Download as pps, pdf, or txt
You might also like
- Red Flags in Financial StatementsDocument12 pagesRed Flags in Financial StatementsMAツVIcKYツNo ratings yet
- Chapter 9 Layout StrategyDocument77 pagesChapter 9 Layout StrategypercyNo ratings yet
- W. W. Grainger, Inc., Is A Leading Supplier of Maintenance, Repair, and Operating (MRO) Products To Businesses and Institutions in The UnitedDocument3 pagesW. W. Grainger, Inc., Is A Leading Supplier of Maintenance, Repair, and Operating (MRO) Products To Businesses and Institutions in The UnitedJalaj GuptaNo ratings yet
- Lean - Manufacturing 4Document22 pagesLean - Manufacturing 4Abhi100% (1)
- Presentation KanbanDocument31 pagesPresentation Kanbanvicky100% (6)
- 5.1 11. (Textbook) Present Simple PDFDocument4 pages5.1 11. (Textbook) Present Simple PDFUDAYAN SHAHNo ratings yet
- Solution Manual Cost Accounting Carter Chapter 8Document25 pagesSolution Manual Cost Accounting Carter Chapter 8khoirul nasNo ratings yet
- Throxy Socks Supply Chain AnalysisDocument7 pagesThroxy Socks Supply Chain AnalysisConnor FullerNo ratings yet
- Budgeted Balance Sheet For Skulas As of January 31Document2 pagesBudgeted Balance Sheet For Skulas As of January 31Elliot RichardNo ratings yet
- Lean Manufacturing: Introduction: Click To ProceedDocument8 pagesLean Manufacturing: Introduction: Click To ProceedUDAYAN SHAHNo ratings yet
- Lean Tools: Click To ProceedDocument48 pagesLean Tools: Click To ProceedUDAYAN SHAHNo ratings yet
- Implementing Lean: Click To ProceedDocument31 pagesImplementing Lean: Click To ProceedUDAYAN SHAHNo ratings yet
- Lean Implementation Tips: Click To ProceedDocument4 pagesLean Implementation Tips: Click To ProceedUDAYAN SHAHNo ratings yet
- Pres ValueStreamMappingDocument58 pagesPres ValueStreamMappingSMAKNo ratings yet
- AQMDocument28 pagesAQMPushkarNo ratings yet
- PPT5 - Topik5 - R0 - Lean Concept and Repetitive ManufacturingDocument28 pagesPPT5 - Topik5 - R0 - Lean Concept and Repetitive ManufacturingmrikyNo ratings yet
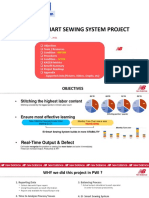
- Project Case - Smart SewingDocument18 pagesProject Case - Smart Sewingsivanesan rajamanickamNo ratings yet
- Materials FlowDocument99 pagesMaterials FlowAntonio Parga100% (5)
- Lean ToolsDocument57 pagesLean ToolsJagdeep BajwaNo ratings yet
- Jieliang Phone Home: Submitted byDocument9 pagesJieliang Phone Home: Submitted byMona SahooNo ratings yet
- AWP The Silver BulletDocument32 pagesAWP The Silver BulletQiuniuNo ratings yet
- Chapter 14: JIT and Lean Operations: History of ToyotaDocument11 pagesChapter 14: JIT and Lean Operations: History of ToyotaPOREDDY BHARATH KUMAR REDDY Mechanical EngineeringNo ratings yet
- 3 Process ExamplesDocument28 pages3 Process ExamplesMsgna BirhaneNo ratings yet
- Applying Lean Concepts To Supply Chains:: The Power From Effective PartnershipDocument15 pagesApplying Lean Concepts To Supply Chains:: The Power From Effective PartnershipFranklin Manuel Cortez PatiñoNo ratings yet
- Project Case - Smart SewingDocument18 pagesProject Case - Smart SewingRksNo ratings yet
- Ni Labview Academy - TidesDocument19 pagesNi Labview Academy - TidesFahad AzizNo ratings yet
- Value Stream Mapping: Bill Paolucci Ipfw March 17, 2009Document73 pagesValue Stream Mapping: Bill Paolucci Ipfw March 17, 2009AkNo ratings yet
- Vs M PresentationDocument73 pagesVs M PresentationMaiNo ratings yet
- 17PME328E: Process Planning and Cost EstimationDocument127 pages17PME328E: Process Planning and Cost EstimationDeepak MisraNo ratings yet
