Download as xlsx, pdf, or txt
You might also like
- Renault Wiring Diagram MidlumDocument302 pagesRenault Wiring Diagram MidlumGIANNIS100% (4)
- Economies of Scale CluffDocument8 pagesEconomies of Scale CluffJackson CluffNo ratings yet
- Floating Storage and Regasification Units Report - Version 1.2 - September 2016 - LM - 2Document46 pagesFloating Storage and Regasification Units Report - Version 1.2 - September 2016 - LM - 2NgoVietCuongNo ratings yet
- A320 EmergenciesDocument26 pagesA320 Emergenciescptpriya100% (11)
- SESSIONS - Rising Artist Leveling & RewardsDocument4 pagesSESSIONS - Rising Artist Leveling & RewardsJulián RamírezNo ratings yet
- Documentation: Percona Technical Documentation TeamDocument242 pagesDocumentation: Percona Technical Documentation TeamMardi SeptiantoNo ratings yet
- (LN (LN (1/ (1FT) ) ) : X y I Ti F (T) LN (Ti) (LN (LN (1/ (1FT) ) )Document6 pages(LN (LN (1/ (1FT) ) ) : X y I Ti F (T) LN (Ti) (LN (LN (1/ (1FT) ) )Macs Condori SalazarNo ratings yet
- Excess Saving StatementDocument1 pageExcess Saving StatementBipin PatilNo ratings yet
- StabilitasDocument6 pagesStabilitasdwi arfaNo ratings yet
- BUSI 650 - Final ExamDocument14 pagesBUSI 650 - Final ExamnavpreetNo ratings yet
- 0.395 0.617 0.889 1.580 2.47 3.86 6.32 Total Qty. in KG Total Qty. in KG M30 Str. Name L (MM) B (MM) H (MM) Member Total (CUM) 2Document1 page0.395 0.617 0.889 1.580 2.47 3.86 6.32 Total Qty. in KG Total Qty. in KG M30 Str. Name L (MM) B (MM) H (MM) Member Total (CUM) 2Gajendra BishtNo ratings yet
- Year ACCOUNT Balance at Start of Year Start of Year Deposit Interest Earned at Start of YearDocument19 pagesYear ACCOUNT Balance at Start of Year Start of Year Deposit Interest Earned at Start of YearAimen AyubNo ratings yet
- Case 1: Less: Reinvestment at 20%Document4 pagesCase 1: Less: Reinvestment at 20%Vinay JajuNo ratings yet
- Regression Practice: KWH HDD RefDocument8 pagesRegression Practice: KWH HDD RefdavidNo ratings yet
- DPR Kushalgarh 14-01-24Document3 pagesDPR Kushalgarh 14-01-24hrdNo ratings yet
- ALTHEA MAE AMIL Final ExamDocument15 pagesALTHEA MAE AMIL Final ExamKaren MagsayoNo ratings yet
- Superior-Delta AnchorDocument1 pageSuperior-Delta AnchorSajith VenkitachalamNo ratings yet
- Centrifugal PumpDocument8 pagesCentrifugal PumpAHMED SAKIB 1807005No ratings yet
- Ejercicion 1Document3 pagesEjercicion 1Rodríguez rivera JavierNo ratings yet
- Double Row, Angular Contact Ball Bearings: (From SKF Catalog (1991) )Document4 pagesDouble Row, Angular Contact Ball Bearings: (From SKF Catalog (1991) )Gerardo MendezNo ratings yet
- Garay Garay DanielaDocument5 pagesGaray Garay DanielaValeria MeloNo ratings yet
- Round 0: Software Prediction Cust. Survey Adj. To Cust. Score MKT ShareDocument19 pagesRound 0: Software Prediction Cust. Survey Adj. To Cust. Score MKT ShareJasleen Kaur (Ms)No ratings yet
- MULTIPLE REGRESSION (Quadratic Model)Document9 pagesMULTIPLE REGRESSION (Quadratic Model)Mymie MaandigNo ratings yet
- Calculo Columnas Cortas AciDocument4 pagesCalculo Columnas Cortas AciTonatioh Dagoberto Bernal MartinezNo ratings yet
- Assignment 6Document6 pagesAssignment 6Cherry NgNo ratings yet
