Download as pdf or txt
You might also like
- GE MAC 1200 ECG Analysis System - Service ManualDocument151 pagesGE MAC 1200 ECG Analysis System - Service ManualFidauddin Zain100% (2)
- Chapter 11 Part 4 Multistage Amplifier - Sem1 1617Document9 pagesChapter 11 Part 4 Multistage Amplifier - Sem1 1617Yue Kai100% (1)
- AIS Exercise Workbook 1Document37 pagesAIS Exercise Workbook 1Eugene BalindanNo ratings yet
- Install Manual F560&760Document48 pagesInstall Manual F560&760Roldani Olmos100% (2)
- WQD7005 (Alternative Assessment)Document4 pagesWQD7005 (Alternative Assessment)AdamZain788No ratings yet
- 25012A HTWhite Paper v1.1Document25 pages25012A HTWhite Paper v1.1chetu000No ratings yet
- Floyd Chapter 6-8 Model AnswersDocument64 pagesFloyd Chapter 6-8 Model Answersjnax101100% (1)
- You Need To Measure BecauseDocument22 pagesYou Need To Measure BecauseBulentNo ratings yet
- Ee 587 Soc Design & TestDocument30 pagesEe 587 Soc Design & TestjjnNo ratings yet
- ICEEDM2016-Final (31juli2016) Yudha Lesmana FIniteDocument35 pagesICEEDM2016-Final (31juli2016) Yudha Lesmana FIniteMangisi Haryanto ParapatNo ratings yet
- Normal Modes Analysis of A Simply-Supported Stiffened PlateDocument6 pagesNormal Modes Analysis of A Simply-Supported Stiffened PlatekarthekeyanmenonNo ratings yet
- How Inspectors Can Use Fracture Mechanics Roger CordesDocument22 pagesHow Inspectors Can Use Fracture Mechanics Roger CordesBrighton JohnNo ratings yet
- Structure UDNDocument71 pagesStructure UDNSaumya ShresthaNo ratings yet
- Lect 18Document27 pagesLect 1820RU1A0422 GALI JHANSINo ratings yet
- Evaluating Design MarginDocument5 pagesEvaluating Design Marginra9622No ratings yet
- LAB 1: MOSFET Characteristics: ObjectivesDocument8 pagesLAB 1: MOSFET Characteristics: Objectiveslawrencesoon86No ratings yet
- CH 02Document22 pagesCH 02chandu mNo ratings yet
- Modue 2 - APPLICATIONS OF BPNDocument40 pagesModue 2 - APPLICATIONS OF BPNproject missionNo ratings yet
- AISC DG31 Example 002Document12 pagesAISC DG31 Example 002alejandro mantillaNo ratings yet
- CAD Applications Final Project: Pankaj SharmaDocument27 pagesCAD Applications Final Project: Pankaj SharmaPankaj SharmaNo ratings yet
- 2016 05 Viola Jones PDFDocument51 pages2016 05 Viola Jones PDFSnehilSharma11071997No ratings yet
- 2266 Software For The Evaluation of Segregation in Wire RodDocument5 pages2266 Software For The Evaluation of Segregation in Wire RodEvren ÇaprazNo ratings yet
- An Assessment of An FEA Body Model For Design Capability: Ford Motor Company, Dearborn, MichiganDocument5 pagesAn Assessment of An FEA Body Model For Design Capability: Ford Motor Company, Dearborn, MichiganmhmdNo ratings yet
- Distortional Buckling of C and Z Members in Bending: Cheng Yu, Benjamin W. SchaferDocument23 pagesDistortional Buckling of C and Z Members in Bending: Cheng Yu, Benjamin W. SchaferAlvin PurmawinataNo ratings yet
- (P) Worst-Case Design and Margin For Embedded SRAM, 2007Document6 pages(P) Worst-Case Design and Margin For Embedded SRAM, 2007DMNo ratings yet
- 02 - Fault ModelDocument55 pages02 - Fault Model文件資料No ratings yet