- Mainframe Agility: A Deloitte Devops ExperienceDocument13 pagesMainframe Agility: A Deloitte Devops Experiencenithing20733No ratings yet
- Lean ManufacturingDocument57 pagesLean ManufacturingPrajapati ArjunNo ratings yet
- Job Shop LeanDocument3 pagesJob Shop LeanJuan Camilo Restrepo CamachoNo ratings yet
- LEAN SCM Hidden FactoryDocument33 pagesLEAN SCM Hidden FactoryJulian KalacNo ratings yet
- Lecture 12 Through 15 - Input Output LCA - S18Document225 pagesLecture 12 Through 15 - Input Output LCA - S18Francisco AraujoNo ratings yet
- Capility Presentation - LEPLDocument44 pagesCapility Presentation - LEPLAnbu Kaviraj SubramanianNo ratings yet
- Work Measure, Time Study & Assembly Line BalancingDocument54 pagesWork Measure, Time Study & Assembly Line BalancingAiyyamperumalNo ratings yet
- What Makes A Value Stream "Lean"?Document22 pagesWhat Makes A Value Stream "Lean"?José Antonio I CNo ratings yet
- Value Streams: Fundamentals of Manufacturing Excellence ProgramDocument30 pagesValue Streams: Fundamentals of Manufacturing Excellence ProgramTuan AnhNo ratings yet
- Batch Process Implementation Using WW InbatchDocument46 pagesBatch Process Implementation Using WW InbatchAbhishek Sharma100% (1)
- 3 Process ExamplesDocument28 pages3 Process ExamplesHafeezNo ratings yet
- ME 410 Lecture Slides 07 Cell DesignDocument30 pagesME 410 Lecture Slides 07 Cell DesignbmyertekinNo ratings yet
- Lecture 08Document114 pagesLecture 08anonNo ratings yet
- LSSG Green Belt Training: Lean: An IntroductionDocument25 pagesLSSG Green Belt Training: Lean: An IntroductionYamin AliNo ratings yet
- Lecture 8 PDFDocument114 pagesLecture 8 PDFanonNo ratings yet
- Vartak College - PresentationDocument70 pagesVartak College - Presentationmohitacharya99No ratings yet
- 4.GSI 2022 - The Automobile Industry - BDocument36 pages4.GSI 2022 - The Automobile Industry - Bw4kprtrn9vNo ratings yet
- 1 4. 5 Ways To Improve The Performance of QML Applications On Low Cost Automotive Devices Ocube 2015 11 v3Document12 pages1 4. 5 Ways To Improve The Performance of QML Applications On Low Cost Automotive Devices Ocube 2015 11 v3Ramarolahy Dadan'i EliaNo ratings yet
- Oracle Unified Method 069204Document82 pagesOracle Unified Method 069204majidNo ratings yet
- Me404 Industrial Engineering: Praveen Raj / Manoj Kumar V K Asst - Professor Department of Me Jecc ThrissurDocument153 pagesMe404 Industrial Engineering: Praveen Raj / Manoj Kumar V K Asst - Professor Department of Me Jecc Thrissur11715070 JOSHWIN EMMANUEL JOHNSONNo ratings yet
- Just-In-Time Manufacturing: A Powerpoint Presentation by Swati (54), Meenal (39), Reenu (45), JayaDocument30 pagesJust-In-Time Manufacturing: A Powerpoint Presentation by Swati (54), Meenal (39), Reenu (45), JayaPranav ParikhNo ratings yet
- Chapter 10. Initial Flow Control ManualDocument10 pagesChapter 10. Initial Flow Control ManualVivek KumarNo ratings yet
- Agile Devops and The Pmo: Dan Wakeman Cio, Educational Testing ServiceDocument52 pagesAgile Devops and The Pmo: Dan Wakeman Cio, Educational Testing Servicesandy_skvvNo ratings yet
- Week 9 - How Toyota Shortened Production Lead TimeDocument48 pagesWeek 9 - How Toyota Shortened Production Lead TimeNguyễn Ngọc Minh QuânNo ratings yet
- TPS SystemDocument15 pagesTPS SystemSeenu Yadav (Sonu)No ratings yet
- MOT Presentation 12Document118 pagesMOT Presentation 12Kaushal Shrestha50% (2)
- Lean Manufacturing: Module-1Document36 pagesLean Manufacturing: Module-1pravit08No ratings yet
- Industrial EngineeringDocument143 pagesIndustrial EngineeringANo ratings yet
