Download as pdf or txt
You might also like
- Refinery Plant OperationsDocument295 pagesRefinery Plant Operationsluv_y_kush357575% (8)
- US5241749 Rod Baffle DesignDocument12 pagesUS5241749 Rod Baffle Designashish.itbhuNo ratings yet
- LP1 TKZ 10XXX M M1a Man 8405 CDocument27 pagesLP1 TKZ 10XXX M M1a Man 8405 CPhong DoNo ratings yet
- Appendix A 1Document40 pagesAppendix A 1asadNo ratings yet
- A Working Guide To Process Equipment ContentDocument13 pagesA Working Guide To Process Equipment ContentMichael Cabalfin100% (1)
- Heat Treatment FurnacesDocument22 pagesHeat Treatment FurnacesManas Gond100% (1)
- Sample1Document6 pagesSample1coNo ratings yet
- CC Relief DoorDocument7 pagesCC Relief DoorHim SatiNo ratings yet
- Ta Co Chceme - US7134255Document5 pagesTa Co Chceme - US7134255hana.hovorkovaNo ratings yet
- United States Patent (19) : Assistant Examiner-Richard E. Chilcot, JRDocument10 pagesUnited States Patent (19) : Assistant Examiner-Richard E. Chilcot, JRAnggy GómezNo ratings yet
- Anti-Resonance Pipe ClipDocument6 pagesAnti-Resonance Pipe ClipTUNCAY GUMUSNo ratings yet
- US5549333Document13 pagesUS5549333ZwanNo ratings yet
- Vernier Caliper PatentDocument9 pagesVernier Caliper Patentmeinard angelesNo ratings yet
- United States Patent: Price (45) Date of Patent: Apr. 22, 2008Document11 pagesUnited States Patent: Price (45) Date of Patent: Apr. 22, 2008Aslam KhanNo ratings yet
- USRE29603Document7 pagesUSRE29603PUVAN TSTNo ratings yet
- US6581308Document5 pagesUS6581308PUVAN TSTNo ratings yet
- US3921555Document6 pagesUS3921555Muhammad TalhaNo ratings yet
- United States Patent (19) : G Is IsDocument11 pagesUnited States Patent (19) : G Is Isdonlot anonymousNo ratings yet
- Hawkins US5011035Document5 pagesHawkins US5011035gobinath VPNo ratings yet
- Us 5607638Document7 pagesUs 5607638ramcivmngrNo ratings yet
- United States Patent (19) : (54) Coating Device For Coating OfaDocument10 pagesUnited States Patent (19) : (54) Coating Device For Coating OfaNiccolast Adnandito SaputraNo ratings yet
- United States PatentDocument7 pagesUnited States PatentBrilliant DavidsonNo ratings yet
- US6189197Document11 pagesUS6189197Simon VotteroNo ratings yet
- United States Patent (19) : Helderle Et AlDocument14 pagesUnited States Patent (19) : Helderle Et AlabodolkuhaaNo ratings yet
- Patente Del SuperadobeDocument7 pagesPatente Del Superadoberafalejo9No ratings yet
- T.R. A AletteDocument9 pagesT.R. A AletteMarco Raneo PezzanoNo ratings yet
- United States Patent (19) 11 Patent Number: 6,098,830: Jamieson (45) Date of Patent: Aug. 8, 2000Document10 pagesUnited States Patent (19) 11 Patent Number: 6,098,830: Jamieson (45) Date of Patent: Aug. 8, 2000Leonardo Lannes VieiraNo ratings yet
- US6619645-Fixturing System For Holding and Aligning Engine BlocksDocument24 pagesUS6619645-Fixturing System For Holding and Aligning Engine BlocksMahnooshNo ratings yet
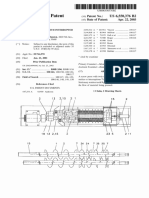
- United States Patent (10) Patent No.: US 6,286,467 B1: Ancheta (45) Date of Patent: Sep. 11, 2001Document13 pagesUnited States Patent (10) Patent No.: US 6,286,467 B1: Ancheta (45) Date of Patent: Sep. 11, 2001atulsohan6453No ratings yet
