Download as docx, pdf, or txt
You might also like
- IMP Lab Manual - Autumn 2019Document48 pagesIMP Lab Manual - Autumn 2019ZANTHERNo ratings yet
- Milling MachineDocument14 pagesMilling MachineAqib ZamanNo ratings yet
- ME 2207 - Manufacturing Technology 1 - Lab ManualDocument57 pagesME 2207 - Manufacturing Technology 1 - Lab ManualMohan Prasad.M71% (17)
- Deficient Diversional ActivityDocument2 pagesDeficient Diversional ActivityKimsha Concepcion100% (2)
- Understanding Voltage Regulators - Smart Grid Solutions - SiemensDocument5 pagesUnderstanding Voltage Regulators - Smart Grid Solutions - SiemenstusarNo ratings yet
- Category: Grading Rubric For Storyboard ProjectDocument1 pageCategory: Grading Rubric For Storyboard ProjectRyan EstonioNo ratings yet
- Project Proposal DraftDocument14 pagesProject Proposal DraftAdasa EdwardsNo ratings yet
- Rajshahi University of Engineering & TechnologyDocument7 pagesRajshahi University of Engineering & TechnologyMD Mahmudul Hasan MasudNo ratings yet
- Lab Report 3Document7 pagesLab Report 3mamoona noreen100% (1)
- Up Workshop Manual 2020Document62 pagesUp Workshop Manual 2020Yash MittalNo ratings yet
- Lab MannualsDocument15 pagesLab MannualsJatin PahujaNo ratings yet
- MFT II Manual 2Document35 pagesMFT II Manual 2Thulasi RamNo ratings yet
- Milling MachineDocument8 pagesMilling Machinegirma workuNo ratings yet
- M AchingDocument10 pagesM AchingSnehasishNo ratings yet
- Lathe Machine Lab Report 1Document14 pagesLathe Machine Lab Report 1regassa rajiNo ratings yet
- Me2207 Manufacturing Technology I Lab ManualDocument71 pagesMe2207 Manufacturing Technology I Lab ManualKarthick N91% (11)
- Diploma Workshop Practice IIDocument30 pagesDiploma Workshop Practice IISagir Musa SaniNo ratings yet
- MSM ManualDocument52 pagesMSM ManualHarika Pothamshetty-15No ratings yet
- Milling Machine and OperationDocument11 pagesMilling Machine and OperationMostafizur Rahman SobujNo ratings yet
- JJ 104 Workshop Technology 1 MillingDocument44 pagesJJ 104 Workshop Technology 1 MillingHusaini Zamzury0% (1)
- Module 2Document10 pagesModule 2Shamanth M BabuNo ratings yet
- 5.workshop Practice - Machine Shop - ES-ME192 - or - 292Document10 pages5.workshop Practice - Machine Shop - ES-ME192 - or - 292Priyanshu BanerjeeNo ratings yet
- Drilling MachineDocument37 pagesDrilling Machinebmm16957No ratings yet
- Task One - Design Modification & Fabrication of Tailstock For Horizontal Milling Machine - New Edit - 01-02-2018Document10 pagesTask One - Design Modification & Fabrication of Tailstock For Horizontal Milling Machine - New Edit - 01-02-2018Owebor KesieNo ratings yet
- Maintenance ProjectDocument11 pagesMaintenance ProjectBig BossNo ratings yet
- Lathe Machine Lab ReportDocument18 pagesLathe Machine Lab Reportregassa rajiNo ratings yet
- WORKSHOP PRACTICE-B.Tech IIDocument46 pagesWORKSHOP PRACTICE-B.Tech IIrawat7233abhayNo ratings yet
- Mce516 Lecture Note 4Document40 pagesMce516 Lecture Note 4Edward JNo ratings yet
- Machine Shop: Principal Parts of A LatheDocument7 pagesMachine Shop: Principal Parts of A LatheArchika YaduNo ratings yet
- Module 4 - Classification, Applications and Operations of MachinesDocument19 pagesModule 4 - Classification, Applications and Operations of MachinesIsmaeli KielNo ratings yet
- Lathe and Drilling MachineDocument99 pagesLathe and Drilling Machinesagar0% (1)