- VND - Openxmlformats Officedocument - Spreadsheetml.sheet&rendition 1Document11 pagesVND - Openxmlformats Officedocument - Spreadsheetml.sheet&rendition 1apriyaniNo ratings yet
- Tabla #1. Tracción en Acero Laminado en CalienteDocument10 pagesTabla #1. Tracción en Acero Laminado en CalienteMarco Steven Morales SarzosaNo ratings yet
- Zerda Store ILS BASIC CALCULUS GROUP 5Document6 pagesZerda Store ILS BASIC CALCULUS GROUP 5Josielyn TarsNo ratings yet
- Regression StatisticsDocument7 pagesRegression StatisticsneetaNo ratings yet
- TR Bangkitan Perjalanan - Muhammad Fajar AdibaDocument3 pagesTR Bangkitan Perjalanan - Muhammad Fajar AdibaYoel PaskahitaNo ratings yet
- Mesh To Micron Conversion Chart Ecologix SystemsDocument3 pagesMesh To Micron Conversion Chart Ecologix SystemsPitipong SunkhongNo ratings yet
- Curva de Selección para AnchovetaDocument5 pagesCurva de Selección para AnchovetaJAYRONo ratings yet
- SCM AbcDocument2 pagesSCM Abcjana.nel345No ratings yet
- Graphs and TablesDocument7 pagesGraphs and Tablesnavyaa202007No ratings yet
- BOWDITCHDocument1 pageBOWDITCHMarshall NhodzaNo ratings yet
- 148.4 Mallas 147.7 70 100 100 140 140 200 200 325 325 400 400 0 CiegoDocument7 pages148.4 Mallas 147.7 70 100 100 140 140 200 200 325 325 400 400 0 CiegoJose Miguel Pariguana QuispeNo ratings yet
- Miones Tipo: Chart TitleDocument7 pagesMiones Tipo: Chart TitleYulieth CuacialpudNo ratings yet
- CBR Result: Moisture Content Test (Oven Dry Method) Observation Table Can No# Can Weight (W1) Can Wt. +wet Soil (W2)Document7 pagesCBR Result: Moisture Content Test (Oven Dry Method) Observation Table Can No# Can Weight (W1) Can Wt. +wet Soil (W2)SilverfangNo ratings yet
- Example Number of Employees Absent (X) No. of Days (F) FXDocument28 pagesExample Number of Employees Absent (X) No. of Days (F) FXMandeep JassyNo ratings yet
- 37D Metal Gearmotors: Performance Summary and Table of ContentsDocument40 pages37D Metal Gearmotors: Performance Summary and Table of Contentsjuan joseNo ratings yet
- 627 Mekflu ComparativeDocument8 pages627 Mekflu ComparativeAisya DewiNo ratings yet
- L1,2.KO.03 (1... 10) .O.1 - REV 1 - Specifikacija Armature Donje ZoDocument10 pagesL1,2.KO.03 (1... 10) .O.1 - REV 1 - Specifikacija Armature Donje ZoingstatikNo ratings yet
- AOA1Document3 pagesAOA1mtlozaneNo ratings yet
- Astm C136 - Sieve Analysis of Fine & Coarse Aggregates: Semi-Log Gradation ChartDocument4 pagesAstm C136 - Sieve Analysis of Fine & Coarse Aggregates: Semi-Log Gradation ChartVastoPrimera01No ratings yet
- Variables You Can Change: Press F9 Key To Update SimulationDocument1 pageVariables You Can Change: Press F9 Key To Update Simulationapi-19921807No ratings yet
- Height Interface of Varying Concentration at Time: Data and Results in SedimentationDocument18 pagesHeight Interface of Varying Concentration at Time: Data and Results in SedimentationNikka LopezNo ratings yet
- PG 096-112Document17 pagesPG 096-112filkeNo ratings yet
- F (X) 176.1904761905x + 5932.1428571429 R 0.8174354381: Chart TitleDocument9 pagesF (X) 176.1904761905x + 5932.1428571429 R 0.8174354381: Chart TitlePaul Diaz ChireNo ratings yet
- Electrical Steel NGO 35PN250Document6 pagesElectrical Steel NGO 35PN250Chandan Kumar100% (1)
