Download as pdf or txt
You might also like
- 02 - Cabin Slim Ac Ug 2 D - 21 enDocument13 pages02 - Cabin Slim Ac Ug 2 D - 21 enkdc termice100% (1)
- O'Bannon Well Servicing Tools-1Document28 pagesO'Bannon Well Servicing Tools-1Praveen Choudhary100% (1)
- Surface Production Operations - Volume III - Facility Piping and Pipeline Systems - 1st EditionDocument10 pagesSurface Production Operations - Volume III - Facility Piping and Pipeline Systems - 1st Editionchicken curry0% (1)
- Sunoco Marcus Hook Ethylene Fire - AIChE-EPC Paper Rev1Document14 pagesSunoco Marcus Hook Ethylene Fire - AIChE-EPC Paper Rev1Arthur JensenNo ratings yet
- Work Sequence For Piping Planning & DesignDocument71 pagesWork Sequence For Piping Planning & DesignDemas Bayu100% (6)
- Failure Analysis of Refractory Anchors of A Power PDFDocument8 pagesFailure Analysis of Refractory Anchors of A Power PDFAnonymous 5odj1IcNo ratings yet
- Overheat Induced Failure of A Steel Tube in An Electric Arc Furnace (EAF) Cooling SystemDocument7 pagesOverheat Induced Failure of A Steel Tube in An Electric Arc Furnace (EAF) Cooling SystemArif Ockta100% (1)
- Cracking LPG SphereDocument11 pagesCracking LPG SphereMauricio CenturionNo ratings yet
- Perforated Mechanism of A Water Line Outlet Tee Pipe For An Oil Well Drilling Rig - 2015 - Case Studies in Engineering Failure AnalysisDocument11 pagesPerforated Mechanism of A Water Line Outlet Tee Pipe For An Oil Well Drilling Rig - 2015 - Case Studies in Engineering Failure AnalysisTecnoserv Ingenieros S.A:No ratings yet
- Analysis of A Failed Pipe Elbow in Geothermal Production Facility PDFDocument7 pagesAnalysis of A Failed Pipe Elbow in Geothermal Production Facility PDFAz ArNo ratings yet
- 1 s2.0 S0143974X24001111 MainDocument21 pages1 s2.0 S0143974X24001111 MainAashima sharmaNo ratings yet
- García-Martínez2020 Article FailureAnalysisOfASteelElbowPiDocument11 pagesGarcía-Martínez2020 Article FailureAnalysisOfASteelElbowPiGuilherme FerrariNo ratings yet
- Engineering Failure Analysis: Fei-Jun Chen, Cheng Yao, Zhen-Guo YangDocument13 pagesEngineering Failure Analysis: Fei-Jun Chen, Cheng Yao, Zhen-Guo Yang233701No ratings yet
- Case Studies in Engineering Failure AnalysisDocument7 pagesCase Studies in Engineering Failure AnalysisRif SenyoNo ratings yet
- Bolt Paper 2023Document12 pagesBolt Paper 2023madyeNo ratings yet
- Failure Analysis of A Machinable Brass Connector in A Boiler Unit InstallationDocument6 pagesFailure Analysis of A Machinable Brass Connector in A Boiler Unit InstallationAnnisa RakhmawatiNo ratings yet
- Fracture Failure Analysis of 4Cr13 Stainless Steel Linkages in Circuit BreakersDocument7 pagesFracture Failure Analysis of 4Cr13 Stainless Steel Linkages in Circuit BreakersnaderbahramiNo ratings yet
- Failure Analysis of Refractory Anchors of A PowerDocument8 pagesFailure Analysis of Refractory Anchors of A PowerVinh Do ThanhNo ratings yet
- Gas Pipeline Failures: by Failure Analysis Group WRD, CmrdiDocument44 pagesGas Pipeline Failures: by Failure Analysis Group WRD, Cmrdiروشان فاطمة روشانNo ratings yet
- Cracks and Precipitate Phase in 321 Steel Guankaishu110673-201012-3Document11 pagesCracks and Precipitate Phase in 321 Steel Guankaishu110673-201012-3Andrea CalderaNo ratings yet