- Machine WorskopDocument20 pagesMachine WorskopnaemaNo ratings yet
- Lathe Machine Definition Introduction Parts Operation Specification PDFDocument19 pagesLathe Machine Definition Introduction Parts Operation Specification PDFRitchie Carillo DaugdaugNo ratings yet
- Machine Tools Lab ManualDocument32 pagesMachine Tools Lab ManualPhani Gurijala100% (2)
- Man Pro Lab Lab Exp No 6 - Introduction To Lathe OperationDocument8 pagesMan Pro Lab Lab Exp No 6 - Introduction To Lathe OperationfotickNo ratings yet
- 6 Notes Milling Shaping & PlaningDocument14 pages6 Notes Milling Shaping & PlaningSanket KumarNo ratings yet
- Lathe, Drilling MachineDocument42 pagesLathe, Drilling MachineSaroj100% (1)
- Imp Lab ManualDocument36 pagesImp Lab ManualAnas MuhammedNo ratings yet
- Lathe MachineDocument16 pagesLathe MachineM Arslan AshrafNo ratings yet
- Lathe MachineDocument13 pagesLathe Machinemboniface763No ratings yet
- Manufacturing Technology Lab IDocument43 pagesManufacturing Technology Lab IMECHANICAL SMCETNo ratings yet
- Workshop ReportDocument22 pagesWorkshop ReportMian Abdullah Bashir100% (1)
- What Is A Lathe Machine? Its Parts, Operations, Types With PDFDocument6 pagesWhat Is A Lathe Machine? Its Parts, Operations, Types With PDFMunem ShahriarNo ratings yet
- Unit 3 - Machining OperationsDocument105 pagesUnit 3 - Machining OperationsBhaskar KandpalNo ratings yet
- Machine Tools NotesDocument16 pagesMachine Tools NotesKarNo ratings yet
- Ahsanullah University of Science and Technology (AUST) Department of Mechanical and Production EngineeringDocument20 pagesAhsanullah University of Science and Technology (AUST) Department of Mechanical and Production EngineeringHussain Mohammad ImranNo ratings yet
- Up Workshop Manual 2020Document62 pagesUp Workshop Manual 2020peniel ccNo ratings yet
- Lathe Machine Definition Introduction Parts Operation Specification PDFDocument19 pagesLathe Machine Definition Introduction Parts Operation Specification PDFahsan aliNo ratings yet
- Machine Tools - Milling MachineDocument11 pagesMachine Tools - Milling Machinejineesha p jNo ratings yet
- Presentation On Lathe and Shaper MachineDocument13 pagesPresentation On Lathe and Shaper Machinemukul anand jhaNo ratings yet
- IME (BESCK204D) Module-2Document16 pagesIME (BESCK204D) Module-2SusheelabaiNo ratings yet
- Milling Machine: Definition, Parts, Operation, Working Principle, Application, Advantages (Notes & PDF)Document10 pagesMilling Machine: Definition, Parts, Operation, Working Principle, Application, Advantages (Notes & PDF)Arvind DeokarNo ratings yet
- Operations in TurningDocument8 pagesOperations in Turningcanavarsanayok100% (1)
- Assignment 1: Aliaa Nabila Binti Abdul Muta'Ali (Ha15025)Document8 pagesAssignment 1: Aliaa Nabila Binti Abdul Muta'Ali (Ha15025)Aliaa Nabila100% (1)
- BME 513 Lecture NotesDocument31 pagesBME 513 Lecture Noteschibuzorosinachi21No ratings yet
- Machine ShopDocument6 pagesMachine ShopAmarjeet Singh (Assistant Professor- Mechanical Engineer)No ratings yet
- LATHE - WriteupDocument21 pagesLATHE - WriteupMERISH GURU100% (1)
- Machine Tools Lab Manual (13-14)Document39 pagesMachine Tools Lab Manual (13-14)Krishna Murthy100% (1)
- Machining Processes - I MT 164: LatheDocument45 pagesMachining Processes - I MT 164: LatheMusab LatifNo ratings yet
