Download as doc, pdf, or txt
You might also like
- Types of ReactorsDocument8 pagesTypes of ReactorsAli Ahmad94% (17)
- Astm A709Document9 pagesAstm A709Jose Rueda100% (3)
- Stirred Tank Reactors in SeriesDocument25 pagesStirred Tank Reactors in SeriesChristopher Emeka Ominyi100% (1)
- Background Study On Continuously Stirred Tank ReactorDocument4 pagesBackground Study On Continuously Stirred Tank ReactorSyazani HussainiNo ratings yet
- Ecological Footprint of BleachDocument14 pagesEcological Footprint of BleachKristen MeidtNo ratings yet
- New DacumentsDocument13 pagesNew DacumentsMustafa Khan100% (1)
- Unit 5Document16 pagesUnit 5Sakthivel PandianNo ratings yet
- Chemical ReactorDocument15 pagesChemical ReactorMithelesh KoulNo ratings yet
- ReactorsDocument7 pagesReactorsLyka BalmesNo ratings yet
- Catalytic Reactors: Periyanayaga Kristy.A, Ph.D. Research Scholar SRM University ChennaiDocument16 pagesCatalytic Reactors: Periyanayaga Kristy.A, Ph.D. Research Scholar SRM University Chennaisura samirNo ratings yet
- Submitted By: Nasirsaeed 2010-BT-CHEM-30 Amir Shahzad 2010-BT-CHEM-28 Muhammad Shahid Malik 2010-BT-CHEM-31Document20 pagesSubmitted By: Nasirsaeed 2010-BT-CHEM-30 Amir Shahzad 2010-BT-CHEM-28 Muhammad Shahid Malik 2010-BT-CHEM-31Atif MehfoozNo ratings yet
- Chemical ReactorDocument5 pagesChemical Reactornevelle4667No ratings yet
- PBRDocument3 pagesPBRTio PrasetyoNo ratings yet
- Types of Reactor2Document4 pagesTypes of Reactor2Aleem AhmedNo ratings yet
- Continuous Stirred Tank ReactorDocument11 pagesContinuous Stirred Tank ReactorFikrie Muhd50% (2)
- Chemical Reactor2Document5 pagesChemical Reactor2Sohail AsgharNo ratings yet
- R SDocument6 pagesR S0a1l2i3.h4a5s6s7a8n9No ratings yet
- Reactors1 29Document2 pagesReactors1 29Mourad kharbachNo ratings yet
- Reactor Design LessonDocument10 pagesReactor Design LessonKrystel Monica ManaloNo ratings yet
- Batch ReactorDocument9 pagesBatch ReactorKy ChangNo ratings yet
- Presentation1 CreDocument12 pagesPresentation1 CreJaldhi Patel100% (1)
- Lecture 4 Packed Bed ReactorDocument14 pagesLecture 4 Packed Bed ReactorRobinson ANo ratings yet
- Chapter One 1.1. BackgroundDocument16 pagesChapter One 1.1. Backgroundchisom100% (1)
- Introduction & FundamentalDocument4 pagesIntroduction & FundamentalsugieebakiNo ratings yet
- Coulson& Richardson - Cap.10 ReactorsDocument5 pagesCoulson& Richardson - Cap.10 ReactorsCleiton Coelho de ResendeNo ratings yet
- Fluidized Bed ReactorsDocument7 pagesFluidized Bed ReactorsVanNo ratings yet
- CSTR 40lDocument22 pagesCSTR 40lafnan_lion94No ratings yet
- 1.1 AbstractDocument25 pages1.1 AbstractZati TarhiziNo ratings yet
- Batch Reactor: Optical High Precision Components by Hellma in The European Columbus Space LaboratoryDocument16 pagesBatch Reactor: Optical High Precision Components by Hellma in The European Columbus Space Laboratoryangelie_gubatanNo ratings yet
- Design For A High Temperature Shift ConverterDocument43 pagesDesign For A High Temperature Shift ConverterAaron GyamfiNo ratings yet
- Reactors1 5Document5 pagesReactors1 5Mourad kharbachNo ratings yet
- Chemical Reactors: Batch Reactors Are Used For Most of The Reactions Carried Out in A Laboratory. The Reactants AreDocument4 pagesChemical Reactors: Batch Reactors Are Used For Most of The Reactions Carried Out in A Laboratory. The Reactants AreBranco RojasNo ratings yet
- Lecture Notes Catalysis EngineeringDocument221 pagesLecture Notes Catalysis Engineeringburbuja412100% (1)
- Reactor of Chemical Engineering: Presented by Nazarudin, PHDDocument69 pagesReactor of Chemical Engineering: Presented by Nazarudin, PHDAsmi RamadhaniNo ratings yet
- Models of Imperfectly Mixed ReactorsDocument7 pagesModels of Imperfectly Mixed ReactorsBlessy Gabayno100% (1)
