Download as txt, pdf, or txt
You might also like
- 2hl250-270-290 - SM enDocument109 pages2hl250-270-290 - SM enНиколай Некрасов100% (9)
- SJ6832RT Service Manual PDFDocument144 pagesSJ6832RT Service Manual PDFszerelNo ratings yet
- LCE Lubrication Self-Assessment ToolDocument1 pageLCE Lubrication Self-Assessment ToolPatrick FoNo ratings yet
- User Design Spec - Rev1Document5 pagesUser Design Spec - Rev1John NashNo ratings yet
- All-in-One Manual of Industrial Piping Practice and MaintenanceFrom EverandAll-in-One Manual of Industrial Piping Practice and MaintenanceRating: 5 out of 5 stars5/5 (1)
- Die Casting Theory: DTDM Final YearDocument31 pagesDie Casting Theory: DTDM Final YearpratibhaNo ratings yet
- Die Casting Theory: DTDM Final YearDocument31 pagesDie Casting Theory: DTDM Final Yearpratibha100% (1)
- Casting Technology: DC School Text BookDocument22 pagesCasting Technology: DC School Text BookTrang Anh Toàn100% (1)
- Modern High Pressure Die-Casting Processes For Aluminium CastingsDocument7 pagesModern High Pressure Die-Casting Processes For Aluminium Castingswawawa1No ratings yet
- Casting Failures: How To Solve Casting FaultsDocument6 pagesCasting Failures: How To Solve Casting Faults张豫鹏No ratings yet
- Training Program-Die Design19 December 2009Document176 pagesTraining Program-Die Design19 December 2009Kanini Tech I கணினி டெக்100% (1)
- Exp 6 High Pressure Die CastingDocument28 pagesExp 6 High Pressure Die Castingoğuz cantürkNo ratings yet
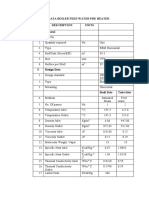
- Feed Water Preheater Data SheetDocument4 pagesFeed Water Preheater Data SheetPrabhakarNo ratings yet
- Die Casting DieDocument156 pagesDie Casting DieHeetNo ratings yet
- Api 1104Document7 pagesApi 1104vijayachiduNo ratings yet
- Valery Marinov Manufacturing Technology PDFDocument168 pagesValery Marinov Manufacturing Technology PDFMostafa Adil50% (2)
- Casting 1Document26 pagesCasting 1Lal KishanNo ratings yet
- Casting 2Document61 pagesCasting 2Robert AggreyNo ratings yet
- Ceramic SpecDocument8 pagesCeramic SpecpujadagaNo ratings yet
- Slide Assignment 1Document13 pagesSlide Assignment 1Iqmal DaniealNo ratings yet
- Procedure Manual: Forged Valve ProductionDocument12 pagesProcedure Manual: Forged Valve ProductionJaison JoseNo ratings yet
- Life Improvement of Dolomite Crushing HammersDocument6 pagesLife Improvement of Dolomite Crushing HammersIOSRjournalNo ratings yet
- Experimental and Simulated Evaluation of The Quality of Pressure and Squeeze CastingsDocument10 pagesExperimental and Simulated Evaluation of The Quality of Pressure and Squeeze CastingsUnivmyPortalNo ratings yet
- Term Paper Mec 208Document20 pagesTerm Paper Mec 208lksingh1987No ratings yet
- Technical Specifications BAMULDocument133 pagesTechnical Specifications BAMULjaya100% (1)
- CHAPTER - BOOK - Fundición A Presión (Molde Permanente)Document10 pagesCHAPTER - BOOK - Fundición A Presión (Molde Permanente)JimyVillaNo ratings yet
- CastingDocument4 pagesCastingTasnim ArifNo ratings yet
- LPDC Flow SimulationDocument5 pagesLPDC Flow SimulationDavid JendraNo ratings yet
- Study of Process Parameters in High Pressure Die CastingDocument9 pagesStudy of Process Parameters in High Pressure Die Castingruben6286No ratings yet
- Advantages: Steps in Shell-MoldingDocument7 pagesAdvantages: Steps in Shell-MoldingAnson AntonyNo ratings yet
- Lecture Metal Casting-1_147f54b667389ae205ea243b78c006e0Document23 pagesLecture Metal Casting-1_147f54b667389ae205ea243b78c006e0ahmed.samy.sobhieNo ratings yet
