Download as doc, pdf, or txt
You might also like
- Test Certificate of BitumenDocument1 pageTest Certificate of BitumenAmit Prasad50% (2)
- Glass Fusing Design Techniques with Powders on Fiber PaperFrom EverandGlass Fusing Design Techniques with Powders on Fiber PaperRating: 3.5 out of 5 stars3.5/5 (4)
- Logbook KoDocument13 pagesLogbook KoMarkmar AnchetaNo ratings yet
- Problems Associated in Tablet ManufacturingDocument12 pagesProblems Associated in Tablet ManufacturingRajib Chowdhury100% (1)
- Flexo Trouble Shooting Coloured PDFDocument28 pagesFlexo Trouble Shooting Coloured PDFKay Thrygg83% (6)
- Ipil-Ipil As An Alternative Source of Floorwax - Lazaro, Et - Al.Document65 pagesIpil-Ipil As An Alternative Source of Floorwax - Lazaro, Et - Al.YLreveb Camacho80% (44)
- Hipaa 837 InstDocument313 pagesHipaa 837 InstSam ShivaNo ratings yet
- Khawater Makki Cover Letter.ADocument1 pageKhawater Makki Cover Letter.AAnonymous miK3qJxNo ratings yet
- Final CoatingDocument21 pagesFinal CoatingEman Rizq NaeemNo ratings yet
- Tablet Processing Problems and Its RemediesDocument39 pagesTablet Processing Problems and Its RemediesAnaliza Kitongan LantayanNo ratings yet
- Problems Causes and Remedies in Tablet Manufacturing: Nadanasabapathi.P., M.Pharm JR - Research.asst Apex Labs, ChennaiDocument28 pagesProblems Causes and Remedies in Tablet Manufacturing: Nadanasabapathi.P., M.Pharm JR - Research.asst Apex Labs, Chennaiabhi8554No ratings yet
- Problems Causes and Remedies in Tablet Manufacturing & CoatingDocument28 pagesProblems Causes and Remedies in Tablet Manufacturing & CoatingPhArMaCyGrAdUaTeS100% (1)
- Assignment #04: Submitted By: Submitted To: DATE: 16, JUNE 2019Document16 pagesAssignment #04: Submitted By: Submitted To: DATE: 16, JUNE 2019Sagar SinghNo ratings yet
- Tableting Problem & RemedyDocument26 pagesTableting Problem & RemedyJannat NewajNo ratings yet
- Tablet Defects 1660491621Document17 pagesTablet Defects 1660491621Graciela EscobariNo ratings yet
- CappingDocument9 pagesCappingmmsmahmudNo ratings yet
- Tablet:Problems in Tablet Manufacturing: From PharmpediaDocument15 pagesTablet:Problems in Tablet Manufacturing: From PharmpediaMuhammad AyubNo ratings yet
- Problems in Tablet ManufacturingDocument12 pagesProblems in Tablet ManufacturingftthanuNo ratings yet
- Tablet Processing Problems and Their Remedies: Baharul IslamDocument16 pagesTablet Processing Problems and Their Remedies: Baharul IslamEspañola EloiseNo ratings yet
- Tablet Processing Problems and Their RemediesDocument16 pagesTablet Processing Problems and Their RemediesVikrant SahaneNo ratings yet
- Tablet ManufactureDocument10 pagesTablet ManufactureAdemola OgundiwinNo ratings yet
- Submitted by Name: Meem Abdullah Azeem ID: 1813455049 Course Name: Pharmaceutical Technology 2 Course Code and Section: 221.6 (Spring 2020)Document38 pagesSubmitted by Name: Meem Abdullah Azeem ID: 1813455049 Course Name: Pharmaceutical Technology 2 Course Code and Section: 221.6 (Spring 2020)Meem Abdullah Azeem 1813455049No ratings yet
- Processing Problems of Tablets and Methods To OvercomeDocument35 pagesProcessing Problems of Tablets and Methods To Overcomeramyasree29No ratings yet