- Time Driven Activity-Based Costing: Cost Management-Akt324Document18 pagesTime Driven Activity-Based Costing: Cost Management-Akt324Materi KuliahNo ratings yet
- 3lean OverviewDocument30 pages3lean OverviewDwi Lia RahmahNo ratings yet
- Just-In-Time: Sebastian Jacobs Rahul Passi Monica Chopra Shilpa MehraDocument45 pagesJust-In-Time: Sebastian Jacobs Rahul Passi Monica Chopra Shilpa MehraramanroyNo ratings yet
- Lean Manufacturing: Presented By: M. OsamaDocument17 pagesLean Manufacturing: Presented By: M. OsamaMehreen SheykNo ratings yet
- Production Management: University of Economics and LawDocument12 pagesProduction Management: University of Economics and LawThy NguyễnNo ratings yet
- Dev Ops Conf Presentation Sandrine 1Document38 pagesDev Ops Conf Presentation Sandrine 1marko2606No ratings yet
- Lean ManufacturingDocument18 pagesLean ManufacturingSakib ZamanNo ratings yet
- Lecture1 SCM CapDocument31 pagesLecture1 SCM Capyani gemuel gatchalianNo ratings yet
- Leadership and Change Management: BITS PilaniDocument30 pagesLeadership and Change Management: BITS PilaniUDAYAN SHAHNo ratings yet
- Leadership and Change Management: BITS PilaniDocument30 pagesLeadership and Change Management: BITS PilaniUDAYAN SHAHNo ratings yet
- Pre Mid Term Revision: Leadership and Change ManagementDocument57 pagesPre Mid Term Revision: Leadership and Change ManagementUDAYAN SHAHNo ratings yet
- Leadership and Change Management: BITS PilaniDocument51 pagesLeadership and Change Management: BITS PilaniUDAYAN SHAHNo ratings yet
- Leadership and Change Management: BITS PilaniDocument58 pagesLeadership and Change Management: BITS PilaniUDAYAN SHAHNo ratings yet
- BITS Pilani: Leadership and Change Management Date: 3/2/18Document38 pagesBITS Pilani: Leadership and Change Management Date: 3/2/18UDAYAN SHAHNo ratings yet
- Leadership and Change Management: BITS PilaniDocument29 pagesLeadership and Change Management: BITS PilaniUDAYAN SHAHNo ratings yet
- Leadership and Change Management: BITS PilaniDocument37 pagesLeadership and Change Management: BITS PilaniUDAYAN SHAHNo ratings yet
- Leadership and Change Management: BITS PilaniDocument46 pagesLeadership and Change Management: BITS PilaniUDAYAN SHAHNo ratings yet
- 1.1 20. (Textbook) Modal Verbs - Will - Would PDFDocument4 pages1.1 20. (Textbook) Modal Verbs - Will - Would PDFUDAYAN SHAHNo ratings yet
- 1.1 19. (Textbook) Modal Verbs - Shall - Should PDFDocument4 pages1.1 19. (Textbook) Modal Verbs - Shall - Should PDFUDAYAN SHAHNo ratings yet
- 1.1 21. (Textbook) Limiting Adjectives PDFDocument4 pages1.1 21. (Textbook) Limiting Adjectives PDFUDAYAN SHAHNo ratings yet
- 1.1 25. (Textbook) Adverbs of Frequency PDFDocument4 pages1.1 25. (Textbook) Adverbs of Frequency PDFUDAYAN SHAHNo ratings yet
- 1.1 1. (Textbook) Material and Compound Nouns PDFDocument4 pages1.1 1. (Textbook) Material and Compound Nouns PDFUDAYAN SHAHNo ratings yet
- 1.1 18. (Textbook) Modal Verbs - Must - May - Might PDFDocument4 pages1.1 18. (Textbook) Modal Verbs - Must - May - Might PDFUDAYAN SHAHNo ratings yet
- 1.1 12. (Textbook) Distributives - Both - Either - Neither PDFDocument4 pages1.1 12. (Textbook) Distributives - Both - Either - Neither PDFUDAYAN SHAHNo ratings yet
- 5.1 16. (Textbook) Present Continuous PDFDocument4 pages5.1 16. (Textbook) Present Continuous PDFUDAYAN SHAHNo ratings yet
- 5.1 5. (Textbook) Abstract Nouns PDFDocument4 pages5.1 5. (Textbook) Abstract Nouns PDFUDAYAN SHAHNo ratings yet
