Download as pdf or txt
You might also like
- Reed Prentice ManualDocument25 pagesReed Prentice ManualMikelyn Anderson100% (2)
- Asme Ii A Sa-276Document10 pagesAsme Ii A Sa-276Ruth Montoya100% (1)
- Laminated CompressDocument42 pagesLaminated CompressMACHINE-30 ISTENNo ratings yet
- Steel Castings, Welding, Qualifications of Procedures and PersonnelDocument19 pagesSteel Castings, Welding, Qualifications of Procedures and PersonnelDavidNo ratings yet
- Pneumatic Sheet Metal Cutting MachineDocument24 pagesPneumatic Sheet Metal Cutting MachineMyneni Sriram70% (10)
- Chapter 3 Miscellaneous Items: Quality Control Manual On Concrete and Steel Bridge StructuresDocument33 pagesChapter 3 Miscellaneous Items: Quality Control Manual On Concrete and Steel Bridge StructuresMae Ann GonzalesNo ratings yet
- Elastomeric Materials m17Document5 pagesElastomeric Materials m17Mad WonderNo ratings yet
- GRI-GM30 Specification Coated Tape Polymeric BarriersDocument28 pagesGRI-GM30 Specification Coated Tape Polymeric BarriersГригорий ЛевашовNo ratings yet
- Storage Tank Design CalculationDocument32 pagesStorage Tank Design CalculationE Santosh Kumar100% (1)
- API Engine Oil Classifications Infineum 2017Document12 pagesAPI Engine Oil Classifications Infineum 2017iosalcido100% (1)
- Assignment 3Document34 pagesAssignment 3YAHAMPATH ARACHCHIGE PASAN MADURA YahampathNo ratings yet
- HD Smooth Geomembrane MetricDocument1 pageHD Smooth Geomembrane MetricAndreas Erdian WijayaNo ratings yet
- Reinforcing SteelDocument39 pagesReinforcing SteelGage Floyd Bitayo100% (1)
- Polygomma EPDM Roofing Membrane CatalogueDocument4 pagesPolygomma EPDM Roofing Membrane Cataloguepolygomma Industries Pvt. LtdNo ratings yet
- Strip Seal Expansion JointDocument13 pagesStrip Seal Expansion JointsmithNo ratings yet
- Design Computations: Exhaust Tailpipe Extension Material Selection and Material Endurance StrengthDocument9 pagesDesign Computations: Exhaust Tailpipe Extension Material Selection and Material Endurance StrengthMarc Joshua MACATANGAYNo ratings yet
- PolyMax PLA TDS V4Document2 pagesPolyMax PLA TDS V4fNo ratings yet
- Polymax PC Tds v4Document2 pagesPolymax PC Tds v4Hector GarciaNo ratings yet
- Tension Properties For Materials Used in ShipbuildingDocument10 pagesTension Properties For Materials Used in ShipbuildingKarla JuárezNo ratings yet
- Calculation Sheet SubmittingDocument2 pagesCalculation Sheet SubmittingPloy Phoott NitthaNo ratings yet
- DIMO 30M - Prehardened CrMnMo-alloyed Steel in Mold Quality For The Construction of Plastic MoldsDocument4 pagesDIMO 30M - Prehardened CrMnMo-alloyed Steel in Mold Quality For The Construction of Plastic MoldsFernando LaraNo ratings yet
- HDPE All ThicnkenssDocument2 pagesHDPE All ThicnkenssmikeNo ratings yet
- Attn.: Mr. Jamal Diab Managing Director: M/s. Survey & Test Consult International KuwaitDocument3 pagesAttn.: Mr. Jamal Diab Managing Director: M/s. Survey & Test Consult International Kuwaitraja qammarNo ratings yet
- Progen: Pipe Thickness Calculation As Per IBR 350 Eqn.Document4 pagesProgen: Pipe Thickness Calculation As Per IBR 350 Eqn.P s JagatheesanNo ratings yet
- IRS Specification For Composite GRSP (6.2mm Thick) With Amendment 2 of 2017Document27 pagesIRS Specification For Composite GRSP (6.2mm Thick) With Amendment 2 of 2017RAJKUMARINo ratings yet
- Method Statement FX-E400 TDS 170714Document4 pagesMethod Statement FX-E400 TDS 170714Ranmal AbhaNo ratings yet
- 3 A6 Concrete MixDocument33 pages3 A6 Concrete MixBabu SundararamanNo ratings yet
- CC - GCCM Data SheetDocument2 pagesCC - GCCM Data SheetLarizza TesicoNo ratings yet
- PolyCast TDS V3Document2 pagesPolyCast TDS V3jerome.luganNo ratings yet
- Pipeline Wall Thickness Calculation DNV OS 101Document5 pagesPipeline Wall Thickness Calculation DNV OS 101abdul holil100% (1)
- MIRAFI G100N Drainage CompositeDocument1 pageMIRAFI G100N Drainage CompositeHardeo Dennis ChattergoonNo ratings yet