- 10 CL636Document19 pages10 CL636shubhamNo ratings yet
- Blue Heaven Test Report BAG FILTER F9Document3 pagesBlue Heaven Test Report BAG FILTER F9sandroNo ratings yet
- Defect Origin (J) Phase Requirement Analysis Design Coding Unit TestingDocument87 pagesDefect Origin (J) Phase Requirement Analysis Design Coding Unit Testingashish_jain_csNo ratings yet
- Linear Static Analysis of A Simply-Supported Stiffened PlateDocument24 pagesLinear Static Analysis of A Simply-Supported Stiffened PlatehfathollahiNo ratings yet
- 2020R1 FluentDocument65 pages2020R1 Fluentagrbovic100% (1)
- Testing, Design For Testability: Mah, Aen EE271 Lecture 16 1Document28 pagesTesting, Design For Testability: Mah, Aen EE271 Lecture 16 1suyog kalaniNo ratings yet
- MagaammaaDocument83 pagesMagaammaasamadozoure120No ratings yet
- DOE Evaluation PresentationDocument29 pagesDOE Evaluation PresentationcvenkatasunilNo ratings yet
- KODAK Industrial X Ray Film 7125 Brochure ENDocument2 pagesKODAK Industrial X Ray Film 7125 Brochure ENdipti bhimNo ratings yet
- SL-B Lab Script 2023-2024Document7 pagesSL-B Lab Script 2023-2024AyeshaNo ratings yet
- Bayesian Indoor Positioning Systems: Presented By: Eiman ElnahrawyDocument26 pagesBayesian Indoor Positioning Systems: Presented By: Eiman ElnahrawyblaNo ratings yet
- WQD7005 (Alternative Assessment)Document4 pagesWQD7005 (Alternative Assessment)AdamZain788100% (1)
- Lec2 Yield MooreDocument18 pagesLec2 Yield MooreMUSICMG MusicMgNo ratings yet
- Lec2 Yield MooreDocument18 pagesLec2 Yield MooreMUSICMG MusicMgNo ratings yet
- Lab Sheet 7 Digital Filter Design Using MATLAB Toolbox: D Designfilt (Resp, Name, Value)Document17 pagesLab Sheet 7 Digital Filter Design Using MATLAB Toolbox: D Designfilt (Resp, Name, Value)Sharmin RiniNo ratings yet
- Chap 9Document18 pagesChap 9Sab FurNo ratings yet
- ICTEST2Document49 pagesICTEST2sakthivelNo ratings yet
- Linear Berg and ADocument3 pagesLinear Berg and Az7mqrpsd8pNo ratings yet
- BE Lab Report Template NewDocument8 pagesBE Lab Report Template NewNg YapNo ratings yet
- Calculation: Question 2: ANN-Multi Layer Perceptron (05 Marks)Document2 pagesCalculation: Question 2: ANN-Multi Layer Perceptron (05 Marks)Hassan SheikhNo ratings yet
- HW2Document7 pagesHW2Ruth LimboNo ratings yet
- CrushParam OpenDocument116 pagesCrushParam Openedwin javier valdivia guillenNo ratings yet
- Mechanical Drawing (MDP 115) : Firstyear, Mechanical Engineering Dept., Faculty of Engineering, Fayoum UniversityDocument31 pagesMechanical Drawing (MDP 115) : Firstyear, Mechanical Engineering Dept., Faculty of Engineering, Fayoum UniversityKetul ShahNo ratings yet
- Lecture Set 10 s03 P2Document67 pagesLecture Set 10 s03 P2S RAVINo ratings yet
- 1-Tolerances and FitsDocument45 pages1-Tolerances and FitsTt OwnsqqNo ratings yet
- ENSC 424 - Multimedia Communications Engineering: Topic 6: Arithmetic Coding 1Document23 pagesENSC 424 - Multimedia Communications Engineering: Topic 6: Arithmetic Coding 1Fotaf FolaNo ratings yet
