Download as pdf or txt
You might also like
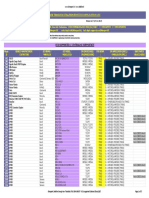
- New Trasdata - ECU Application ListDocument17 pagesNew Trasdata - ECU Application ListRogério Neves83% (6)
- H1C D e H2aDocument53 pagesH1C D e H2aMario Ju67% (3)
- 3666139Document926 pages3666139Sakthi Aravind100% (3)
- 904-0211 Onan VT28 VTA28 PMG Genset Parts Manual PDFDocument48 pages904-0211 Onan VT28 VTA28 PMG Genset Parts Manual PDFGIGI100% (2)
- Parts Manual: 60 HZ Homesite Power Portable Generator SetDocument32 pagesParts Manual: 60 HZ Homesite Power Portable Generator SetKoalla WarNo ratings yet
- Injection Timing Chart Using ST-593 or ST-840Document18 pagesInjection Timing Chart Using ST-593 or ST-840javier leyva100% (7)
- Garrett CatalogDocument38 pagesGarrett CatalogCharan Rana100% (1)
- Injection Pump R&RDocument17 pagesInjection Pump R&RMahdi Besbes100% (2)
- O&mm 8060 Series Iveco MotorsDocument41 pagesO&mm 8060 Series Iveco Motorsferrerick73% (11)
- KKK K14 K16Document6 pagesKKK K14 K16Cesar Riquelme100% (1)
- FP Diesel International Navistar Engines - DigipubZDocument212 pagesFP Diesel International Navistar Engines - DigipubZdavidbeju100% (7)
- Dynamometer: Theory and Application to Engine TestingFrom EverandDynamometer: Theory and Application to Engine TestingNo ratings yet
- DocumentDocument11 pagesDocumentthanhhai31100% (1)
- Turbo ChargerDocument97 pagesTurbo ChargerLuong Nguyen Danh100% (6)
- Special Turbo TrainingDocument90 pagesSpecial Turbo TrainingAmit Kaushal100% (6)
- InjectorDocument23 pagesInjectorBac Nguyen100% (1)
- Turbocharger Cores Inventory - 6.24.19Document56 pagesTurbocharger Cores Inventory - 6.24.19Miguel Angel Gomez Bustamente0% (1)
- Theary of Operation - STC Fuel SystemDocument5 pagesTheary of Operation - STC Fuel SystemMohamed MohamedNo ratings yet
- SleeveDocument21 pagesSleeveAnonymous 5tkF5bFwONo ratings yet
- Adjustment Procedures For RSV Type Hybrid (Cam Lock) Governor Equipped Injection Pump For Komatsu: Part 2Document11 pagesAdjustment Procedures For RSV Type Hybrid (Cam Lock) Governor Equipped Injection Pump For Komatsu: Part 2duongbk24 luu quang duongNo ratings yet
- FP Diesel Detroit Diesel Four-Cycle Engines - Digipubz PDFDocument76 pagesFP Diesel Detroit Diesel Four-Cycle Engines - Digipubz PDFAshraf m ali100% (2)
- IPD Gasket CatalogDocument48 pagesIPD Gasket CatalogКонстантинNo ratings yet
- Caterpillar Parts Book PDFDocument24 pagesCaterpillar Parts Book PDFB.HNo ratings yet
- GarrettDocument96 pagesGarrettdurmotz100% (2)
- Damage Profiles - Engine Components and FiltersDocument76 pagesDamage Profiles - Engine Components and FiltersSimon TudorNo ratings yet
- Catalogo Afã Motores CaterpillarDocument166 pagesCatalogo Afã Motores CaterpillarAlexis SanchezNo ratings yet
- Engine Workshop Manual: G-Drive Package B5.9G SeriesDocument69 pagesEngine Workshop Manual: G-Drive Package B5.9G SeriesSyedNo ratings yet
- 3408 EspesificacionesDocument6 pages3408 EspesificacionesJhon Villamizar100% (1)
- List of Perkins Engines - WikipediaDocument18 pagesList of Perkins Engines - WikipediaEdvaldo Carvalho0% (1)
- 1-3-1. Internal View of Bosch A PF 1CQ Fuel PumpDocument44 pages1-3-1. Internal View of Bosch A PF 1CQ Fuel PumpAbdallah MansourNo ratings yet
- K Series PDFDocument4 pagesK Series PDFCesar Zarate100% (1)