- Fire Piping Astm A135Document2 pagesFire Piping Astm A135sinahimsNo ratings yet
- AASHTODocument1 pageAASHTOZax SantanaNo ratings yet
- Note de Calcul Ancrage Rev3Document3 pagesNote de Calcul Ancrage Rev3Bilel MahjoubNo ratings yet
- Construction & Quality Control of Flexible Pavement: Dr. N.K.S. Pundhir Senior Principal Scientist E-MailDocument84 pagesConstruction & Quality Control of Flexible Pavement: Dr. N.K.S. Pundhir Senior Principal Scientist E-MailMohd Ali100% (1)
- Bergquist Gap Pad Comparison TableDocument1 pageBergquist Gap Pad Comparison TableMaike SongNo ratings yet
- Technical Data Sheet Polyfoam Normal: Extruded Polystyrene Insulation (Non Fire R Etardant)Document1 pageTechnical Data Sheet Polyfoam Normal: Extruded Polystyrene Insulation (Non Fire R Etardant)Raha Trading and ContactingNo ratings yet
- Kapton HN Data SheetDocument5 pagesKapton HN Data Sheet谢朋亨No ratings yet
- Datasheet: Delastic Preformed Compression SealsDocument2 pagesDatasheet: Delastic Preformed Compression SealsSaroj BhattaraiNo ratings yet
- AAC LeichtBric 2020Document10 pagesAAC LeichtBric 2020Jared Josef GomezNo ratings yet
- PV 1390 Cal R1Document44 pagesPV 1390 Cal R1namasralNo ratings yet
- PORON 4701-50 Firm - Supported MaterialsDocument2 pagesPORON 4701-50 Firm - Supported MaterialsLayeeq AhmedNo ratings yet
- MIRATAKDocument1 pageMIRATAKmiroslava mondragonNo ratings yet
- Corys Geosynthetics Data Sheet HDPE Smooth Geomembrane: Metric UnitsDocument1 pageCorys Geosynthetics Data Sheet HDPE Smooth Geomembrane: Metric UnitsVenkadesh PeriathambiNo ratings yet
- Storage Tank Design Calculation - Api 650: Close Cone-RoofDocument14 pagesStorage Tank Design Calculation - Api 650: Close Cone-RoofSalah JallaliNo ratings yet
- DIMO 2311 - Prehardened CrMnMo-alloyed Steel in Mold Quality For The Construction of Plastic MoldsDocument5 pagesDIMO 2311 - Prehardened CrMnMo-alloyed Steel in Mold Quality For The Construction of Plastic MoldsFernando LaraNo ratings yet
- Preliminary Design Report: Arcelormittal Composite Bridge Predesign Preliminary Design Software For Composite BridgesDocument4 pagesPreliminary Design Report: Arcelormittal Composite Bridge Predesign Preliminary Design Software For Composite BridgesIoana Codrea OrtelecanNo ratings yet
- Bagian C - Spesifikasi Pengadaan Pipa Dan AcessoriesDocument15 pagesBagian C - Spesifikasi Pengadaan Pipa Dan AcessoriesSoleh SulaemanNo ratings yet
- TDS ASIA MACMAT R Polymeric - Rev14 20161129Document1 pageTDS ASIA MACMAT R Polymeric - Rev14 20161129Andrew Zapanta Jr.No ratings yet
- Tech Data - PF Alidrain AD230 - 250Document1 pageTech Data - PF Alidrain AD230 - 250BinSayeed100% (1)
- General PropertiesDocument2 pagesGeneral PropertiesIsrael ExporterNo ratings yet
- Rubber Elements PropertiesDocument1 pageRubber Elements PropertiesMa ProvoloneNo ratings yet
- Nyco Grease GN 22 Air4222Document1 pageNyco Grease GN 22 Air4222muhammad_andinovaNo ratings yet
- Resumen SuperpaveDocument60 pagesResumen SuperpaveFranklinNo ratings yet
- 310 Data SheetDocument10 pages310 Data SheetAbdullrahman AlzahraniNo ratings yet
- Astm D4462-90Document2 pagesAstm D4462-90Priyadarshini KrishnaswamyNo ratings yet
- Caracteristicas API 2HGr50 PDFDocument3 pagesCaracteristicas API 2HGr50 PDFFernandoBarreraDominguezNo ratings yet
- Cold Rolled CoilDocument23 pagesCold Rolled Coilmametcool100% (1)
- Example 4: Diesel Hammer Input: GRLWEAP Standard ExamplesDocument3 pagesExample 4: Diesel Hammer Input: GRLWEAP Standard ExamplesbozarromegustaNo ratings yet
- Thermalbond v2200 Foam Tape Tds 1067 PDFDocument2 pagesThermalbond v2200 Foam Tape Tds 1067 PDFDario DiazNo ratings yet
- Mechanical Behavior of Organic Matrix Composites: Effect of Thermo-oxidative AgeingFrom EverandMechanical Behavior of Organic Matrix Composites: Effect of Thermo-oxidative AgeingNo ratings yet