- Encapsulated Axial Lead Dry Reed RelaysDocument3 pagesEncapsulated Axial Lead Dry Reed RelaysNestor Dino DominiciNo ratings yet
- OutputDocument16 pagesOutputbelalliNo ratings yet
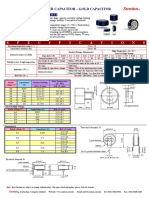
- Suntan: S P E C I F I C A T I O N SDocument1 pageSuntan: S P E C I F I C A T I O N SNelson antonioNo ratings yet
- Om4 Spreadsheet TemplatesDocument103 pagesOm4 Spreadsheet TemplatesAmR ZakiNo ratings yet
- Cmos TestingDocument82 pagesCmos TestingbinduscribdNo ratings yet
- Ch07 TestingDocument30 pagesCh07 TestingjulioNo ratings yet
- 5.1 Hardware and Software ConfigurationDocument1 page5.1 Hardware and Software ConfigurationJohnNo ratings yet
- Yield Models RevDocument11 pagesYield Models RevRCharan VithyaNo ratings yet
- Ee 587 Soc Design & Test: Partha Pande School of Eecs Washington State University Pande@Eecs - Wsu.EduDocument30 pagesEe 587 Soc Design & Test: Partha Pande School of Eecs Washington State University Pande@Eecs - Wsu.EdusanthiyadevNo ratings yet
- Vlsi Testing: Design For Testability Fault Detection TechniquesDocument32 pagesVlsi Testing: Design For Testability Fault Detection TechniquesnagarajuNo ratings yet
- 6.034 QUIZ 2: Fall 2002Document15 pages6.034 QUIZ 2: Fall 2002gomathyNo ratings yet
- OutputDocument4 pagesOutputDestiNo ratings yet
- Hidden Surface Determination: Unveiling the Secrets of Computer VisionFrom EverandHidden Surface Determination: Unveiling the Secrets of Computer VisionNo ratings yet
- Relational Database Index Design and the Optimizers: DB2, Oracle, SQL Server, et al.From EverandRelational Database Index Design and the Optimizers: DB2, Oracle, SQL Server, et al.Rating: 5 out of 5 stars5/5 (1)
- EEEB273 1213S2 Test2 QnADocument10 pagesEEEB273 1213S2 Test2 QnAYue KaiNo ratings yet
- Fa Dreamlab Design PortfolioDocument38 pagesFa Dreamlab Design PortfolioYue KaiNo ratings yet
- EEEB273 Test 1 Sem1 1415Document9 pagesEEEB273 Test 1 Sem1 1415Yue KaiNo ratings yet
- SAUTER TVO 500N300: Instruction Manual Motorized Vertical Test StandDocument5 pagesSAUTER TVO 500N300: Instruction Manual Motorized Vertical Test StandYue KaiNo ratings yet
- Chapter 13 Part 2 CMOS Opamp - Sem1 1617Document4 pagesChapter 13 Part 2 CMOS Opamp - Sem1 1617Yue KaiNo ratings yet
- Chapter 13 Part 1 741 Opamp - Sem1 1617Document14 pagesChapter 13 Part 1 741 Opamp - Sem1 1617Yue KaiNo ratings yet
- Yield Modeling and Analysis Prof. Robert C. Leachman IEOR 130, Methods of Manufacturing Improvement Spring, 2017Document35 pagesYield Modeling and Analysis Prof. Robert C. Leachman IEOR 130, Methods of Manufacturing Improvement Spring, 2017Yue KaiNo ratings yet
- Lecture 2Document18 pagesLecture 2Yue KaiNo ratings yet
- Electronic Materials and Components-Die Bonding MaterialsDocument23 pagesElectronic Materials and Components-Die Bonding MaterialsYue KaiNo ratings yet
- Improve Manufacturing Quality, Yield, and Profi Tability: Advanced Manufacturing Process Analysis SoftwareDocument12 pagesImprove Manufacturing Quality, Yield, and Profi Tability: Advanced Manufacturing Process Analysis SoftwareYue KaiNo ratings yet