- H2 O2 Uuuu: GeneratorDocument11 pagesH2 O2 Uuuu: GeneratorDave WilsonNo ratings yet
- Us5584264 PDFDocument4 pagesUs5584264 PDFMiguel Kühnert FrichenbruderNo ratings yet
- United States PatentDocument7 pagesUnited States Patentwmgb249529No ratings yet
- US4753444Document5 pagesUS4753444Hadi KoraniNo ratings yet
- Arco CompuestoDocument13 pagesArco CompuestoDamian CampilloNo ratings yet
- United States Patent: Simpson Oct. 1, 2002Document39 pagesUnited States Patent: Simpson Oct. 1, 2002Hadi KoraniNo ratings yet
- Us6230368 PDFDocument9 pagesUs6230368 PDFSantoshNo ratings yet
- United States Patent (19) 11 4,023,782: Eifer (45) May 17, 1977Document16 pagesUnited States Patent (19) 11 4,023,782: Eifer (45) May 17, 1977liNo ratings yet
- United States Patent (19) : 4,560,013 12/1985 Beimgraben ............ So A So 175/325 XDocument19 pagesUnited States Patent (19) : 4,560,013 12/1985 Beimgraben ............ So A So 175/325 XJjp ParmarNo ratings yet
- United States Patent (10) Patent No.: US 8,209,912 B2Document14 pagesUnited States Patent (10) Patent No.: US 8,209,912 B2pmurphNo ratings yet
- United States Patent (19) : 73 Assignee: Monogram Industries, Inc., CulverDocument5 pagesUnited States Patent (19) : 73 Assignee: Monogram Industries, Inc., CulverFayçal MahieddineNo ratings yet
- Us 6653002Document22 pagesUs 6653002yogesh kumarNo ratings yet
- United States Patent: (10) Patent No.: (45) Date of PatentDocument10 pagesUnited States Patent: (10) Patent No.: (45) Date of PatentPriyankaNo ratings yet
- United States Patent (19) : Chupka Et Al. 11) Patent Number: 5,078,275 (45) Date of PatentDocument10 pagesUnited States Patent (19) : Chupka Et Al. 11) Patent Number: 5,078,275 (45) Date of PatentClaudinei MayerNo ratings yet
- Us 7409794Document13 pagesUs 7409794bgm7966No ratings yet
- United States Patent (19) : Aerospatiale, FranceDocument7 pagesUnited States Patent (19) : Aerospatiale, Franceingeniomeca8800No ratings yet
- US6257764Document16 pagesUS6257764waqargilllNo ratings yet
- PatentDocument15 pagesPatentIwan TirtaNo ratings yet
- United States Patent (10) Patent No.: US 6,453,528 B1Document9 pagesUnited States Patent (10) Patent No.: US 6,453,528 B1MahnooshNo ratings yet
- United States Patent (19) 11 Patent Number: 5,921,440Document10 pagesUnited States Patent (19) 11 Patent Number: 5,921,440EtHical EmoTionNo ratings yet
- United States Patent (19) : Anderson Et Al. 54 Yacht Mast 11) 4,072,121Document7 pagesUnited States Patent (19) : Anderson Et Al. 54 Yacht Mast 11) 4,072,12112348No ratings yet
- Disc TurbineDocument9 pagesDisc TurbineRonan RojasNo ratings yet
- United States Patent 19: Snedeker Et Al. Date of PatentDocument9 pagesUnited States Patent 19: Snedeker Et Al. Date of PatentMary HullNo ratings yet
- United States Patent: (10) Patent N0.: (45) Date of PatentDocument7 pagesUnited States Patent: (10) Patent N0.: (45) Date of PatentShameekaNo ratings yet
