNo ratings yet
- Brook Motor Data SheetDocument2 pagesBrook Motor Data SheetVidhyananthan RamasamyNo ratings yet
- 4-Port Antenna Frequency Range Dual Polarization HPBW Adjust. Electr. DTDocument5 pages4-Port Antenna Frequency Range Dual Polarization HPBW Adjust. Electr. DTRafi AnsariNo ratings yet
- CSS-0575B-SMT Datasheet - MAGNETIC BUZZER TRANSDUCER - CUI IncDocument3 pagesCSS-0575B-SMT Datasheet - MAGNETIC BUZZER TRANSDUCER - CUI IncrstramirezNo ratings yet
- 00-Basic VibrationDocument91 pages00-Basic VibrationMohamed Al-OdatNo ratings yet
- Hydrosweep DS: Deep-Sea Multibeam EchosounderDocument2 pagesHydrosweep DS: Deep-Sea Multibeam EchosounderRahmat AnpsNo ratings yet
- Interpretation of Gas Turbine Vibrations Data01Document60 pagesInterpretation of Gas Turbine Vibrations Data01tungluong0% (1)
- Vibration Protection SystemDocument34 pagesVibration Protection SystemjineshNo ratings yet
- Gpon Olt C++ Optical Module US - Spec SheetDocument6 pagesGpon Olt C++ Optical Module US - Spec Sheetmagdy elmasryNo ratings yet
- Residual StressDocument63 pagesResidual StressbalamuruganNo ratings yet
- Ultralow-Noise, High PSRR, Fast RF 1-A Low-Dropout Linear RegulatorsDocument18 pagesUltralow-Noise, High PSRR, Fast RF 1-A Low-Dropout Linear RegulatorskarkeraNo ratings yet
- Vibration Analysis: Marine Main Propulsion Gearbox Bill KilbeyDocument13 pagesVibration Analysis: Marine Main Propulsion Gearbox Bill KilbeyJesús Manuel Paz GonzálezNo ratings yet
- Electrical Engineering CapsuleDocument209 pagesElectrical Engineering CapsuleAravindmadhav AravindmadhavNo ratings yet
- Trial Kedah SPM 2013 FIZIK K1 SET ADocument0 pagesTrial Kedah SPM 2013 FIZIK K1 SET ACikgu FaizalNo ratings yet
- CSBS 105 Unit-I Oscillations AssainmentDocument4 pagesCSBS 105 Unit-I Oscillations AssainmentDeepam SharmaNo ratings yet
- Vibrations and Stability - J.J.Thomsen, 2003 - IndexDocument9 pagesVibrations and Stability - J.J.Thomsen, 2003 - IndexBenjaminNo ratings yet
- Multi Physics Modeling of Me MsDocument34 pagesMulti Physics Modeling of Me MsshuhanaNo ratings yet
- DNA Activation MusicDocument11 pagesDNA Activation Musicnfk100% (3)
- 1st Year Scheme and Syllabus Wef 2018-19-230818 B.TECH. GJU HISARDocument41 pages1st Year Scheme and Syllabus Wef 2018-19-230818 B.TECH. GJU HISARAmanjeet PanghalNo ratings yet
- Control of Fano Resonances and Slow Light Using Bose-Einstein Condensates in A NanocavityDocument10 pagesControl of Fano Resonances and Slow Light Using Bose-Einstein Condensates in A NanocavityaftabNo ratings yet
- New Energy AwakeningDocument19 pagesNew Energy AwakeningJoseph FlemingNo ratings yet
- RLC Circuit With Cobra4 Xpert-Link: Difficulty Level Group Size Preparation Time Execution TimeDocument16 pagesRLC Circuit With Cobra4 Xpert-Link: Difficulty Level Group Size Preparation Time Execution TimeLahcen SoussiNo ratings yet
- Noise and Vibrations HVACDocument56 pagesNoise and Vibrations HVACBalasubramani vNo ratings yet
- Feynman PaperDocument4 pagesFeynman PaperJun Rey LincunaNo ratings yet
- Identification of Francis Turbine Helical Vortex Rope Excitation by CFD and Resonance Simulation With The Hydraulic SystemDocument17 pagesIdentification of Francis Turbine Helical Vortex Rope Excitation by CFD and Resonance Simulation With The Hydraulic SystemRanjeetTwaynaNo ratings yet
- MagiaDocument3 pagesMagiaQuimey Leo Khan BernalNo ratings yet
- Electrical Engineering Lab (2 Year Chemical)Document23 pagesElectrical Engineering Lab (2 Year Chemical)VishalNo ratings yet
- CF5763FF F0DA 498F BBF6 A7C0303913C4.Aurizon Generator TrainingDocument28 pagesCF5763FF F0DA 498F BBF6 A7C0303913C4.Aurizon Generator TrainingAdriel RuelasNo ratings yet
- Analysis of Motor - Pump Vibration - Kishore KaruppaswamyDocument8 pagesAnalysis of Motor - Pump Vibration - Kishore KaruppaswamyhafezasadNo ratings yet
- Šumanova RezonancaDocument8 pagesŠumanova RezonancagordianaNo ratings yet
- Field PropulsionDocument15 pagesField PropulsionGherghe BogdanNo ratings yet
- 1991 - Resonant Sensors and ApplicationsDocument7 pages1991 - Resonant Sensors and Applicationsh3r0n3duNo ratings yet
- CivilDocument223 pagesCivil123No ratings yet
- Silent Speech Interfaces: B. Denby, T. Schultz, K. Honda, T. Hueber, J.M. Gilbert, J.S. BrumbergDocument18 pagesSilent Speech Interfaces: B. Denby, T. Schultz, K. Honda, T. Hueber, J.M. Gilbert, J.S. BrumbergJarar ShahNo ratings yet
- Richard Alan Miller and Iona Miller - Schumann's Resonances and Human Psychobiology (Extended Version)Document31 pagesRichard Alan Miller and Iona Miller - Schumann's Resonances and Human Psychobiology (Extended Version)Andross580100% (2)
- Lesson2 Autonomous SensorDocument56 pagesLesson2 Autonomous SensorAnas ShaikhNo ratings yet
- Distant Healing ModalitiesDocument6 pagesDistant Healing ModalitiesAshiraChayil100% (3)
- ARBO SA. COMMISSIONING - ARBO SE-WLS220-2,1-08 ElektronikaDocument8 pagesARBO SA. COMMISSIONING - ARBO SE-WLS220-2,1-08 ElektronikaTBF1DNo ratings yet
- ACOUSTICS Enclosure Design OKDocument51 pagesACOUSTICS Enclosure Design OKcatanino100% (1)
- Radar Basics - MagnetronDocument4 pagesRadar Basics - MagnetronMohideen Abdul KhaderNo ratings yet
- 20-H Rule Modeling and MeasurementsDocument4 pages20-H Rule Modeling and Measurementsjorge hdezNo ratings yet