- Investigation On Brittle Fracture Mechanism of A Grade E Cast Steel Knuckle - 2014 - Case Studies in Engineering Failure AnalysisDocument10 pagesInvestigation On Brittle Fracture Mechanism of A Grade E Cast Steel Knuckle - 2014 - Case Studies in Engineering Failure AnalysisTecnoserv Ingenieros S.A:No ratings yet
- Role of Welding Defects On The Failure of Sub-Sea Carbon Steel Gas PipelineDocument5 pagesRole of Welding Defects On The Failure of Sub-Sea Carbon Steel Gas Pipelinemaian sajaNo ratings yet
- Manuscript - Stress Corrosion Cracking of Stainless Steel Pipes For Methyl-Methacrylate Process PlantsDocument23 pagesManuscript - Stress Corrosion Cracking of Stainless Steel Pipes For Methyl-Methacrylate Process PlantsadammplouhNo ratings yet
- Fractographic Investigations of The Failure of L-1 Low PressureDocument7 pagesFractographic Investigations of The Failure of L-1 Low PressureRaphael LomonacoNo ratings yet
- Engineering Failure Analysis: J. Swaminathan, Raghuvir Singh, Manoj Kumar Gunjan, Bhupeshwar MahatoDocument11 pagesEngineering Failure Analysis: J. Swaminathan, Raghuvir Singh, Manoj Kumar Gunjan, Bhupeshwar Mahatoqueno1No ratings yet
- AMCO-SC-1007: Visuals of The Outer Surface of The Tube Samples Close-Up Image of The Inside Condition of The TubesDocument1 pageAMCO-SC-1007: Visuals of The Outer Surface of The Tube Samples Close-Up Image of The Inside Condition of The TubesOwais Manzoor MalikNo ratings yet
- Pitting CorrosionDocument40 pagesPitting CorrosionRamin ShojaNo ratings yet
- Metallurgical Investigation of Cracked Al 5 5Zn 2 5Mg 1 5cu Aluminium Alloy Valve - 2013 - Case Studies in Engineering Failure AnalysisDocument7 pagesMetallurgical Investigation of Cracked Al 5 5Zn 2 5Mg 1 5cu Aluminium Alloy Valve - 2013 - Case Studies in Engineering Failure AnalysisTecnoserv Ingenieros S.A:No ratings yet
- 987 1003 1 PBDocument11 pages987 1003 1 PBDaniel CorellaNo ratings yet
- 1 s2.0 S1350630716303624 MainDocument12 pages1 s2.0 S1350630716303624 MainRafaella SilvaNo ratings yet
- Structural and Spectroscopic Characterisations of The Surface Oxide Scales and Inclusions Present On Edge-Burst Hot-Rolled Steel CoilsDocument8 pagesStructural and Spectroscopic Characterisations of The Surface Oxide Scales and Inclusions Present On Edge-Burst Hot-Rolled Steel CoilsmusonlyNo ratings yet
- Chloride ErosionDocument31 pagesChloride ErosionCepi Sindang Kamulan100% (1)
- Gantry Crane WheelsDocument3 pagesGantry Crane WheelsflasnicugNo ratings yet
- AC4CDocument6 pagesAC4CTay Chu YenNo ratings yet
- Remaining Fatigue Life of Corroded SteelDocument10 pagesRemaining Fatigue Life of Corroded SteelRaees MazharNo ratings yet
- Cracking of Welded Joints of Cast and Deformed Titanium Alloy Vt5Document5 pagesCracking of Welded Joints of Cast and Deformed Titanium Alloy Vt5Sinhro018No ratings yet
- 4-API RP-571 - Chapter 4-5 Environmental DamagesDocument74 pages4-API RP-571 - Chapter 4-5 Environmental DamagesLily & Ameer لى لى و أمير100% (2)
- 1) - Failure Analysis of Stainless Steel Heat Exhanger Tube in A Petrochemical PlantDocument12 pages1) - Failure Analysis of Stainless Steel Heat Exhanger Tube in A Petrochemical PlantHerry Eci MuhammadNo ratings yet
- Arslan - Genel2023 - Failure Analysis of Automotive Helical SpringDocument14 pagesArslan - Genel2023 - Failure Analysis of Automotive Helical SpringAngélica NogueiraNo ratings yet