- Common Tablet DefectsDocument2 pagesCommon Tablet DefectsMaiah Dinglasan0% (1)
- Defects in TabletsDocument36 pagesDefects in TabletsSunil DarjiNo ratings yet
- Tablet Defects or Precessing ProblemsDocument27 pagesTablet Defects or Precessing ProblemsAltamash SheikhNo ratings yet
- Problems in Tablet ManufacturingDocument22 pagesProblems in Tablet ManufacturingJOSUA DONRIO SIMANJUNTAK 2022No ratings yet
- Manufacturing Defect of TabetsDocument7 pagesManufacturing Defect of TabetsDhirendra KumarNo ratings yet
- Problems Encountered in Production of TabletsDocument2 pagesProblems Encountered in Production of TabletsLanceNo ratings yet
- Tablet Defects and Coating Defects and Others PDFDocument3 pagesTablet Defects and Coating Defects and Others PDFZinc YuloNo ratings yet
- Tablet DefectsDocument5 pagesTablet Defectsaloutolentino50% (2)
- Processing Problems, Pharmaceutical Dosage FormsDocument3 pagesProcessing Problems, Pharmaceutical Dosage FormsFleur Jeizl Perez100% (1)
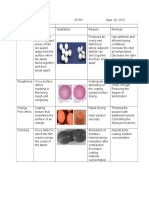
- Pante, Jaselle A. 2F-PH: Name Illustration Reason RemedyDocument2 pagesPante, Jaselle A. 2F-PH: Name Illustration Reason RemedyJasellePanteNo ratings yet
- Tablet FormulationDocument34 pagesTablet FormulationWicharn KetjindaNo ratings yet
- Processing ProblemDocument3 pagesProcessing ProblemMeah PachecoNo ratings yet
- Pharmaceutical Manufacturing Lecture HWDocument2 pagesPharmaceutical Manufacturing Lecture HWKimberly Mae MesinaNo ratings yet
- Tesa Flexo Printing Troubleshooting GuideDocument13 pagesTesa Flexo Printing Troubleshooting GuideMohammad Junaid ShaikhNo ratings yet
- Troubleshooting Guide For Injection MoldingDocument27 pagesTroubleshooting Guide For Injection MoldingMohamedNo ratings yet
- Pharmaceutical Dosage (Lec) HWDocument3 pagesPharmaceutical Dosage (Lec) HWKimberly Mae MesinaNo ratings yet
- Problem Illustration Remidies 1. CappingDocument4 pagesProblem Illustration Remidies 1. CappingMikee MeladNo ratings yet
- 10 Defects of TabletsDocument3 pages10 Defects of TabletsHolihuaChua100% (2)
- PHARDOSE Tablet DefectsDocument2 pagesPHARDOSE Tablet DefectskarenNo ratings yet
- Tablet Defects-DosageDocument3 pagesTablet Defects-DosageLea PesiganNo ratings yet
- Name of Defect Description Illustration Reason Remedy 1. ChippingDocument2 pagesName of Defect Description Illustration Reason Remedy 1. ChippingLea Pesigan100% (1)
- Tablet DefectsDocument2 pagesTablet Defectsophelion2112No ratings yet
- Processing ProblemDocument3 pagesProcessing ProblemMeah PachecoNo ratings yet
- Problems in Tablet ManufacturingDocument8 pagesProblems in Tablet ManufacturingParag MehtaNo ratings yet
- Tablets: Prepared By: Roshni Mehta PHD Research Scholar Guided By: Dr. Yamini Shah Associate ProfessorDocument169 pagesTablets: Prepared By: Roshni Mehta PHD Research Scholar Guided By: Dr. Yamini Shah Associate ProfessorMithu SarkerNo ratings yet
- Problems and Remedies For Tablet CoatingDocument7 pagesProblems and Remedies For Tablet CoatingAnowar HossainNo ratings yet
- 01.tablets (-I-)Document25 pages01.tablets (-I-)Subha ShankareeNo ratings yet