- Surface & Sub Surface Control of Cast Iron ComponentsDocument22 pagesSurface & Sub Surface Control of Cast Iron ComponentsAditya PratapNo ratings yet
- Automobile Manufacturing Process (17403) : Chapter 1. ForgingDocument87 pagesAutomobile Manufacturing Process (17403) : Chapter 1. ForgingPramod DhaigudeNo ratings yet
- Storage Tank DetailDocument22 pagesStorage Tank DetailRamu NallathambiNo ratings yet
- Project Report (Chetan Jain)Document24 pagesProject Report (Chetan Jain)Santosh KumarNo ratings yet
- Squeezed Casting Process For AL Alloys PDFDocument156 pagesSqueezed Casting Process For AL Alloys PDFP S Lakshmi KanthanNo ratings yet
- PPTDocument35 pagesPPTVenkat RamanaNo ratings yet
- Specification For Fire Pump - Part 10Document5 pagesSpecification For Fire Pump - Part 10Melisa MackNo ratings yet
- Special Notes On ValvesDocument101 pagesSpecial Notes On ValvesamithcivilNo ratings yet
- U3p2riserdesign 150422035837 Conversion Gate02 PDFDocument27 pagesU3p2riserdesign 150422035837 Conversion Gate02 PDFசெல்வ குமார்No ratings yet
- MANUFACTURING TECHNOLOGY ASSIGNMENT (Bahirdar University)Document18 pagesMANUFACTURING TECHNOLOGY ASSIGNMENT (Bahirdar University)TsihatesfaNo ratings yet
- Final ReportDocument36 pagesFinal ReportajijNo ratings yet
- Experiment No. 5: Mechanical Engg Dept., GEC, BhavnagarDocument5 pagesExperiment No. 5: Mechanical Engg Dept., GEC, Bhavnagardhruv dabhiNo ratings yet
- WpsDocument2 pagesWpsjsmargate100% (1)
- Chapter Ten - Fundamental of Metal CastingDocument35 pagesChapter Ten - Fundamental of Metal CastingWael W. AlsousNo ratings yet
- Indirect Fired HeaterDocument3 pagesIndirect Fired Heatermatteo2009No ratings yet
- Lecture Notes IIDocument71 pagesLecture Notes IITuğbaNo ratings yet
- Welding Procedure SpecificationsDocument2 pagesWelding Procedure SpecificationsGerhard Kemp0% (1)
- GPC ExamsDocument3 pagesGPC ExamsBassel EissaNo ratings yet
- Forming Process and Numerical Simulation of Making Upset On Oil Drill PipeDocument9 pagesForming Process and Numerical Simulation of Making Upset On Oil Drill PipeBepdjNo ratings yet
- Die Casting Die Design - Runner, Gate, EtcDocument45 pagesDie Casting Die Design - Runner, Gate, EtcVig PankajNo ratings yet
- Pit Mistry Abhishek ChavanDocument18 pagesPit Mistry Abhishek ChavanAli BaigNo ratings yet
- Mfy 001Document9 pagesMfy 001buraqbarakahsbNo ratings yet
- Technical Notes (General Specification) FOR Flanges, Spectacle Blinds AND Drip RingsDocument11 pagesTechnical Notes (General Specification) FOR Flanges, Spectacle Blinds AND Drip RingsMunish100% (1)
- Die Casting: Mechanical Manufacturing - IIDocument39 pagesDie Casting: Mechanical Manufacturing - IIAdnan Javed100% (1)
- Valery Marinov, Manufacturing TechnologyDocument168 pagesValery Marinov, Manufacturing TechnologyAbir Roy100% (3)
- RESID. STRESS - Residual Stresses in The SAE 52100 After Heat Treatment and TurningDocument7 pagesRESID. STRESS - Residual Stresses in The SAE 52100 After Heat Treatment and TurningGabriel PaesNo ratings yet
- 2nd Class Notes 17.01Document48 pages2nd Class Notes 17.01EDISON OCHIENGNo ratings yet
- FORGINGDocument42 pagesFORGINGHarkirat SinghNo ratings yet
- How to prepare Welding Procedures for Oil & Gas PipelinesFrom EverandHow to prepare Welding Procedures for Oil & Gas PipelinesRating: 5 out of 5 stars5/5 (1)
- Design & Analysis of Heat Sink High-Pressure Die Casting ComponentDocument3 pagesDesign & Analysis of Heat Sink High-Pressure Die Casting ComponentSelvam RockNo ratings yet