- 1 s2.0 S2213290216300165 MainDocument9 pages1 s2.0 S2213290216300165 MainCristi NicolaeNo ratings yet
- Bolted Conn. With Hot-Dip Galv. Steel Memb.Document14 pagesBolted Conn. With Hot-Dip Galv. Steel Memb.PaulNo ratings yet
- Failure Analysis of Aluminum Cable Steel OkDocument20 pagesFailure Analysis of Aluminum Cable Steel OkAlexandreinspetorNo ratings yet
- Failure Analysis of The Impellers of 2014 Case Studies in Engineering FailuDocument5 pagesFailure Analysis of The Impellers of 2014 Case Studies in Engineering FailuMeccbellNo ratings yet
- Failure Analysis of Gas Turbine BladesDocument2 pagesFailure Analysis of Gas Turbine BladesUmairNo ratings yet
- Failure Analysis of Helical Gear Shaft in Hot Rolling MillDocument7 pagesFailure Analysis of Helical Gear Shaft in Hot Rolling Millvasundhara singhNo ratings yet
- Premature Fatigue Failure of A Spring Due To Quench CracksDocument8 pagesPremature Fatigue Failure of A Spring Due To Quench CracksCamilo Rojas GómezNo ratings yet
- Welding Research: Stress Corrosion Characteristics of Maraging Steel Weldments in Air and PentaboraneDocument8 pagesWelding Research: Stress Corrosion Characteristics of Maraging Steel Weldments in Air and PentaboraneHagen_of_TronjeNo ratings yet
- Xk1434t09enc 001Document32 pagesXk1434t09enc 001Ramin ShojaNo ratings yet
- Failures - Lamellar Tearing Overview and Failures CasesDocument4 pagesFailures - Lamellar Tearing Overview and Failures Cases^passwordNo ratings yet
- Protecting Concrete Structures From Earthquakes Using Seismic IsolationDocument10 pagesProtecting Concrete Structures From Earthquakes Using Seismic IsolationciscoNo ratings yet
- Engineering Failure Analysis - DA1Document13 pagesEngineering Failure Analysis - DA1koushikNo ratings yet
- Case Studies in Construction Materials: T.L.M. Morgado, A. Sousa e BritoDocument8 pagesCase Studies in Construction Materials: T.L.M. Morgado, A. Sousa e BritoRinaldi BahauddinNo ratings yet
- Damage Analysis of Choke Bean Used in An Oil-Gas WDocument9 pagesDamage Analysis of Choke Bean Used in An Oil-Gas Wadesina bensonNo ratings yet
- Inspection and Maintenance of Steel Girders-12Document10 pagesInspection and Maintenance of Steel Girders-12vpmohammedNo ratings yet
- Tools and Techniques in Failure Analysis: Scanning Electron MicrosDocument10 pagesTools and Techniques in Failure Analysis: Scanning Electron MicrosBaljit SinghNo ratings yet
- CorrosionDocument15 pagesCorrosionnasirimohammadbagher84No ratings yet
- MR2006 Wed 64JCostaDocument68 pagesMR2006 Wed 64JCostaseagull70No ratings yet
- Copper-Bonded Vs Galvanized Ground RodsDocument10 pagesCopper-Bonded Vs Galvanized Ground Rodspoci11No ratings yet
- Failure Analysis of Stress Corrosion Cracking Occurred in A GasDocument8 pagesFailure Analysis of Stress Corrosion Cracking Occurred in A GasDian Try SaputriNo ratings yet
- Metallographic Investigation On The Cladding FailureDocument18 pagesMetallographic Investigation On The Cladding FailureAndres_Pastor1987No ratings yet
- Reliability of Corroded Steel Girder BridgesDocument11 pagesReliability of Corroded Steel Girder BridgesAnonymous GRuHWbxJr9No ratings yet