- 3.0 Introduction and TheoryDocument3 pages3.0 Introduction and Theorynur effendy bin omarNo ratings yet
- BCT Loop Reactor Technology 2009-02-2Document7 pagesBCT Loop Reactor Technology 2009-02-2fsingNo ratings yet
- Experimental Methods in Catalytic KineticsDocument13 pagesExperimental Methods in Catalytic Kineticsmarcos carrilloNo ratings yet
- SCH 421 Reactor Design WEEK 1 & 2 Notes-1Document15 pagesSCH 421 Reactor Design WEEK 1 & 2 Notes-1vivaline AchiengNo ratings yet
- Chemical Reaction Engineering Lab: Department of Chemical Engineering University of Engineering & Technology, LahoreDocument9 pagesChemical Reaction Engineering Lab: Department of Chemical Engineering University of Engineering & Technology, LahoreTeeTeeXdNo ratings yet
- Chemical Reaction EngineeringDocument9 pagesChemical Reaction EngineeringNazareno BragaNo ratings yet
- Fluidized-Bed Reactors - Kuralay TilegenDocument16 pagesFluidized-Bed Reactors - Kuralay TilegenKuralay TilegenNo ratings yet
- Palding, Justine Grace M. Operations and Applications of General Types of Reactors 1. Batch ReactorDocument3 pagesPalding, Justine Grace M. Operations and Applications of General Types of Reactors 1. Batch ReactorAngelica Joyce BenitoNo ratings yet
- Abstract, Intro-Cstr in SeriesDocument2 pagesAbstract, Intro-Cstr in SerieshishamNo ratings yet
- Reaction Mini ProjekDocument5 pagesReaction Mini ProjekMeck LotfiNo ratings yet
- Chaudhari1980 PDFDocument25 pagesChaudhari1980 PDFKeerthi VasanNo ratings yet
- Stirred Tank ReactorDocument32 pagesStirred Tank ReactorChristopher Emeka Ominyi100% (1)
- Cinética Química UDocument16 pagesCinética Química UJesus Manuel Yallerco VenegasNo ratings yet
- ReactorsDocument38 pagesReactorsFransiska Adelia Froggers100% (1)
- Fluidized Bed ReactorsDocument5 pagesFluidized Bed ReactorsNaik LarkaNo ratings yet
- Reactors1 9Document4 pagesReactors1 9Mourad kharbachNo ratings yet
- BNBBHBHBHJBJHDocument25 pagesBNBBHBHBHJBJHZati TarhiziNo ratings yet
- Reactor Types and Their Industrial ApplicationsDocument33 pagesReactor Types and Their Industrial Applicationstacos1705100% (6)
- Reactor DesignDocument10 pagesReactor DesignKrystel Monica ManaloNo ratings yet
- 6aerobic Fludised Bed BioreactorDocument5 pages6aerobic Fludised Bed Bioreactorsneha raphelNo ratings yet
- CSTR MurphyDocument24 pagesCSTR MurphyMurphy MofeNo ratings yet
- Reactors: CHML 404-01 Date: 03/11/2019 Unit Operation: 1 Instructor: Dr. MartinezDocument23 pagesReactors: CHML 404-01 Date: 03/11/2019 Unit Operation: 1 Instructor: Dr. MartinezKevin ThomasNo ratings yet
- Differential Reactor. We Have A Differential Flow Reactor When We Choose ToDocument8 pagesDifferential Reactor. We Have A Differential Flow Reactor When We Choose ToIloan ManaluNo ratings yet
- Moving Bed ReactorsDocument5 pagesMoving Bed ReactorsVanNo ratings yet
- Multiphase Catalytic Reactors: Theory, Design, Manufacturing, and ApplicationsFrom EverandMultiphase Catalytic Reactors: Theory, Design, Manufacturing, and ApplicationsNo ratings yet
- Colloids and Surfactants Assignment Title: Micellization: 2 Mphil (Phi Chem.)Document33 pagesColloids and Surfactants Assignment Title: Micellization: 2 Mphil (Phi Chem.)muhammad umairNo ratings yet
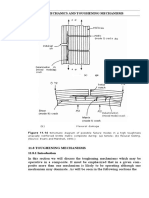
- Fracture Mechanics and Toughening MechanismsDocument1 pageFracture Mechanics and Toughening Mechanismsmuhammad umairNo ratings yet
- Acd4 C084Document1 pageAcd4 C084muhammad umairNo ratings yet
- Chapter 2 Chain Conformation in Polymers: 2.1 Flexibility MechanismDocument4 pagesChapter 2 Chain Conformation in Polymers: 2.1 Flexibility Mechanismmuhammad umairNo ratings yet