- 1.1 15. (Textbook) Past Continuous PDFDocument4 pages1.1 15. (Textbook) Past Continuous PDFUDAYAN SHAHNo ratings yet
- 1.1 10. (Textbook) Quantifiers - A Lot of - Most PDFDocument4 pages1.1 10. (Textbook) Quantifiers - A Lot of - Most PDFUDAYAN SHAHNo ratings yet
- 1.1 3. (Textbook) Collective Nouns PDFDocument4 pages1.1 3. (Textbook) Collective Nouns PDFUDAYAN SHAHNo ratings yet
- 1.1 20. (Textbook) Proper Adjectives PDFDocument3 pages1.1 20. (Textbook) Proper Adjectives PDFUDAYAN SHAHNo ratings yet
- 1.1 4. (Textbook) Concrete Nouns PDFDocument4 pages1.1 4. (Textbook) Concrete Nouns PDFUDAYAN SHAHNo ratings yet
- 1.1 8. (Textbook) Quantifiers - A Few - A Little PDFDocument4 pages1.1 8. (Textbook) Quantifiers - A Few - A Little PDFUDAYAN SHAHNo ratings yet
- 13.1 13. (Textbook) Future Simple PDFDocument3 pages13.1 13. (Textbook) Future Simple PDFUDAYAN SHAHNo ratings yet
- Audit ProceduresDocument5 pagesAudit ProceduresAna RetNo ratings yet
- Ten Ways To Reduce InvDocument4 pagesTen Ways To Reduce InvMurat GüventürkNo ratings yet
- History and Evolution of ERPDocument10 pagesHistory and Evolution of ERPRittika DebnathNo ratings yet
- Process Costing: AACSB: AnalyticDocument35 pagesProcess Costing: AACSB: AnalyticJyasmine Aura V. AgustinNo ratings yet
- A Thesis Submitted in Partial Fulfillment For The Requirement For The Degree of Master of Technology in Production Engineering byDocument63 pagesA Thesis Submitted in Partial Fulfillment For The Requirement For The Degree of Master of Technology in Production Engineering byJc LCNo ratings yet
- Opm - Adar Anand BhavanDocument15 pagesOpm - Adar Anand BhavanFEW FACTZNo ratings yet
- A Project Report ON Production Process AT Katraj Dairy IndustryDocument43 pagesA Project Report ON Production Process AT Katraj Dairy IndustrySohel Bangi100% (4)
- Ies Inv MGMTDocument59 pagesIes Inv MGMTDarshana ShahNo ratings yet
- CH 4 Working PapersDocument28 pagesCH 4 Working PapersYousef RawaniNo ratings yet
- Ax2009 Enus TL1 06Document22 pagesAx2009 Enus TL1 06amirulzNo ratings yet
- Chapter 1133Document78 pagesChapter 1133Basanta K Sahu100% (1)
- Project Report 2Document11 pagesProject Report 2praveen83362No ratings yet
- ILO Chapter 3Document22 pagesILO Chapter 3emadk65No ratings yet
- Master Planning ImplementationDocument36 pagesMaster Planning Implementationarenaali456100% (1)
- Inventory Management System ChecklistDocument7 pagesInventory Management System ChecklistTsedeke GirmaNo ratings yet
- Chapter - 2 Concepts and History of Supply Chain Management PracticesDocument21 pagesChapter - 2 Concepts and History of Supply Chain Management Practicesakshat mathur100% (1)
- Supply Chain Management: Strategy, Planning, and Operation, 5/e Authors: Sunil Chopra, Peter Meindl and D. V. KalraDocument18 pagesSupply Chain Management: Strategy, Planning, and Operation, 5/e Authors: Sunil Chopra, Peter Meindl and D. V. KalraDevid Luiz0% (1)
- Inventory Valuation SystemDocument54 pagesInventory Valuation Systemone formanyNo ratings yet
- Resume - Anand KacheriaDocument1 pageResume - Anand KacheriaAnand KacheriaNo ratings yet
- Unit 5 Inventory ManagementDocument7 pagesUnit 5 Inventory ManagementNeelabhNo ratings yet
- Balanced Scorecard: Company: BETLAP WANIA Date: March 27, 2018Document2 pagesBalanced Scorecard: Company: BETLAP WANIA Date: March 27, 2018Jesper Marie TuraoNo ratings yet
- Q2 H1-FY20 Concall HighlightsDocument188 pagesQ2 H1-FY20 Concall HighlightsRazesh BoradNo ratings yet
- Revised Thesis Group 4Document72 pagesRevised Thesis Group 4Haizel Rendon100% (1)