Download as pdf or txt
You might also like
- Technical InformationDocument78 pagesTechnical InformationCarlos Barrachina Martínez100% (2)
- S.G.Iron GuidelinesDocument28 pagesS.G.Iron GuidelinesTarun Chakraborty100% (3)
- ELMAGDocument2 pagesELMAGthomazfabricioNo ratings yet
- Hardenability of High CR White Cast IronDocument4 pagesHardenability of High CR White Cast IronanruloNo ratings yet
- O HC HCDocument101 pagesO HC HCIndustrial Infra Jobs100% (1)
- GAS PROBLEM in Steel Sand CastingsDocument7 pagesGAS PROBLEM in Steel Sand CastingsVasu RajaNo ratings yet
- ELS Final Module - 5-08082020Document26 pagesELS Final Module - 5-08082020Adonis Besa86% (100)
- Fatigue of MaterialsDocument54 pagesFatigue of Materialsc_gaspard0% (1)
- S.G IronDocument6 pagesS.G IronQasim BarkatNo ratings yet
- Chunky GraphiteDocument16 pagesChunky GraphitesachinguptachdNo ratings yet
- S.G. Iron : MouldingDocument11 pagesS.G. Iron : MouldingsureshbabuamalaNo ratings yet
- Seminar S.G IronDocument32 pagesSeminar S.G Ironravikataria02No ratings yet
- Alternative Tundish Ladle DesignDocument2 pagesAlternative Tundish Ladle Designarnaldorcr8646No ratings yet
- Surface Graphite Degeneration in Ductile Iron CastDocument8 pagesSurface Graphite Degeneration in Ductile Iron CastKhairul MuzafarNo ratings yet
- Elkem 05 Inoculation MechanismsDocument2 pagesElkem 05 Inoculation Mechanismsmarcotulio123No ratings yet
- Effect of Minor and Trace Elements in Cast IronDocument2 pagesEffect of Minor and Trace Elements in Cast IronsachinguptachdNo ratings yet
- Controlling The Chemistry and The and The Section Size Is Very ImportantDocument2 pagesControlling The Chemistry and The and The Section Size Is Very ImportantHeuzerGomesNo ratings yet
- SG Iron ProductionDocument20 pagesSG Iron ProductionShreyashri Nayak100% (1)
- Effect of Basic Chemical Element in Sgi Ductile Iron IJERTV1IS7135Document7 pagesEffect of Basic Chemical Element in Sgi Ductile Iron IJERTV1IS7135Uma KoduriNo ratings yet
- Common Metallurgical Defects in Grey Cast IronDocument9 pagesCommon Metallurgical Defects in Grey Cast IronRolando Nuñez Monrroy100% (1)
- Cast Iron BrochureDocument12 pagesCast Iron BrochureFlamarion BadaroNo ratings yet
- Grey Iron A Unique MaterialDocument13 pagesGrey Iron A Unique MaterialmetkarthikNo ratings yet
- ATAS Metstar Kovis FoundryDocument18 pagesATAS Metstar Kovis FoundryslagmercuryNo ratings yet
- Carbide Dissolution in Thin Wall Ductile Iron PDFDocument8 pagesCarbide Dissolution in Thin Wall Ductile Iron PDFsachinguptachdNo ratings yet
- Effect of Bismuth in Ductile IronDocument4 pagesEffect of Bismuth in Ductile Ironmarcotulio123100% (2)
- Steel CastingsDocument50 pagesSteel CastingsVijayakumar TNo ratings yet
- 1996 Bombay Foundry Congress - Inoculation of Grey and Ductile Iron PDFDocument23 pages1996 Bombay Foundry Congress - Inoculation of Grey and Ductile Iron PDFhabibi1328100% (1)
- 1999 Ductile Iron Production - A Comparison of Alternative Treatment Methods PDFDocument19 pages1999 Ductile Iron Production - A Comparison of Alternative Treatment Methods PDFDouglas VidalNo ratings yet