- Plasticizers 1.1. Historical OverviewDocument6 pagesPlasticizers 1.1. Historical Overviewmuhammad umairNo ratings yet
- Thermal and Mechanical Properties of These Composites.: Expected OutcomesDocument1 pageThermal and Mechanical Properties of These Composites.: Expected Outcomesmuhammad umairNo ratings yet
- Application For Sick LeaveDocument1 pageApplication For Sick Leavemuhammad umairNo ratings yet
- Servo - Cookbook - MbedDocument6 pagesServo - Cookbook - MbedCảnh ManuNo ratings yet
- OM Manual 3P579594-2-1Document1 pageOM Manual 3P579594-2-1Raj ThakurNo ratings yet
- Nanotechnology For Sustainable Development-Mamadou S. Diallo, Neil A. Fromer, Myung S. Jhon - Springer (2014)Document395 pagesNanotechnology For Sustainable Development-Mamadou S. Diallo, Neil A. Fromer, Myung S. Jhon - Springer (2014)Matheus CiveiraNo ratings yet
- APC Utilized at IGCC Plant (ABB)Document16 pagesAPC Utilized at IGCC Plant (ABB)Yang Gul LeeNo ratings yet
- Density Measurement For Ceramics A New SolutionDocument7 pagesDensity Measurement For Ceramics A New Solutionfullagar1No ratings yet
- OISD-118: Layouts For Oil and Gas InstallationsDocument21 pagesOISD-118: Layouts For Oil and Gas InstallationsLakshman TumpatiNo ratings yet
- Product Instructions D2160Document20 pagesProduct Instructions D2160RobertIsaiRuizAcostaNo ratings yet
- Illustrated Code Catastrophes - Sections 410.30 (B), 500.5 (A) & 514Document2 pagesIllustrated Code Catastrophes - Sections 410.30 (B), 500.5 (A) & 514rajuanthatiNo ratings yet
- Fillet Weld Strength Calculation Example For Welded Connection Subjected To BendingDocument6 pagesFillet Weld Strength Calculation Example For Welded Connection Subjected To Bendingchetanmale0% (1)
- ST - 1nz-Fxe Engine StartingDocument84 pagesST - 1nz-Fxe Engine StartingOana MoloceaNo ratings yet
- KOSORI Test Facilities-LeafletDocument26 pagesKOSORI Test Facilities-LeafletRichard HollidayNo ratings yet
- 71349-1003 Molex Conn 2x5 (100mil Pitch) PCB HeadersDocument2 pages71349-1003 Molex Conn 2x5 (100mil Pitch) PCB HeadersmofiwNo ratings yet
- HW 1 Solutions 2012 PDFDocument10 pagesHW 1 Solutions 2012 PDFSaabir GariireNo ratings yet
- Environmental Test Chamber QuestionnaireDocument4 pagesEnvironmental Test Chamber QuestionnaireTong YeNo ratings yet
- Fast SystemDocument32 pagesFast Systemadibhai06No ratings yet
- 226N Data Sheet - FBE CoatingDocument2 pages226N Data Sheet - FBE Coatingbello imamNo ratings yet
- Tronex One ItemDocument27 pagesTronex One ItemkasvikrajNo ratings yet
- Corrosion Tests and StandardsDocument200 pagesCorrosion Tests and Standards이선엽100% (1)
- Tuboscope Drill PipeDocument6 pagesTuboscope Drill PipeOscar CarrascoNo ratings yet
- Live at West Floor Plans Mike StewartDocument20 pagesLive at West Floor Plans Mike StewartMike StewartNo ratings yet
- Nalfleet 2000 25 LTRDocument2 pagesNalfleet 2000 25 LTRElias Dalens CastroNo ratings yet
- SureFire-PDI Pumps 8-10Document7 pagesSureFire-PDI Pumps 8-10Joel Muñoz BernalNo ratings yet
- MEDocument2 pagesMEliezl binNo ratings yet
- C 1315 Â " 00 QZEZMTUTMDADocument4 pagesC 1315 Â " 00 QZEZMTUTMDAJorge CarrascoNo ratings yet
- Carbon Steel Pipes - Comparing AmericanDocument2 pagesCarbon Steel Pipes - Comparing AmericanKazi Anwarul Azim SohelNo ratings yet
- Differential Scanning Calorimetry Theoretical Background: Galina KubyshkinaDocument34 pagesDifferential Scanning Calorimetry Theoretical Background: Galina KubyshkinaRizky Azizul AfniNo ratings yet
- Products Overview TermoenergetikaDocument5 pagesProducts Overview Termoenergetikavirtualpop3No ratings yet
- TNSK - CAT - E3233 - High Dust-Resistant Ball Screws V1 SeriesDocument4 pagesTNSK - CAT - E3233 - High Dust-Resistant Ball Screws V1 SeriesSal TargarienNo ratings yet