- Kubota Engine Parts List REV 200608Document60 pagesKubota Engine Parts List REV 200608Jamie Robinson100% (1)
- Armado y Desarmado de Motor Cummis K19Document148 pagesArmado y Desarmado de Motor Cummis K19Marcos Astete Egoavil91% (11)
- M1110K T1110K R1112K C111a1 P112L1Document7 pagesM1110K T1110K R1112K C111a1 P112L1Евгений ДынникNo ratings yet
- C Series TRG Material2010Document147 pagesC Series TRG Material2010Preett Rajin Menabung100% (3)
- 4BT Cummins SpecsDocument1 page4BT Cummins Specsricardo100% (1)
- 7 Speed TransmissionsDocument57 pages7 Speed Transmissionsadriano_kma67% (3)
- Manual Recambios 3.152.4 (CM51027) PDFDocument149 pagesManual Recambios 3.152.4 (CM51027) PDFValoys MirandaNo ratings yet
- Distributor PumpDocument8 pagesDistributor PumpMaaz Nizami100% (1)
- DENSO Diesel Common Rail Sell Sheet D1070 PDFDocument2 pagesDENSO Diesel Common Rail Sell Sheet D1070 PDFCesar Bayes RamosNo ratings yet
- CTP EngineDocument5 pagesCTP Enginealfred100% (1)
- Compresor CaterpillarDocument4 pagesCompresor CaterpillarErick Peña Gonzalez100% (1)
- Electronic Injector Catalog Mar 2020 LRDocument24 pagesElectronic Injector Catalog Mar 2020 LRAlejandro Valenzuela100% (1)
- Cat Sleeve Metering - April 2010 PDFDocument32 pagesCat Sleeve Metering - April 2010 PDFMas Inyeccion Electronica100% (1)
- Ki T S & Component S Ki T S & Component SDocument52 pagesKi T S & Component S Ki T S & Component SEdinson Ariel Chavarro QuinteroNo ratings yet
- Dpa Kits Components Cummins PDFDocument12 pagesDpa Kits Components Cummins PDFCompras Engetecman100% (1)
- Turbo Intl Catalog CompleteDocument581 pagesTurbo Intl Catalog CompleteSoumam Diesel100% (1)
- Garrett Turbocharger CatalogDocument12 pagesGarrett Turbocharger Cataloghamiti100% (2)
- HEUI InjectorsDocument3 pagesHEUI InjectorsMd ShNo ratings yet
- Bosch P-Pump Fuel Injection - Diesel Tech - Diesel Power MagazineDocument2 pagesBosch P-Pump Fuel Injection - Diesel Tech - Diesel Power Magazinerxhughes100% (3)
- Description Description: Replacement Engine Brake Parts For JacobsDocument6 pagesDescription Description: Replacement Engine Brake Parts For JacobsAaronGomezNo ratings yet
- 2D) Brochure Turbochargers and CartridgesDocument20 pages2D) Brochure Turbochargers and Cartridgesofm100% (2)
- 4bt Parts ManualDocument9 pages4bt Parts ManualDieselJake86% (7)
- Diesel Engine Fuel Pump Pressure, Time Setting and CalibrationDocument20 pagesDiesel Engine Fuel Pump Pressure, Time Setting and CalibrationIJRASETPublications100% (1)
- Holset Turbocharger Service Data SheetDocument17 pagesHolset Turbocharger Service Data SheetNaveed67% (3)
- Bushing PumpsDocument27 pagesBushing PumpsramakantinamdarNo ratings yet
- Catálogo Caterpillar - Motores e GeradoresDocument106 pagesCatálogo Caterpillar - Motores e GeradoresFranciele GomesNo ratings yet
- Cat Marine Engine Selection GuideDocument98 pagesCat Marine Engine Selection GuideOzaveshe Joseph100% (4)
- Marine Selection Guide - Caterpillar PDFDocument106 pagesMarine Selection Guide - Caterpillar PDFAnh NguyenNo ratings yet
- Assemblies and in The Year 1998 Got Converted Into Limited CompanyDocument8 pagesAssemblies and in The Year 1998 Got Converted Into Limited CompanyAkshay JainNo ratings yet
- CH900 Product BrochureDocument20 pagesCH900 Product BrochureFelipe Pisklevits LaubeNo ratings yet
- Cat Common Rail 072008 PDFDocument2 pagesCat Common Rail 072008 PDFJuniOrs RiVeraNo ratings yet