- Technical Data - BL920002 - Rev 1.0Document1 pageTechnical Data - BL920002 - Rev 1.0Docu CenterNo ratings yet
- PR1 Tekres-NmappyDocument4 pagesPR1 Tekres-NmappyJenyver LappyNo ratings yet
- X F FX FX F / (N: Chapter 20, Page 1/29Document30 pagesX F FX FX F / (N: Chapter 20, Page 1/29Carlos SanchezNo ratings yet
- Dynamic Cone Penetrometer Test (D C P)Document5 pagesDynamic Cone Penetrometer Test (D C P)eko bari wNo ratings yet
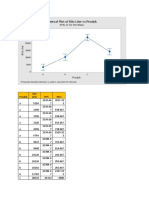
- Interval Plot of Kilo Liter Vs Produk: 95% CI For The MeanDocument7 pagesInterval Plot of Kilo Liter Vs Produk: 95% CI For The MeanP.Rahayu CantikNo ratings yet
- Sluuae 4Document6 pagesSluuae 4Abhijith PrabhaNo ratings yet
- L4.KO.03 - 1... 7 - .O.1 - REV 1 - Specifikacija Armature Donje ZoneDocument7 pagesL4.KO.03 - 1... 7 - .O.1 - REV 1 - Specifikacija Armature Donje ZoneingstatikNo ratings yet
- Ejercicio 1Document6 pagesEjercicio 1Diego SkateNo ratings yet
- Bài tập buổi 9Document50 pagesBài tập buổi 9Văng Ngọc Quỳnh NhưNo ratings yet
- Mesh Sizing Chart For StrainersDocument3 pagesMesh Sizing Chart For StrainersMalik DaniyalNo ratings yet
- Data Absorbsi in VitroDocument7 pagesData Absorbsi in VitroKartika PuspitaningrumNo ratings yet
- Quiz 2 TableDocument5 pagesQuiz 2 TableSathish BNo ratings yet
- Eltu ProjectionsDocument15 pagesEltu ProjectionscphycherryNo ratings yet
- Ex - BOL Fomular (Newest)Document14 pagesEx - BOL Fomular (Newest)barcodeNo ratings yet
- 240 Piping-and-Pipelines-Assessment-Guide-4Document1 page240 Piping-and-Pipelines-Assessment-Guide-4jdrczaithNo ratings yet
- Estimate BOR in LNG Type C TankDocument14 pagesEstimate BOR in LNG Type C TankNgoVietCuongNo ratings yet
- BOG Rate CalculationDocument1 pageBOG Rate CalculationNgoVietCuongNo ratings yet
- Plate Heat Exchanger CalculationDocument6 pagesPlate Heat Exchanger CalculationNgoVietCuongNo ratings yet
- Cryogenic Pumps, Systems and Technologies: Vanzetti EngineeringDocument48 pagesCryogenic Pumps, Systems and Technologies: Vanzetti EngineeringNgoVietCuongNo ratings yet
- 7 Day (Yearly Mainetance), 15 Day (Mainetance 5 Year) 5 Day (Mainetance 4k, 8k), 10 Day (Daymainetance 30k)Document2 pages7 Day (Yearly Mainetance), 15 Day (Mainetance 5 Year) 5 Day (Mainetance 4k, 8k), 10 Day (Daymainetance 30k)NgoVietCuongNo ratings yet
- Floating Storage and Regasification Units (Fsrus)Document2 pagesFloating Storage and Regasification Units (Fsrus)NgoVietCuongNo ratings yet
- LNG Bunkering For Northern Tyrrhenian Sea: Opportunities and PerspectivesDocument13 pagesLNG Bunkering For Northern Tyrrhenian Sea: Opportunities and PerspectivesNgoVietCuongNo ratings yet
- The Outlook For Floating Storage and Regasification Units FSRUs NG 123Document54 pagesThe Outlook For Floating Storage and Regasification Units FSRUs NG 123eminent80No ratings yet
- Fsru Investment Heatmap: Fsrus Working As LNG CarriersDocument1 pageFsru Investment Heatmap: Fsrus Working As LNG CarriersNgoVietCuongNo ratings yet
- Corrosion Inhibitors PDFDocument184 pagesCorrosion Inhibitors PDFNgoVietCuong100% (2)
- LngaccidentsmalfunctionsDocument8 pagesLngaccidentsmalfunctionsNgoVietCuongNo ratings yet