- Send Us An Email: Elastomeric Bridge Bearing DesignDocument2 pagesSend Us An Email: Elastomeric Bridge Bearing DesignVerenice CentenoNo ratings yet
- Deluxe Integrated: FeaturingDocument1 pageDeluxe Integrated: FeaturingVerenice CentenoNo ratings yet
- Cost Effective For Soil Nail Wall Designs - Fast Installation and Immediate Loading - Predictable Capacity - Limited Access Areas - Pre-Engineered SystemDocument4 pagesCost Effective For Soil Nail Wall Designs - Fast Installation and Immediate Loading - Predictable Capacity - Limited Access Areas - Pre-Engineered SystemVerenice CentenoNo ratings yet
- A Case History: Project: Contractor: Structural EngineeringDocument2 pagesA Case History: Project: Contractor: Structural EngineeringVerenice CentenoNo ratings yet
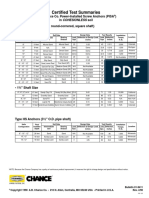
- Certified Test SummariesDocument1 pageCertified Test SummariesVerenice CentenoNo ratings yet
- Jack PostsDocument21 pagesJack PoststyannottiNo ratings yet
- ASTM A 437 A 437 M - Alloy-Steel PDFDocument3 pagesASTM A 437 A 437 M - Alloy-Steel PDFLugard WoduNo ratings yet
- 44 - Adam C Hawkins - The Cheese Thugs - v3Document1 page44 - Adam C Hawkins - The Cheese Thugs - v3Олег КацыNo ratings yet
- Electrochemical Deburring Principle and EquipmentsDocument30 pagesElectrochemical Deburring Principle and EquipmentsBARANINo ratings yet
- A516 MaterialDocument3 pagesA516 MaterialductaiutcNo ratings yet
- Programme AFC 13 The 13th Asian Foundry Congress Hanoi PDFDocument9 pagesProgramme AFC 13 The 13th Asian Foundry Congress Hanoi PDFPhung Tuan AnhNo ratings yet
- PATTA Blind Rivets Cat2018Document44 pagesPATTA Blind Rivets Cat2018Environ SupportNo ratings yet
- Sand Bucket SpecsDocument2 pagesSand Bucket SpecsAntonio Pedro Varela TavaresNo ratings yet
- Butt Weld Cap Dimension - Penn MachineDocument1 pageButt Weld Cap Dimension - Penn MachineEHT pipeNo ratings yet
- How To Select ElectrodeDocument2 pagesHow To Select Electrodesbmmla100% (1)
- Innotool Cat 2015Document336 pagesInnotool Cat 2015Info 5S Supply LtdNo ratings yet
- Module 06 - Materials & HardwareDocument1,090 pagesModule 06 - Materials & HardwaresreeramNo ratings yet
- Keeping Your Food Processing Plant Sanitary and SafeDocument34 pagesKeeping Your Food Processing Plant Sanitary and SafeThẩm NguyễnNo ratings yet
- Wet Film Thickness Gages: Comb Type GageDocument1 pageWet Film Thickness Gages: Comb Type GageNelson BarriosNo ratings yet
- ScienceQuestion - 3 7thDocument8 pagesScienceQuestion - 3 7thAmrita SenNo ratings yet
- Chain Block - Tiger LiftingDocument7 pagesChain Block - Tiger LiftingYADAGIRI REDDYNo ratings yet
- Steel Fence Posts and Assemblies, Hot-Wrought: Standard Specification ForDocument3 pagesSteel Fence Posts and Assemblies, Hot-Wrought: Standard Specification ForFRANZ RICHARD SARDINAS MALLCONo ratings yet
- Chromium Metal: Standard Specification ForDocument2 pagesChromium Metal: Standard Specification ForJerry Bean100% (1)
- Suncor Catalog PDFDocument166 pagesSuncor Catalog PDFLC ChongNo ratings yet
- Manual de Fundicion - StandardsDocument1 pageManual de Fundicion - StandardsFederico MoranNo ratings yet
- Dr. Vika Rizkia, S.T., M.T Mechanical Engineering State Polytechnic of JakartaDocument31 pagesDr. Vika Rizkia, S.T., M.T Mechanical Engineering State Polytechnic of JakartaCANDRA ANDREAN Mahasiswa PNJNo ratings yet
- List of New Projects Received During The Year 2018-19 (II)Document23 pagesList of New Projects Received During The Year 2018-19 (II)SurajPandeyNo ratings yet
- Iso 209-1:1989Document9 pagesIso 209-1:1989davezakNo ratings yet
- Grade 12: Shielded Metal Arc WeldingDocument10 pagesGrade 12: Shielded Metal Arc WeldingDarry BlanciaNo ratings yet
- Emissivity Manuscript Revision (Final)Document28 pagesEmissivity Manuscript Revision (Final)Praful PatilNo ratings yet
- Juntas Antisismicas U - AyvazDocument4 pagesJuntas Antisismicas U - AyvazAnonymous ZBdivmRoNo ratings yet