- A Reclassification of The Die-Filling Stages in Pressure Die-Casting ProcessesDocument7 pagesA Reclassification of The Die-Filling Stages in Pressure Die-Casting ProcessesSelvam RockNo ratings yet
- Deciding Parameter Values With Case-Based Reasoning: C. J. Price and I. S. PeglerDocument11 pagesDeciding Parameter Values With Case-Based Reasoning: C. J. Price and I. S. PeglerSelvam RockNo ratings yet
- Experimental Investigation For Metal-®lling System of Pressure Diecasting Process On A Cold Chamber MachineDocument5 pagesExperimental Investigation For Metal-®lling System of Pressure Diecasting Process On A Cold Chamber MachineSelvam RockNo ratings yet
- Location:: Irungattukottai / Oragadam / Mannur / Ambattur IF You Are Interested People Feel Free Contact Us:: 7550245195 // 9788113936Document1 pageLocation:: Irungattukottai / Oragadam / Mannur / Ambattur IF You Are Interested People Feel Free Contact Us:: 7550245195 // 9788113936Selvam RockNo ratings yet
- 150 Efi-1Document631 pages150 Efi-1김석훈No ratings yet
- TASD 8 BookDocument45 pagesTASD 8 BookJonathan TejedaNo ratings yet
- Zaxis 280-5Document13 pagesZaxis 280-5Tri Ono100% (1)
- Equipment Lubrication Plan For EarthmovingDocument8 pagesEquipment Lubrication Plan For EarthmovingSabata FreireNo ratings yet
- Soybean Motor OilDocument12 pagesSoybean Motor OilJessica FernandesNo ratings yet
- XAS 67 DD Inst 2005Document70 pagesXAS 67 DD Inst 2005Fedor GrigorievNo ratings yet
- Main Class Renewal Surveys Carried Out AfloatDocument4 pagesMain Class Renewal Surveys Carried Out AfloatFadhly HafelNo ratings yet
- Applications For Heat Transfer SystemsDocument12 pagesApplications For Heat Transfer Systemsfrana hadiNo ratings yet
- Dpcode Vol 3Document30 pagesDpcode Vol 3Murali VNo ratings yet
- Tech Data: Turboflo™ R&O T /C ODocument4 pagesTech Data: Turboflo™ R&O T /C OJeremias UtreraNo ratings yet
- Astm TestingDocument7 pagesAstm TestingFallo SusiloNo ratings yet
- 4 1-Lat Exceptions To API 614Document5 pages4 1-Lat Exceptions To API 614remsorNo ratings yet
- Altair's Student Guides - CAE For Simulation of Metal FormingDocument60 pagesAltair's Student Guides - CAE For Simulation of Metal FormingKFourMetrics100% (26)
- S60MC-C8 2Document385 pagesS60MC-C8 2Silvia GeorgianaNo ratings yet
- Shell Eco-Marathon Off-Track AwardeesDocument2 pagesShell Eco-Marathon Off-Track AwardeesChard Martinez NatividadNo ratings yet
- 9032-9150 MONOLEC Synthetic Industrial OilDocument4 pages9032-9150 MONOLEC Synthetic Industrial OilNoche de EstrellasNo ratings yet
- ML Jan Feb 2012 DigitalDocument73 pagesML Jan Feb 2012 Digitaldaniel adamNo ratings yet
- QEC ATR 72 Rev16 PDFDocument241 pagesQEC ATR 72 Rev16 PDFKarlNo ratings yet
- Sae 982674Document16 pagesSae 982674Tudor RatiuNo ratings yet
- PCS 2620 Hot DegreasingDocument14 pagesPCS 2620 Hot DegreasingPradeep K sNo ratings yet
- Product Data: Castrol 5000Document3 pagesProduct Data: Castrol 5000houssem houssemNo ratings yet
- Huskey: ™ Moly GreaseDocument2 pagesHuskey: ™ Moly GreaseAswandi SembiringNo ratings yet
- Fundamentals of Lubrication Gear Oil For Wind TurbinesDocument35 pagesFundamentals of Lubrication Gear Oil For Wind TurbinesMohd Khairi Asyraf Ab HamidNo ratings yet
- POP TEMPLATE - HEXINDO - MX-FinalDocument2 pagesPOP TEMPLATE - HEXINDO - MX-Finaldhavit wijayantoNo ratings yet
- GL XX Mobil Vactra Oil Numbered Series PDFDocument3 pagesGL XX Mobil Vactra Oil Numbered Series PDFmina riadNo ratings yet
- Tellus s2 MDocument3 pagesTellus s2 MSeindahNyaNo ratings yet
- Software For Calculation of Hydrodynamic PlainDocument9 pagesSoftware For Calculation of Hydrodynamic Plainjorgeluis2000No ratings yet