- Elkem 07 Magnesiun Contents in Ductile IronDocument2 pagesElkem 07 Magnesiun Contents in Ductile Ironmarcotulio123No ratings yet
- Recovery of Magnesium in A Ductile Iron Process.: AbstractDocument8 pagesRecovery of Magnesium in A Ductile Iron Process.: AbstractJorge Prado DiazNo ratings yet
- Effect of Boron in D.I.Document2 pagesEffect of Boron in D.I.Sachin KumbharNo ratings yet
- Steel Pouring TimesDocument2 pagesSteel Pouring Timesvasanthi100% (1)
- Late Metal Stream InoculationDocument2 pagesLate Metal Stream Inoculationarnaldorcr8646No ratings yet
- Common Metallurgical Defects in Ductile Iron EnglishDocument1 pageCommon Metallurgical Defects in Ductile Iron EnglishedgarestevessNo ratings yet
- Selection of Inoculants For Grey Cast IronDocument2 pagesSelection of Inoculants For Grey Cast Ironarnaldorcr8646No ratings yet
- Carbidic Austempered Ductile Iron - ADIDocument8 pagesCarbidic Austempered Ductile Iron - ADITayfun TezanlarNo ratings yet
- Gray Iron Foundries PDFDocument20 pagesGray Iron Foundries PDFbebe3838No ratings yet
- Use of The Niyama Criterion To Predict Shrinkage-Related Leaks in High-Nickel Steel and Nickel-Based Alloy CastingsDocument18 pagesUse of The Niyama Criterion To Predict Shrinkage-Related Leaks in High-Nickel Steel and Nickel-Based Alloy CastingsCarlos Ortega Jones100% (1)
- FP240Document28 pagesFP240igorisakovNo ratings yet
- Feeding Steel and Ductile Iron CastingDocument22 pagesFeeding Steel and Ductile Iron Castingjosemiguelzu100% (1)
- Partition of Slag Phases in The Treatment and Pouring of Ductile IronDocument2 pagesPartition of Slag Phases in The Treatment and Pouring of Ductile Ironarnaldorcr8646No ratings yet
- Shrinkage in Iron CastingsDocument10 pagesShrinkage in Iron CastingskarthikkandaNo ratings yet
- Elkem 10 Tundish Cover Ladle NodularizationDocument2 pagesElkem 10 Tundish Cover Ladle Nodularizationmarcotulio123No ratings yet
- Sampling of Liquid Cast IronDocument2 pagesSampling of Liquid Cast Ironarnaldorcr8646No ratings yet
- Elkem 13 Compacted Graphite IronDocument2 pagesElkem 13 Compacted Graphite Ironmarcotulio123No ratings yet
- Effect of Cooling Rate On Microstructure and Mechanical Properties of Gray Cast Iron - IsIDocument6 pagesEffect of Cooling Rate On Microstructure and Mechanical Properties of Gray Cast Iron - IsIgiokniessNo ratings yet
- Metallurgical Defects of Cast Steel: SeminarDocument26 pagesMetallurgical Defects of Cast Steel: SeminarAndré RibeiroNo ratings yet
- Fading of InoculationDocument2 pagesFading of Inoculationarnaldorcr8646No ratings yet
- Common Metallurgical Defects in Grey Cast Irons 2Document1 pageCommon Metallurgical Defects in Grey Cast Irons 2Rasool MohammadiNo ratings yet
- Foundry DefectsDocument12 pagesFoundry DefectsVirendra Gupta100% (1)
- Grains Structure of IngotsDocument6 pagesGrains Structure of Ingotshayder1920No ratings yet
- Effect of Minor and Trace Elements in Cast IronDocument2 pagesEffect of Minor and Trace Elements in Cast IronsachinguptachdNo ratings yet