- United States Patent (10) Patent No.: US 7.587,842 B2: Tajiri Et Al. (45) Date of Patent: Sep. 15, 2009Document11 pagesUnited States Patent (10) Patent No.: US 7.587,842 B2: Tajiri Et Al. (45) Date of Patent: Sep. 15, 2009emre yıldırımNo ratings yet
- US6450740Document7 pagesUS6450740Milan JovicicNo ratings yet
- Slurry Reaction AgitatorsDocument10 pagesSlurry Reaction AgitatorsManoj BNo ratings yet
- IIII: United States PatentDocument9 pagesIIII: United States PatentVansala GanesanNo ratings yet
- United States Patent (10) Patent No.: US 6,582,194 B1: Birkner Et Al. (45) Date of Patent: Jun. 24, 2003Document7 pagesUnited States Patent (10) Patent No.: US 6,582,194 B1: Birkner Et Al. (45) Date of Patent: Jun. 24, 2003Zeeshan HameedNo ratings yet
- United States Patent: (12) (10) Patent No.: US 6,980,855 B2Document19 pagesUnited States Patent: (12) (10) Patent No.: US 6,980,855 B2pankaj shivhareNo ratings yet
- United States Patent (10) Patent No.: US 6, 180,203 B1: Unkles (45) Date of Patent: Jan. 30, 2001Document8 pagesUnited States Patent (10) Patent No.: US 6, 180,203 B1: Unkles (45) Date of Patent: Jan. 30, 2001G DragonNo ratings yet
- United States Patent (10) Patent N0.2 US 6,550,376 B2Document5 pagesUnited States Patent (10) Patent N0.2 US 6,550,376 B2Vincent CaballeroNo ratings yet
- United States Patent (10) Patent No.: Us 7,799,187 B2: Dimilia Et Al. (45) Date of Patent: Sep. 21, 2010Document6 pagesUnited States Patent (10) Patent No.: Us 7,799,187 B2: Dimilia Et Al. (45) Date of Patent: Sep. 21, 2010turnipNo ratings yet
- Mte CutawayDocument14 pagesMte CutawayMujeres Virglius PabliusNo ratings yet
- United States Patent (19) : Saia, III Et Al. (45) Date of Patent: " Aug. 16, 1994Document18 pagesUnited States Patent (19) : Saia, III Et Al. (45) Date of Patent: " Aug. 16, 1994Maulana IskhaqNo ratings yet
- Patent Application Publication (10) Pub. No.: US 2010/0154726A1Document12 pagesPatent Application Publication (10) Pub. No.: US 2010/0154726A1qamarVEXNo ratings yet
- United States Patent (10) Patent No.: Us 7.621,237 B2: Krowech Et Al. (45) Date of Patent: Nov. 24, 2009Document7 pagesUnited States Patent (10) Patent No.: Us 7.621,237 B2: Krowech Et Al. (45) Date of Patent: Nov. 24, 2009qamarVEXNo ratings yet
- Automatic Recirculation Valve Inquiry FormDocument1 pageAutomatic Recirculation Valve Inquiry FormqamarVEXNo ratings yet
- ARV Valve Broschuere V07 JT 13-04-2016.inddDocument1 pageARV Valve Broschuere V07 JT 13-04-2016.inddqamarVEXNo ratings yet
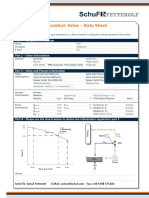
- Data SheetDocument4 pagesData SheetqamarVEXNo ratings yet
- Safety Climate in Scientific Laboratories in Engineering Universities of PakistanDocument2 pagesSafety Climate in Scientific Laboratories in Engineering Universities of PakistanqamarVEXNo ratings yet
- Gas Bill WorkingDocument2 pagesGas Bill WorkingqamarVEXNo ratings yet
- Lec#02 PDC - Design Aspects of A Process Control SystemDocument19 pagesLec#02 PDC - Design Aspects of A Process Control SystemqamarVEXNo ratings yet
- BoilerDocument14 pagesBoilerqamarVEXNo ratings yet
