Download as pdf or txt
You might also like
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5820)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1093)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (845)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (590)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (898)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (540)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (349)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (822)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (122)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (401)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- Assignment 2Document2 pagesAssignment 2just0% (2)
- Module 6 - VSMDocument90 pagesModule 6 - VSMAjit BhosaleNo ratings yet
- Moc - As Series: Quality Assurnace (Ins)Document8 pagesMoc - As Series: Quality Assurnace (Ins)Ajit BhosaleNo ratings yet
- ERP - SAP Awareness - 01Document41 pagesERP - SAP Awareness - 01Ajit BhosaleNo ratings yet
- Technical Writeup For Magnet DischargingDocument1 pageTechnical Writeup For Magnet DischargingAjit BhosaleNo ratings yet
- Module 3 - 5SDocument55 pagesModule 3 - 5SAjit BhosaleNo ratings yet
- ERP - SAP Awareness - 02Document84 pagesERP - SAP Awareness - 02Ajit Bhosale100% (1)
- Module 1 - WasteDocument25 pagesModule 1 - WasteAjit BhosaleNo ratings yet
- Module 5 - OEEDocument30 pagesModule 5 - OEEAjit BhosaleNo ratings yet
- Work Permit System: Why It Is Necessary ?Document9 pagesWork Permit System: Why It Is Necessary ?Ajit BhosaleNo ratings yet
- Types of Fire ExtinguishersDocument8 pagesTypes of Fire ExtinguishersAjit BhosaleNo ratings yet
- PPE AwarenessDocument23 pagesPPE AwarenessAjit BhosaleNo ratings yet
- Surface Preparation StandardsDocument15 pagesSurface Preparation StandardsAjit BhosaleNo ratings yet
- Central Motor Vehicle Rules Amnd. Feb. 2018 (Notification) PDFDocument2 pagesCentral Motor Vehicle Rules Amnd. Feb. 2018 (Notification) PDFAjit BhosaleNo ratings yet
- Mercedes GLA BrochureDocument46 pagesMercedes GLA BrochureAjit BhosaleNo ratings yet
- A36 A36mDocument6 pagesA36 A36mAjit Bhosale0% (1)
- Inspection of Lifting TacklesDocument60 pagesInspection of Lifting TacklesAjit Bhosale100% (1)
- Theoretical Spreading RateDocument2 pagesTheoretical Spreading RateAjit BhosaleNo ratings yet
- E Class BrochureDocument54 pagesE Class BrochureAjit BhosaleNo ratings yet
- Maybach S ClassDocument41 pagesMaybach S ClassAjit BhosaleNo ratings yet
- A Class BrochureDocument35 pagesA Class BrochureAjit BhosaleNo ratings yet
- SLK Class BrochureDocument88 pagesSLK Class BrochureAjit BhosaleNo ratings yet
- CLA BrochureDocument52 pagesCLA BrochureAjit BhosaleNo ratings yet
- Discover The Star 1800-102-9222 Testdrive Watch TVCDocument44 pagesDiscover The Star 1800-102-9222 Testdrive Watch TVCAjit BhosaleNo ratings yet
- E Class BrochureDocument54 pagesE Class BrochureAjit BhosaleNo ratings yet
- Biomolecules PDFDocument21 pagesBiomolecules PDFVedant SalgudeNo ratings yet
- 978 0 7503 5552 0.previewDocument22 pages978 0 7503 5552 0.previewAaiesha MohammedNo ratings yet
- Machining Residual Stresses: Stresstech Bulletin 8Document2 pagesMachining Residual Stresses: Stresstech Bulletin 8Danar YudhistiraNo ratings yet