- Study On Basic Lathe Machining: AIM: To Study The Construction Details and Working Principle of Basic MachiningDocument12 pagesStudy On Basic Lathe Machining: AIM: To Study The Construction Details and Working Principle of Basic Machininggirma workuNo ratings yet
- Band Saw (Missing Shop Manual): The Tool Information You Need at Your FingertipsFrom EverandBand Saw (Missing Shop Manual): The Tool Information You Need at Your FingertipsRating: 5 out of 5 stars5/5 (1)
- Turning and Boring A specialized treatise for machinists, students in the industrial and engineering schools, and apprentices, on turning and boring methods, etc.From EverandTurning and Boring A specialized treatise for machinists, students in the industrial and engineering schools, and apprentices, on turning and boring methods, etc.No ratings yet
- Traditional Toolmaking: The Classic Treatise on Lapping, Threading, Precision Measurements, and General ToolmakingFrom EverandTraditional Toolmaking: The Classic Treatise on Lapping, Threading, Precision Measurements, and General ToolmakingRating: 5 out of 5 stars5/5 (2)
- How to Run a Lathe - Volume I (Edition 43) The Care and Operation of a Screw-Cutting LatheFrom EverandHow to Run a Lathe - Volume I (Edition 43) The Care and Operation of a Screw-Cutting LatheRating: 4.5 out of 5 stars4.5/5 (2)
- Fluid Mechanics and Machinery Laboratory Manual: by Dr. N. Kumara SwamyDocument4 pagesFluid Mechanics and Machinery Laboratory Manual: by Dr. N. Kumara SwamyMD Mahmudul Hasan Masud100% (1)
- Grinding Machine: Presentation OnDocument30 pagesGrinding Machine: Presentation OnMD Mahmudul Hasan MasudNo ratings yet
- A Milling Machine Is A Machine Tool Used To Machine Solid MaterialsDocument7 pagesA Milling Machine Is A Machine Tool Used To Machine Solid MaterialsMD Mahmudul Hasan MasudNo ratings yet
- Fluid Coupling and Tourque ConverterDocument19 pagesFluid Coupling and Tourque ConverterMD Mahmudul Hasan MasudNo ratings yet
- Luid Ower Ngineering: TopicDocument19 pagesLuid Ower Ngineering: TopicMD Mahmudul Hasan MasudNo ratings yet
- Rahman2007 PDFDocument6 pagesRahman2007 PDFMD Mahmudul Hasan MasudNo ratings yet
- Guided By: Respected Dhoraj Kamal Jamuwa Sir Submitted By: Deepak Kumar Solanki Branch: Mechanical Engg. Class: B.Tech. 2 Year, 4 SemDocument12 pagesGuided By: Respected Dhoraj Kamal Jamuwa Sir Submitted By: Deepak Kumar Solanki Branch: Mechanical Engg. Class: B.Tech. 2 Year, 4 SemMD Mahmudul Hasan Masud100% (1)
- Name of The ExperimentDocument5 pagesName of The ExperimentMD Mahmudul Hasan MasudNo ratings yet
- Name of The Experiment: Cutting Tool Bit and Drill Bit Shapes and FormsDocument7 pagesName of The Experiment: Cutting Tool Bit and Drill Bit Shapes and FormsMD Mahmudul Hasan MasudNo ratings yet
- Title:: To Make A Slot by Shaper MachineDocument4 pagesTitle:: To Make A Slot by Shaper MachineMD Mahmudul Hasan MasudNo ratings yet
- Rajshahi University of Engineering & TechnologyDocument7 pagesRajshahi University of Engineering & TechnologyMD Mahmudul Hasan MasudNo ratings yet
- Name of The Experiment: Objectives:: Radial Drill MachineDocument11 pagesName of The Experiment: Objectives:: Radial Drill MachineMD Mahmudul Hasan MasudNo ratings yet
- Types of Lathe MachineDocument5 pagesTypes of Lathe MachineMD Mahmudul Hasan MasudNo ratings yet
- Direct Manipulator Kinematics: ReviewDocument50 pagesDirect Manipulator Kinematics: ReviewMD Mahmudul Hasan MasudNo ratings yet