- Offsetting Macro-Shrinkage in Ductile IronDocument13 pagesOffsetting Macro-Shrinkage in Ductile IronmetkarthikNo ratings yet
- Quantitative Metallography PDFDocument22 pagesQuantitative Metallography PDFarulmuruguNo ratings yet
- Elkem InoculacaoDocument26 pagesElkem InoculacaoeduardolavratiNo ratings yet
- Copper Nickel AlloysDocument5 pagesCopper Nickel AlloysAditya Agarwal100% (2)
- Carbon Dioxide Moulding ProcessDocument17 pagesCarbon Dioxide Moulding ProcessqwertyuioNo ratings yet
- Microsoft PowerPoint - Austenitic Manganese Steel Compatibility Mode 2Document81 pagesMicrosoft PowerPoint - Austenitic Manganese Steel Compatibility Mode 2Damla Kaymakçı100% (1)
- 26-ELKEM Poster-Graphite Structures in Cast IronsDocument1 page26-ELKEM Poster-Graphite Structures in Cast IronsHOSSIENNo ratings yet
- Manufacturing Procedure For Coil MILLDocument40 pagesManufacturing Procedure For Coil MILLVishal Hirde100% (1)
- Custom Implant For The Mandible Using Rapidprototyping Assisted CastingDocument5 pagesCustom Implant For The Mandible Using Rapidprototyping Assisted Castingtushak mNo ratings yet
- Foundry Project Planning - Some Pit Falls Ziauddin Avinash JoshiDocument11 pagesFoundry Project Planning - Some Pit Falls Ziauddin Avinash Joshitushak mNo ratings yet
- Activity Based Costing (Abc) - Concept in Foundry IndustryDocument6 pagesActivity Based Costing (Abc) - Concept in Foundry Industrytushak mNo ratings yet
- Study of Solute Effect On Grain Refinement of Aluminium AlloysDocument8 pagesStudy of Solute Effect On Grain Refinement of Aluminium Alloystushak mNo ratings yet
- Industrial Growth in MaharashtraDocument18 pagesIndustrial Growth in Maharashtratushak mNo ratings yet
- Design of An Investment Casting FoundryDocument7 pagesDesign of An Investment Casting Foundrytushak mNo ratings yet
- IIF-News .: T H e M e o F T H e y e A R - " Working Together For Value Creation"Document6 pagesIIF-News .: T H e M e o F T H e y e A R - " Working Together For Value Creation"tushak mNo ratings yet
- MET 52 1 62 64 Kwasniewska Krolikowska PDFDocument3 pagesMET 52 1 62 64 Kwasniewska Krolikowska PDFtushak mNo ratings yet
- Coal in Greensand Systems: "A New Look at A Very Old Practice"Document14 pagesCoal in Greensand Systems: "A New Look at A Very Old Practice"tushak mNo ratings yet
- Health Hazards of Foundries and Forges: Anuj Kumar ShrivastavaDocument4 pagesHealth Hazards of Foundries and Forges: Anuj Kumar Shrivastavatushak mNo ratings yet
- Tension Test Specimen PDFDocument2 pagesTension Test Specimen PDFtushak mNo ratings yet
- Compañía Minera Del Pacífico Cerro Negro Norte EP: 12m Concentrate ThickenerDocument57 pagesCompañía Minera Del Pacífico Cerro Negro Norte EP: 12m Concentrate ThickenerSebastian Lobos OpitzNo ratings yet
- A-485 - 94Document4 pagesA-485 - 94José Ramón GutierrezNo ratings yet
- Why Solar Power? 2. Why Organic? 3. Research Questions: Designing New Architecture For Organic Photovoltaic DevicesDocument1 pageWhy Solar Power? 2. Why Organic? 3. Research Questions: Designing New Architecture For Organic Photovoltaic DevicesMeghadeepa MaityNo ratings yet