- Dynamic Behavior of Second Order Systems: Department of Chemical Engineering, U.E.T. Lahore PakistanDocument51 pagesDynamic Behavior of Second Order Systems: Department of Chemical Engineering, U.E.T. Lahore PakistanqamarVEXNo ratings yet
- Design & Simulation SoftwaresDocument46 pagesDesign & Simulation SoftwaresqamarVEX100% (3)
- Lec#03,04 PDC - Dynamic Behavior of First Order SystemsDocument24 pagesLec#03,04 PDC - Dynamic Behavior of First Order SystemsqamarVEXNo ratings yet
- Boiler Starting Operating ProcedureDocument2 pagesBoiler Starting Operating ProcedureRoopeshNo ratings yet
- SOPDocument29 pagesSOPKeniBataraNo ratings yet
- Programat P300-G2 PDFDocument6 pagesProgramat P300-G2 PDFRodica RoscaNo ratings yet
- Technical Specifications For Fuel Handling PlantDocument5 pagesTechnical Specifications For Fuel Handling PlantMarg ConveyorsNo ratings yet
- Air Conditioning Principles and Systems An Energy Approach (4th Edition)Document544 pagesAir Conditioning Principles and Systems An Energy Approach (4th Edition)Ira Martiani85% (20)
- Successful Use of Flameless Oxyfuel in Reheat Furnaces and Ladle PreheatingDocument9 pagesSuccessful Use of Flameless Oxyfuel in Reheat Furnaces and Ladle Preheatingmightymouse04No ratings yet
- 00212-1e8501-01.pdf (Legends)Document1 page00212-1e8501-01.pdf (Legends)Subrata DasNo ratings yet
- Sabp A 005 PDFDocument15 pagesSabp A 005 PDFWalid MegahedNo ratings yet
- Us 2710883Document2 pagesUs 2710883onixexenNo ratings yet
- Yorfk ZF 180 To 300Document7 pagesYorfk ZF 180 To 300Martin BourgonNo ratings yet
- Req New Constr Insulation SB-12 2.1.2.2ADocument51 pagesReq New Constr Insulation SB-12 2.1.2.2Ajohnking55550% (1)
- DRI Processmass BalanceDocument18 pagesDRI Processmass BalanceP.S.J.Sarma100% (1)
- FSSSDocument63 pagesFSSSdipdesire100% (1)
- Interthermal HeaterDocument4 pagesInterthermal HeaterDava SutherlandNo ratings yet
- 3) EX 5,02. Accident Analysis ExerciseDocument6 pages3) EX 5,02. Accident Analysis ExerciseAndrejSukoraNo ratings yet
- Soot Blowers Keep The Heat Transfer Surfaces in A Boiler CleanDocument50 pagesSoot Blowers Keep The Heat Transfer Surfaces in A Boiler Cleanajanthalakshmi100% (1)
- Lecture 7 Waste Heat RecoveryDocument29 pagesLecture 7 Waste Heat RecoveryUsman AliNo ratings yet
- Thermal Power Plant Working - Indian Power SectorDocument21 pagesThermal Power Plant Working - Indian Power Sectorrohanknh150% (1)
- HVAC Ducting - Principles and FundamentalsDocument56 pagesHVAC Ducting - Principles and FundamentalsRiddhi Patel100% (2)
- Pit Explosion ProtectionDocument32 pagesPit Explosion ProtectionVictor Vazquez100% (1)
- Carbolite FurnaceDocument47 pagesCarbolite Furnaceplazawebsite100% (1)
- This Bhel ProjectDocument51 pagesThis Bhel ProjectRaj_005No ratings yet
- Electric Heaters For Safe Startup ofDocument9 pagesElectric Heaters For Safe Startup ofSteve WanNo ratings yet
- Revamps For Ageing Methanol Plants: by Gerard B. Hawkins Managing Director, CEODocument39 pagesRevamps For Ageing Methanol Plants: by Gerard B. Hawkins Managing Director, CEOthirumalaiNo ratings yet
- 81 Elm Appt. 19 - DVDocument8 pages81 Elm Appt. 19 - DVGiovanni FioreNo ratings yet