- Tablet Coating Process: Made byDocument25 pagesTablet Coating Process: Made byYuppie RajNo ratings yet
- Common Tablet Problems and SolutionsDocument2 pagesCommon Tablet Problems and SolutionsKumar GalipellyNo ratings yet
- Industrial Pharmacy - CoatingDocument16 pagesIndustrial Pharmacy - CoatingSolomonNo ratings yet
- 10 Tablet DefectsDocument2 pages10 Tablet DefectsJanisa100% (2)
- Name of DefectDocument3 pagesName of DefectJana EncaboNo ratings yet
- Tablet DefectDocument4 pagesTablet DefectVielka AdapNo ratings yet
- Polyethylene (PE) Blown Film: Troubleshooting GuideDocument24 pagesPolyethylene (PE) Blown Film: Troubleshooting GuideEdith Urbano100% (1)
- A Guide To Polyethylene Blow MouldingDocument3 pagesA Guide To Polyethylene Blow Mouldingwoongs73No ratings yet
- Tablet DefectsDocument3 pagesTablet Defectsjeniccax17No ratings yet
- Tableting: Compression & Compaction in Tablets FormationDocument25 pagesTableting: Compression & Compaction in Tablets FormationVon Valentine MhuteNo ratings yet
- Film CoatingtroubleshootingDocument31 pagesFilm CoatingtroubleshootingMohamed YafoutNo ratings yet
- Notes 3Document91 pagesNotes 3akshay kumarNo ratings yet
- Picking and ContaminationDocument3 pagesPicking and ContaminationJavier Martinez CañalNo ratings yet
- Meat & Potatoes of Plastic Injection Moulding, Explanation & Guides TroubleshootingFrom EverandMeat & Potatoes of Plastic Injection Moulding, Explanation & Guides TroubleshootingNo ratings yet
- Pilot Plant FinalDocument43 pagesPilot Plant Finalmonoj5859100% (1)
- BIo Seed Company in BangladeshDocument5 pagesBIo Seed Company in Bangladeshmonoj5859No ratings yet
- Insulin InfoDocument4 pagesInsulin Infomonoj5859No ratings yet
- Pharmaceutical Aerosol: Sharifa Sultana Assistant Professor Department of Pharmacy Daffodil International UniversityDocument24 pagesPharmaceutical Aerosol: Sharifa Sultana Assistant Professor Department of Pharmacy Daffodil International Universitymonoj5859No ratings yet
- Contamination: Types of ContaminantsDocument5 pagesContamination: Types of Contaminantsmonoj5859No ratings yet
- Fumigation of Aseptic Area: Process Flow DiagramDocument2 pagesFumigation of Aseptic Area: Process Flow Diagrammonoj5859100% (1)
- Excipients: Excipients Name Application % Use SafetyDocument4 pagesExcipients: Excipients Name Application % Use Safetymonoj5859No ratings yet
- Definition of Pilot PlantDocument10 pagesDefinition of Pilot Plantmonoj5859No ratings yet
- Pharmaceutical Packaging FinalDocument78 pagesPharmaceutical Packaging Finalmonoj5859No ratings yet
- Clean Room 1Document15 pagesClean Room 1monoj5859No ratings yet
- Aerosol 1Document44 pagesAerosol 1monoj5859No ratings yet
- Components of HVAC Systems: Indoor Fan (Blower)Document17 pagesComponents of HVAC Systems: Indoor Fan (Blower)monoj5859No ratings yet
- Production Facilities: Aseptic Area: This Area Is The Heart of Sterile Product OperationDocument18 pagesProduction Facilities: Aseptic Area: This Area Is The Heart of Sterile Product Operationmonoj5859100% (1)
- Parenteral PPT (Part-3)Document27 pagesParenteral PPT (Part-3)monoj5859100% (2)