- Sigma Phase in 309 Anchor RefractoryDocument7 pagesSigma Phase in 309 Anchor RefractoryJustin EvansNo ratings yet
- Case Studies in Engineering Failure Analysis: D. Ziegler, M. Puccinelli, B. Bergallo, A. PicassoDocument8 pagesCase Studies in Engineering Failure Analysis: D. Ziegler, M. Puccinelli, B. Bergallo, A. PicassoSharwin NovNo ratings yet
- Ceramic Materials for Energy Applications V: A Collection of Papers Presented at the 39th International Conference on Advanced Ceramics and CompositesFrom EverandCeramic Materials for Energy Applications V: A Collection of Papers Presented at the 39th International Conference on Advanced Ceramics and CompositesJosef MatyášNo ratings yet
- Bunsen Burner Gas Design and InstallationDocument10 pagesBunsen Burner Gas Design and InstallationRaulSaavedra50% (2)
- Fosroc TPO Membranes: Application GuideDocument7 pagesFosroc TPO Membranes: Application GuideSHAIK ASIMUDDINNo ratings yet
- QCI 2010 BrochureDocument11 pagesQCI 2010 BrochureFabricio Vega EstrellaNo ratings yet
- 0752 ARMAFLEX in Mechanical Piping InsulationDocument15 pages0752 ARMAFLEX in Mechanical Piping InsulationAgung Pramu AjiNo ratings yet
- Pressure Relief SystemDocument33 pagesPressure Relief SystemRanchojiNo ratings yet
- Jet LubeDocument20 pagesJet LubeAkimBiNo ratings yet
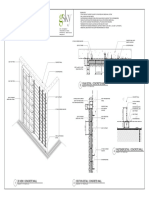
- Installation On Concrete WallDocument1 pageInstallation On Concrete WallAbbasi HussainNo ratings yet
- High Frequency Resistance WeldingDocument23 pagesHigh Frequency Resistance WeldingAnonymous cgcKzFtXNo ratings yet
- PCSE-100-ET-C-005:: Perú Camisea Second Expansion (Pcse)Document9 pagesPCSE-100-ET-C-005:: Perú Camisea Second Expansion (Pcse)Fernando MaltempoNo ratings yet
- Pipeline Stress Analysis With Caesar IIDocument16 pagesPipeline Stress Analysis With Caesar IINishit KhuntNo ratings yet
- Final Catalogue CompressedDocument12 pagesFinal Catalogue Compressedapi-302702920No ratings yet
- Emd-Mi926 Filtracion de AceitesDocument7 pagesEmd-Mi926 Filtracion de AceitesVictor Raul Tobosque MuñozNo ratings yet
- Ohr 400Document7 pagesOhr 400anirbanpwd76No ratings yet
- The Falcon, From Stolt Comex Seaway To GSP - Multi-LayDocument6 pagesThe Falcon, From Stolt Comex Seaway To GSP - Multi-LayDak KaizNo ratings yet
- NEKC 2020 Rulebook PDFDocument36 pagesNEKC 2020 Rulebook PDFAkshit GaurNo ratings yet
- Bram Cor EQUIPO DE PRE TRATAMIENTO Biopharma Water SystemsDocument16 pagesBram Cor EQUIPO DE PRE TRATAMIENTO Biopharma Water SystemsYeimer MesaNo ratings yet
- FR22-028 Kaysen - CiDocument7 pagesFR22-028 Kaysen - CiCLAUDIA GOMERONo ratings yet
- Mil STD 248dDocument157 pagesMil STD 248dTom Giles67% (3)
- Piping Class CS1 300 4Document3 pagesPiping Class CS1 300 4rakicbg100% (1)
- 12-SAMSS-007 Fabrication Structural Miscellaneous Steel 2006Document29 pages12-SAMSS-007 Fabrication Structural Miscellaneous Steel 2006ymasedaNo ratings yet
- Plug Screw Calc (APS100) 150208Document16 pagesPlug Screw Calc (APS100) 150208Subam ProjectsNo ratings yet
- Smart Gauge PlateDocument3 pagesSmart Gauge PlateJosip PobranNo ratings yet
- 10.over Head Tanks (F22,23,24)Document41 pages10.over Head Tanks (F22,23,24)M ShahidNo ratings yet
- Quantity - FinalDocument22 pagesQuantity - FinalAKSHAYNo ratings yet
- Pressure VesselDocument94 pagesPressure VesselMeylia Rodiawati100% (1)