- 화공기초실험교안Document55 pages화공기초실험교안kang00080837No ratings yet
- Carbon DisulfideDocument9 pagesCarbon DisulfideCarlos MadridNo ratings yet
- Delvocrete Stabiliser v6Document2 pagesDelvocrete Stabiliser v6Ashutosh RawatNo ratings yet
- Eccentric Intake BrochureDocument7 pagesEccentric Intake BrochureEvolution Oil ToolsNo ratings yet
- Chapter 6 Problems 1411 Answer KeyDocument8 pagesChapter 6 Problems 1411 Answer KeyCreating the BestNo ratings yet
- 6 - Gene Expression - No SpoilersDocument44 pages6 - Gene Expression - No SpoilersSamson Lee Yun ShenNo ratings yet
- Review of Date FruitsDocument11 pagesReview of Date FruitsAiysah ArisNo ratings yet
- AzollaDocument14 pagesAzollatunjungda100% (2)
- Protegra RO enDocument2 pagesProtegra RO enAnonymous PgiWw85t9No ratings yet
- Thermodynamics: Chapter 2 Topic 1Document9 pagesThermodynamics: Chapter 2 Topic 1April Galope OlaliaNo ratings yet
- Surface Wetting Pre Treatment MethodsDocument2 pagesSurface Wetting Pre Treatment MethodsNattaya PunrattanasinNo ratings yet
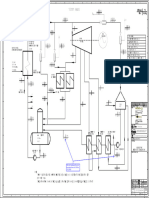
- HBD of 100% OP1 Bypass ConditionDocument1 pageHBD of 100% OP1 Bypass ConditionMohd Ridzuan AhmadNo ratings yet
- Physics MCQs For Class 12 CH 11 Dual Nature of Matter and RadiationDocument7 pagesPhysics MCQs For Class 12 CH 11 Dual Nature of Matter and RadiationAkshith ReddyNo ratings yet
- Reactive LectureDocument34 pagesReactive Lecturesanjay shetti100% (1)
- Membrane Potential MCQ-WPS OfficeDocument5 pagesMembrane Potential MCQ-WPS OfficeFavourNo ratings yet
- Level 5: Material Science: 0. General IntroductionDocument14 pagesLevel 5: Material Science: 0. General IntroductionArbi811No ratings yet
- Materials: Corrosion Susceptibility and Allergy Potential of Austenitic Stainless SteelsDocument24 pagesMaterials: Corrosion Susceptibility and Allergy Potential of Austenitic Stainless SteelssdfsfNo ratings yet
- Piping Codes & Standard and Cross ReferrenceDocument12 pagesPiping Codes & Standard and Cross ReferrencesmaluqNo ratings yet
- Liquid by A: Electrolysis AccompaniedDocument2 pagesLiquid by A: Electrolysis AccompaniedADITYA MISHRANo ratings yet
- B.SC 1st Year Organic1Document57 pagesB.SC 1st Year Organic1levana dhea lumi100% (1)
- Solid-Liquid Separation For Pretreatment of Drying OperationDocument20 pagesSolid-Liquid Separation For Pretreatment of Drying OperationNoel GatbontonNo ratings yet
- Periodic Table of ElementsDocument1 pagePeriodic Table of ElementsaaminahcNo ratings yet
- An Overall Stem Effect, Including Stem Leakage and Stem Scatter, For A TM30013 Farmer-Type ChamberDocument9 pagesAn Overall Stem Effect, Including Stem Leakage and Stem Scatter, For A TM30013 Farmer-Type ChambertttottoNo ratings yet
- The Gut: Osmotic, Ionic and Nitrogenous-Waste BalanceDocument6 pagesThe Gut: Osmotic, Ionic and Nitrogenous-Waste BalanceJoyo MargosaeNo ratings yet
- TDS - TDS - 23660 - Solvalitt Midtherm Alu - Eng - USDocument5 pagesTDS - TDS - 23660 - Solvalitt Midtherm Alu - Eng - USพสธร สอนทองNo ratings yet
- B 111-2018 Standard Specification For Copper and Copper-Alloy Seamless Condenser TubesDocument12 pagesB 111-2018 Standard Specification For Copper and Copper-Alloy Seamless Condenser TubesnileshNo ratings yet