- Parenteral PPT (Part-4)Document64 pagesParenteral PPT (Part-4)monoj5859No ratings yet
- Parenteral Preparation 01Document18 pagesParenteral Preparation 01monoj5859100% (3)
- Parenteral PPT (Part-2)Document19 pagesParenteral PPT (Part-2)monoj5859No ratings yet
- Esomeprazole 20mg MUPS TabletsDocument1 pageEsomeprazole 20mg MUPS Tabletsmonoj5859No ratings yet
- WP Pharma PureSteam CIP en 58087042 Mar15Document8 pagesWP Pharma PureSteam CIP en 58087042 Mar15itung23No ratings yet
- FMO LectureDocument14 pagesFMO Lecturebooks4free23No ratings yet
- Professional GrowthDocument10 pagesProfessional GrowthKhadija AmaraniNo ratings yet
- Valvulas XT PDFDocument4 pagesValvulas XT PDFIsidro Gomez GarciaNo ratings yet
- Simplest Ganapathi HomaDocument4 pagesSimplest Ganapathi HomaAnand AbheyNo ratings yet
- Sharp+LC-32A47L-ADocument32 pagesSharp+LC-32A47L-Aalexnder gallegoNo ratings yet
- 2023 2024 Catalogue Unimed D1.3 231023Document145 pages2023 2024 Catalogue Unimed D1.3 231023octaviaNo ratings yet
- Social and Psychological ManipulationDocument287 pagesSocial and Psychological ManipulationDean Amory100% (36)
- Social InfluenceDocument26 pagesSocial Influenceattique100% (2)
- Activity No. 4 Module Cell Types and Cell ModificationsDocument7 pagesActivity No. 4 Module Cell Types and Cell ModificationsAryan Jovic DomingoNo ratings yet
- Heat Exchanger Types Spring 2018 PDFDocument26 pagesHeat Exchanger Types Spring 2018 PDFAmeer AlfuqahaNo ratings yet
- Build 159 24 Build Right Soak PitsDocument2 pagesBuild 159 24 Build Right Soak PitsBernie QuepNo ratings yet
- Kelvion - Ficha TecnicaDocument76 pagesKelvion - Ficha TecnicaRusbel Dominguez AntonioNo ratings yet
- Advertiser & Agency AgreementDocument3 pagesAdvertiser & Agency AgreementmacruvNo ratings yet
- A triumph of surgeryDocument15 pagesA triumph of surgeryadaptive4u4527No ratings yet
- Poem Analysis INVICTUSDocument1 pagePoem Analysis INVICTUSNina PerezNo ratings yet
- Relationship Between Quality of Life and Social SupportDocument9 pagesRelationship Between Quality of Life and Social SupportDragos IvanNo ratings yet
- GandhiDocument2 pagesGandhiRajnishpal SinghNo ratings yet
- MCO - Available - KiosksDocument3 pagesMCO - Available - KiosksSobanah ChandranNo ratings yet
- Agriculture Management Approaches Pankaj Kumar Saraswat Full ChapterDocument51 pagesAgriculture Management Approaches Pankaj Kumar Saraswat Full Chapterhomer.griffin661100% (9)
- Personal Finance Canadian 4th Edition Kapoor Test BankDocument30 pagesPersonal Finance Canadian 4th Edition Kapoor Test Bankkhuyenfrederickgjk8100% (35)
- 6N3 (5670) Tube Buffer User ManualDocument4 pages6N3 (5670) Tube Buffer User Manual王宗超No ratings yet
- Marital RapeDocument12 pagesMarital RapeKrati Yadav - 65No ratings yet
- Orion 920DX UkDocument2 pagesOrion 920DX UkVinícius Leite BandeiraNo ratings yet
- Todaro1997 - Urbanization, Unemployment, and Migration in Africa - Theory and Policy#urbanization in Africa#Document54 pagesTodaro1997 - Urbanization, Unemployment, and Migration in Africa - Theory and Policy#urbanization in Africa#Julian Mueller-SchwefeNo ratings yet