- Federal Resume SampleDocument5 pagesFederal Resume Samplef5dq3ch5100% (2)
- Koontz, Dean - Fear That ManDocument73 pagesKoontz, Dean - Fear That Mancbirleanu1963No ratings yet
- Huge Collection of Finacle MenuDocument26 pagesHuge Collection of Finacle MenurajsundarsNo ratings yet
- New English File - Elementary File 10 - Test 10Document5 pagesNew English File - Elementary File 10 - Test 10Sanja IlovaNo ratings yet
- Cambridge, 2nd Ed.-Petty Cash BookDocument3 pagesCambridge, 2nd Ed.-Petty Cash BookShannen LyeNo ratings yet
- Sister Margaret Beatty's CommentsDocument2 pagesSister Margaret Beatty's Commentssavannahnow.comNo ratings yet
- Moot Court (Clinical)Document2 pagesMoot Court (Clinical)prince KumarNo ratings yet
- SSB Tanitim CatalogDocument201 pagesSSB Tanitim CatalogAmir Cahyadi100% (1)
- Architecture FormsDocument57 pagesArchitecture FormsAymen HaouesNo ratings yet
- We Imagine 100% Sustainable Beamhouse Systems With Stunning Leather QualityDocument2 pagesWe Imagine 100% Sustainable Beamhouse Systems With Stunning Leather QualityLuisy EncarnacionNo ratings yet
- RHPA46 FreeDocument5 pagesRHPA46 Freeheyimdee5No ratings yet
- Part of SpeechDocument163 pagesPart of SpeechHHHHNo ratings yet
- College of Engineering Course Syllabus Information Technology ProgramDocument5 pagesCollege of Engineering Course Syllabus Information Technology ProgramKhaled Al WahhabiNo ratings yet
- ICEfaces Asynchronous HTTP ServerDocument33 pagesICEfaces Asynchronous HTTP ServerIniyaNo ratings yet
- Glutamine USPDocument3 pagesGlutamine USPJai MurugeshNo ratings yet
- E FilingDocument259 pagesE FilingtestingNo ratings yet
- Underwood C. P., "HVAC Control Systems, Modelling Analysis and Design" RoutledgeDocument2 pagesUnderwood C. P., "HVAC Control Systems, Modelling Analysis and Design" Routledgeatif shaikhNo ratings yet
- The Influence of Work Environment, Work Discipline and Motivation On The Performance of Civil Servants at The Ministry of Home AffairsDocument9 pagesThe Influence of Work Environment, Work Discipline and Motivation On The Performance of Civil Servants at The Ministry of Home AffairsInternational Journal of Innovative Science and Research TechnologyNo ratings yet
- Division) Case No. 7303. G.R. No. 196596 Stemmed From CTA en Banc Case No. 622 FiledDocument16 pagesDivision) Case No. 7303. G.R. No. 196596 Stemmed From CTA en Banc Case No. 622 Filedsoojung jungNo ratings yet
- 4 - Quisombing V CA G.R. No. 93010 Aug 30 1990Document7 pages4 - Quisombing V CA G.R. No. 93010 Aug 30 1990Imma OlayanNo ratings yet
- DAO 34 & 35 RonaldDocument33 pagesDAO 34 & 35 Ronaldcris guzonNo ratings yet
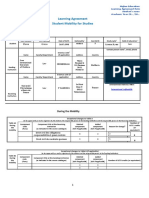
- Learning Agreement During The MobilityDocument3 pagesLearning Agreement During The MobilityVictoria GrosuNo ratings yet
- Ynatrwl Nonannexure2022augm25 5532078444 8661400943Document4 pagesYnatrwl Nonannexure2022augm25 5532078444 8661400943INSIGNIA LABS - DATANo ratings yet
- Research in Organizational Behavior: Sabine SonnentagDocument17 pagesResearch in Organizational Behavior: Sabine SonnentagBobby DNo ratings yet
- 2 Curriculum Guide Ela PDFDocument269 pages2 Curriculum Guide Ela PDFDele AwodeleNo ratings yet
- Below Mentioned Is The List of Mumbai Management CollegesDocument3 pagesBelow Mentioned Is The List of Mumbai Management CollegesManish SainiNo ratings yet