- Networking Basics of JavaDocument3 pagesNetworking Basics of JavaBethelhem AshenafiNo ratings yet
- Department of Education: Daily Lesson LOGDocument4 pagesDepartment of Education: Daily Lesson LOGAura LeeNo ratings yet
- Design and Analysis of Mechanical Face SealsDocument11 pagesDesign and Analysis of Mechanical Face SealsJMU SELLOS MECANICOSNo ratings yet
- Furuno GP7000F Installation ManualDocument52 pagesFuruno GP7000F Installation ManualcristianocalheirosNo ratings yet
- Paper Cobot 4Document8 pagesPaper Cobot 4Jessica NovitaNo ratings yet
- Risk Management Plan - Company ABC Widget Production & Sales Project ManagerDocument20 pagesRisk Management Plan - Company ABC Widget Production & Sales Project ManageralkalkiaNo ratings yet
- Ballast DWGDocument1 pageBallast DWGIndra HazamiNo ratings yet
- EXIT Chart Based Design of LDPC Codes For Higher OrderDocument5 pagesEXIT Chart Based Design of LDPC Codes For Higher Orderchaudhryadnanaslam3799No ratings yet
- Document 17Document35 pagesDocument 17Weiyi LimNo ratings yet
- Wave110 (AFX110CS) SuggestionRetailPriceList AUG2017Document12 pagesWave110 (AFX110CS) SuggestionRetailPriceList AUG2017Jubei AnaikeNo ratings yet
- Kyriakos Pantziris - MSC Thesis - 2014 - Voltage Support Strategies in A Rural LV Network With High PV PenetrationDocument114 pagesKyriakos Pantziris - MSC Thesis - 2014 - Voltage Support Strategies in A Rural LV Network With High PV PenetrationTee ElNo ratings yet
- Designation of School ICT Coordinators PDFDocument2 pagesDesignation of School ICT Coordinators PDFian rey turroNo ratings yet
- Joshy PHD LibraryDocument309 pagesJoshy PHD LibrarySarvada TaraleNo ratings yet
- Role of Government of IndiaDocument5 pagesRole of Government of IndiaJesal PorechaNo ratings yet
- User Manual: Digital Microstep DriveDocument17 pagesUser Manual: Digital Microstep DriveIlhami DemirNo ratings yet
- Type ScriptDocument94 pagesType ScriptUmamaheshNo ratings yet
- BEV 45401 E1 Design of 1 Phase 2S-2P PMSMDocument14 pagesBEV 45401 E1 Design of 1 Phase 2S-2P PMSMsedarNo ratings yet
- 100 Project Topics For C Programming From Basic To Advanced LevelDocument3 pages100 Project Topics For C Programming From Basic To Advanced Levellalit amitNo ratings yet
- INPEAK EN Operating ManualDocument2 pagesINPEAK EN Operating Manual. .No ratings yet
- Exiway Easyled: Slim LED Emergency Lighting OfferDocument16 pagesExiway Easyled: Slim LED Emergency Lighting OfferDan PopescuNo ratings yet
- Pooja CVDocument3 pagesPooja CVEl Cajon de AmeliaNo ratings yet
- Engineering Project Management (Detailed Assignment Description)Document2 pagesEngineering Project Management (Detailed Assignment Description)Youssef Youssef Mahmoud Mostafa Abdel HamidNo ratings yet
- NCH Am Collins 4Document12 pagesNCH Am Collins 4nom prenomNo ratings yet
- Jaypee University of Engineering & Technology, Guna Deparment of Computer Science & EngineeringDocument4 pagesJaypee University of Engineering & Technology, Guna Deparment of Computer Science & Engineeringgauravsagar311No ratings yet
- 160 54-PW2 1 PDFDocument18 pages160 54-PW2 1 PDFMersal AliraqiNo ratings yet
- Latar BelakangDocument4 pagesLatar BelakangAlvin RusliNo ratings yet