- Loosely Coupled MethodDocument18 pagesLoosely Coupled MethodMadhu Kiran Reddy MuliNo ratings yet
- IR Jammer 1 0Document24 pagesIR Jammer 1 01234567890awsNo ratings yet
- Synopsis Internet BankingDocument48 pagesSynopsis Internet BankingPrakhyat Gailani57% (7)
- Study of Arm Evaluation System-Lpc2148Document6 pagesStudy of Arm Evaluation System-Lpc2148Thenmozhi SelvarajNo ratings yet
- ISYS6197 Business Application Development: Soal Tugas MandiriDocument3 pagesISYS6197 Business Application Development: Soal Tugas MandiriTissyu BasahNo ratings yet
- 8086 Programs-Semester 4Document40 pages8086 Programs-Semester 4Shashank M ChanmalNo ratings yet
- Build Internet Infrastructure LO2Document19 pagesBuild Internet Infrastructure LO2mohammed ahmedNo ratings yet
- Treinamento PCS7 V9.0.0 - Apostila InglêsDocument674 pagesTreinamento PCS7 V9.0.0 - Apostila InglêsAlex SalesNo ratings yet
- Should I Place A Low Noise Amplifier Before or After A Filter - OneSDR - A Blog About Radio & Wireless TechnologyDocument5 pagesShould I Place A Low Noise Amplifier Before or After A Filter - OneSDR - A Blog About Radio & Wireless TechnologyhumboldtNo ratings yet
- PPL Unit 1 NotesDocument31 pagesPPL Unit 1 NotesIndhu RithikNo ratings yet
- Automation Software Testing Using MLDocument38 pagesAutomation Software Testing Using MLRIAZUL HASANNo ratings yet
- Erez ShusterDocument2 pagesErez ShusterSaksham RawatNo ratings yet
- Installation StepsDocument5 pagesInstallation StepsRavi JaviyaNo ratings yet
- Random Access MemoryDocument31 pagesRandom Access MemoryJeff Jose100% (1)
- DEA 2342 Basic of Electronic Engineering: Lab Sheet 4Document6 pagesDEA 2342 Basic of Electronic Engineering: Lab Sheet 4Afieza TumijanNo ratings yet
- Benefits of Professional Forensics MethodologyDocument57 pagesBenefits of Professional Forensics Methodologysharath_rakkiNo ratings yet
- iQ-F FX5-ENETIP To A800 wA8NETH-2PDocument24 pagesiQ-F FX5-ENETIP To A800 wA8NETH-2PJosé Guillermo Martínez ManríquezNo ratings yet
- "Contact Directory": A.Y. Dadabhai Technical InstituteDocument34 pages"Contact Directory": A.Y. Dadabhai Technical Institutebrijesh patelNo ratings yet
- EMEA DC PVT Nov 2022 Techtorial ACI Best PracticesDocument126 pagesEMEA DC PVT Nov 2022 Techtorial ACI Best PracticesSergiuNo ratings yet
- Drexel University College of Computing and Informatics INFO 532 - Software Development Written Assignment 6Document2 pagesDrexel University College of Computing and Informatics INFO 532 - Software Development Written Assignment 6Shaam JhaNo ratings yet
- COMP 245: Cloud Computing: Virtualization TechnologyDocument28 pagesCOMP 245: Cloud Computing: Virtualization Technologymonera ALmousaNo ratings yet
- Norton Partition Magic 8.05Document10 pagesNorton Partition Magic 8.05nguyenvannamnuNo ratings yet
- Current Transformer pr0675Document5 pagesCurrent Transformer pr0675David AllanNo ratings yet
- Wireless World 1981 06Document134 pagesWireless World 1981 06Jan Pran0% (1)
- Meraki + Umbrella Better Together: GTM KickoffDocument22 pagesMeraki + Umbrella Better Together: GTM KickoffSon PhanNo ratings yet