- DV Series Engine BrochureDocument4 pagesDV Series Engine Brochureestif2011No ratings yet
- Comparacion Motores CAT C13 y C15Document2 pagesComparacion Motores CAT C13 y C15Ronald ChangNo ratings yet
- Aeb010171 ISX 15 BaseDocument12 pagesAeb010171 ISX 15 BaseJose SantosNo ratings yet
- S35-625 POWERICA Cummins PDFDocument4 pagesS35-625 POWERICA Cummins PDFramseyNo ratings yet
- Lta10-G1 SpecsDocument8 pagesLta10-G1 SpecsTrương Ngọc Thắng100% (1)
- Dongfeng Cummins Power Generator Datasheet Hcm165Document3 pagesDongfeng Cummins Power Generator Datasheet Hcm165gabinuangNo ratings yet
- Parts Manual: Generator SetDocument60 pagesParts Manual: Generator SetAnderson PioNo ratings yet
- 0218 G-Drive Leaflet New 6LTAA9.5 G-Drive CoolPac SeriesDocument4 pages0218 G-Drive Leaflet New 6LTAA9.5 G-Drive CoolPac SeriesRafael Antonio Triana PulidoNo ratings yet
- Manual Operacion y Mantenimiento Cfp15eDocument144 pagesManual Operacion y Mantenimiento Cfp15eAlejandro RamosNo ratings yet
- GTA38 Service Parts With Images (Oil Heater Pp13y14)Document36 pagesGTA38 Service Parts With Images (Oil Heater Pp13y14)foroNo ratings yet
- Well Servicing Applications: FeaturesDocument4 pagesWell Servicing Applications: FeaturesAli SadeghiNo ratings yet
- Presentation Made at The Analysts' Meet (Company Update)Document12 pagesPresentation Made at The Analysts' Meet (Company Update)Shyam SunderNo ratings yet
- Marine Service Parts: Oil Filter Sea Water PumpDocument2 pagesMarine Service Parts: Oil Filter Sea Water PumpFernando PadillaNo ratings yet
- HCM23 2023 Cummins Human Capital Management Report 9112023Document24 pagesHCM23 2023 Cummins Human Capital Management Report 9112023mayank212930No ratings yet
- Diesel Generator Set KTA50 Series Engine: 1400kVA - 1675kVA 50Hz 1270kW - 1545kW 60HzDocument4 pagesDiesel Generator Set KTA50 Series Engine: 1400kVA - 1675kVA 50Hz 1270kW - 1545kW 60HzIndra RaNo ratings yet
- Price List Inclusive of VATDocument8 pagesPrice List Inclusive of VATAdeola JosephNo ratings yet
- Cummins Engines C SeriesDocument2 pagesCummins Engines C Seriesnetemma97No ratings yet
- Diesel Generator n14 PDFDocument4 pagesDiesel Generator n14 PDFRobles Jmr100% (1)
- Cummins India Digital Diary 2022-1Document261 pagesCummins India Digital Diary 2022-1Sunil MahadikNo ratings yet
- Brochure ISLe5Document4 pagesBrochure ISLe5Stroe VladNo ratings yet
- Filtracion Donaldson Segmento TransporteDocument66 pagesFiltracion Donaldson Segmento TransporteLuisa Fernanda CaicedoNo ratings yet
- Owners Manual Commercial Marine and Industrial C8.3 Series EngineDocument141 pagesOwners Manual Commercial Marine and Industrial C8.3 Series Engineak gzcNo ratings yet
- Diesel Generator Set QSK60 Series: Specification SheetDocument4 pagesDiesel Generator Set QSK60 Series: Specification Sheetkrish659No ratings yet
- Cummins Onan 3.2HDZAA - Service ManualDocument48 pagesCummins Onan 3.2HDZAA - Service ManualCOGERA EnergiaNo ratings yet
- FR11633Document3 pagesFR11633Jesus gomez corvalanNo ratings yet
- 01 MAE IntroductionDocument17 pages01 MAE IntroductionAmdres CeballosNo ratings yet
- Fault Codes 3868, 4572 and 4677 Caused by Diesel Exhaust Fluid (DEF) Header MalfunctionDocument65 pagesFault Codes 3868, 4572 and 4677 Caused by Diesel Exhaust Fluid (DEF) Header MalfunctionMauricio Navarro santana100% (1)