- Steam BoilerDocument9 pagesSteam BoilerzaidinNo ratings yet
- Sinotrans PPE Standart RequirementsDocument31 pagesSinotrans PPE Standart RequirementsDondy ZobitanaNo ratings yet
- Grease Duct ManualDocument4 pagesGrease Duct Manualsaifi2004No ratings yet
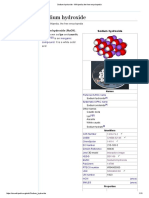
- Sodium HydroxideDocument11 pagesSodium HydroxideSrinivasan RajenderanNo ratings yet
- Technical Data SheetDocument15 pagesTechnical Data SheetOlvera Mendoza Carlos AlbertoNo ratings yet
- Carbon NanotubesDocument26 pagesCarbon NanotubesTanuj JoshiNo ratings yet
- Fundamentals of CastingDocument13 pagesFundamentals of CastingSubramanian ChidambaramNo ratings yet
- Published by - Bapi Saha, Mobile-9088857120Document4 pagesPublished by - Bapi Saha, Mobile-9088857120Bapi SahaNo ratings yet
- SIPs Frequently Asked QuestionsDocument10 pagesSIPs Frequently Asked QuestionsJoe DinglasanNo ratings yet
- Anisotropic Damage Model For Woven Fabric Composites During Tension-Tension FatigueDocument5 pagesAnisotropic Damage Model For Woven Fabric Composites During Tension-Tension FatigueFederico LamonNo ratings yet
- Coating Parameters - Aqueous FormulasDocument2 pagesCoating Parameters - Aqueous FormulasUmar AliNo ratings yet
- Investigatory Project On Electrochemical CellDocument17 pagesInvestigatory Project On Electrochemical CellAmit Mishra50% (2)
- Molykote Food Grade Lubricants BROCH - EN (80-3189-01)Document6 pagesMolykote Food Grade Lubricants BROCH - EN (80-3189-01)DiogoNo ratings yet
- 4 - Fillers and ReinforcementsDocument8 pages4 - Fillers and ReinforcementsGloria GonzálezNo ratings yet
- 0620 - 42 - May - 16 SolvedDocument11 pages0620 - 42 - May - 16 SolvedMuhammad HassaanNo ratings yet
- Study Materials On Needles PDFDocument24 pagesStudy Materials On Needles PDFzilangamba_s4535No ratings yet
- Basics of Sample System DesigningDocument14 pagesBasics of Sample System DesigningJAY PARIKHNo ratings yet
- V RV Ambient Air Vaporizer Data SheetDocument3 pagesV RV Ambient Air Vaporizer Data SheetGilberto Yoshida100% (1)
- Creusabro 4800: Advanced Technology in WearDocument8 pagesCreusabro 4800: Advanced Technology in Wearsobhan61No ratings yet
- Kern River Steam Foam Pilots: T.W. Patzek, M.T. KolnlsDocument8 pagesKern River Steam Foam Pilots: T.W. Patzek, M.T. KolnlsJuan Diego Barraza GuzmánNo ratings yet
- Challenging The Traditional Hydrometallurgy Curriculum-An Industry PerspectiveDocument9 pagesChallenging The Traditional Hydrometallurgy Curriculum-An Industry PerspectiveGustavo Gabriel JimenezNo ratings yet
- Load Controlled Cyclic Triaxial Strength of Soil: Standard Test Method ForDocument11 pagesLoad Controlled Cyclic Triaxial Strength of Soil: Standard Test Method ForLito EstimosNo ratings yet
- University of The East ManilaDocument12 pagesUniversity of The East ManilaMarjorie YuzonNo ratings yet
- Bins Bunkers SilosDocument7 pagesBins Bunkers Silostan_dat2003No ratings yet
- 250 Watt 24 Volt Monocrystalline Solar Panel SpecificationsDocument2 pages250 Watt 24 Volt Monocrystalline Solar Panel SpecificationsWaqas MoazzamNo ratings yet