Download as pps, pdf, or txt
You might also like
- Dave Trains Push Pull LegsDocument16 pagesDave Trains Push Pull LegsBhavdeep singh sidhuNo ratings yet
- The 7QB of Production: FAS Training PresentationDocument50 pagesThe 7QB of Production: FAS Training Presentationcong da100% (1)
- Brain SyncDocument1 pageBrain SyncvickimabelliNo ratings yet
- Job Satisfaction PresentationDocument22 pagesJob Satisfaction PresentationShyam S Dhiraj0% (1)
- 5S Visual Workplace HandbookDocument19 pages5S Visual Workplace HandbookDiegoRosso100% (1)
- 5.1 11. (Textbook) Present Simple PDFDocument4 pages5.1 11. (Textbook) Present Simple PDFUDAYAN SHAHNo ratings yet
- 10 Things Every Man Needs To Be Great in Bed PDFDocument24 pages10 Things Every Man Needs To Be Great in Bed PDFMichaelNo ratings yet
- Arcoplate ALLSTEINT FayreDocument4 pagesArcoplate ALLSTEINT Fayrevampiry1972No ratings yet
- Regulatory Expert Document-Barry Swanson RevisedDocument3 pagesRegulatory Expert Document-Barry Swanson RevisedVinish SrivastavaNo ratings yet
- Lean Implementation Tips: Click To ProceedDocument4 pagesLean Implementation Tips: Click To ProceedUDAYAN SHAHNo ratings yet
- Lean Manufacturing: Introduction: Click To ProceedDocument8 pagesLean Manufacturing: Introduction: Click To ProceedUDAYAN SHAHNo ratings yet
- Lean Principles: Click To ProceedDocument34 pagesLean Principles: Click To ProceedUDAYAN SHAHNo ratings yet
- Implementing Lean: Click To ProceedDocument31 pagesImplementing Lean: Click To ProceedUDAYAN SHAHNo ratings yet
- La Fábrica VisualDocument33 pagesLa Fábrica VisualNelson A. Morbán TorresNo ratings yet
- GJF Design Review 09dec11Document22 pagesGJF Design Review 09dec11jpmaurya77No ratings yet
- Poka YokeDocument17 pagesPoka YokePranav SharmaNo ratings yet
- Kaizen: Click To ProceedDocument6 pagesKaizen: Click To ProceedUDAYAN SHAHNo ratings yet
- Introduction To Lean ManagementDocument20 pagesIntroduction To Lean ManagementrohanaNo ratings yet
- Lean CourseDocument2 pagesLean CoursesharafageedNo ratings yet
- Lean CourseDocument2 pagesLean CourseSharaf AgeedNo ratings yet
- Leanbook FordDocument197 pagesLeanbook FordArturo TorresNo ratings yet
- Certified Lean Practitioner Day 2Document218 pagesCertified Lean Practitioner Day 2Basu ShaivaNo ratings yet
- SummaryDocument64 pagesSummaryssanik1No ratings yet
- Chapter 5Document65 pagesChapter 5Nghĩa NgôNo ratings yet
- Poka-Yoke: A Strategy For Performance ExcellenceDocument12 pagesPoka-Yoke: A Strategy For Performance ExcellenceIndranilNo ratings yet
- Sqa Lecture 13Document48 pagesSqa Lecture 13Anzala DarNo ratings yet
- Lean ToolsDocument57 pagesLean ToolsJagdeep BajwaNo ratings yet
- IEQ Micro ProjectDocument22 pagesIEQ Micro ProjectMoiz SayyedNo ratings yet
- Visual Management: Using Visual Elements To Control Work and Monitor StatusDocument9 pagesVisual Management: Using Visual Elements To Control Work and Monitor StatusFran JimenezNo ratings yet
- World Class ManufacturingDocument32 pagesWorld Class ManufacturingVIPUL SHETTYNo ratings yet
- 5.3 Lean ProductionDocument39 pages5.3 Lean ProductionP RushitaNo ratings yet
- Lean Management: BasicsDocument36 pagesLean Management: BasicsVamsi krishnaNo ratings yet
- Poka Yoke PDFDocument62 pagesPoka Yoke PDFmartinNo ratings yet
- Poka-Yoke - Mistake ProofingDocument1 pagePoka-Yoke - Mistake Proofingavinashj18No ratings yet
- World Class Manufacturing - Workplace Organization (151 Pages)Document151 pagesWorld Class Manufacturing - Workplace Organization (151 Pages)Gwladys BettoNo ratings yet
- Step-by-Step: The Higg FEM Verification Trail: Sections 1 & 2Document38 pagesStep-by-Step: The Higg FEM Verification Trail: Sections 1 & 2JakariaNo ratings yet
- POKA - YOKE (Mistake Proofing) : Prepared byDocument29 pagesPOKA - YOKE (Mistake Proofing) : Prepared byaharsh007No ratings yet
- Zero DefectDocument1 pageZero DefectadobactNo ratings yet
- Quality Engineering: DR Afshan NaseemDocument37 pagesQuality Engineering: DR Afshan NaseemSania SafdarNo ratings yet
- En - Mes Proposal For Manufacturing CompanyDocument34 pagesEn - Mes Proposal For Manufacturing CompanyvinhnnitNo ratings yet
- Lean Safey 1707495021Document36 pagesLean Safey 1707495021ahmed.tomakNo ratings yet
- Lean Manufacturing in Apparel IndustryDocument27 pagesLean Manufacturing in Apparel IndustryILLANGOVAN SIVANANDAMNo ratings yet
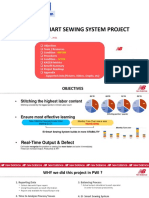
- Project Case - Smart SewingDocument18 pagesProject Case - Smart Sewingsivanesan rajamanickamNo ratings yet
- LAM Lecture 10-12 PDFDocument37 pagesLAM Lecture 10-12 PDFHayl KhadhamiNo ratings yet
- Syllabus - Lean and Agile ManufacturingDocument2 pagesSyllabus - Lean and Agile ManufacturingjvanandhNo ratings yet
- Dr.N.G.P. Institute of Technology: Department of Mechanical EngineeringDocument33 pagesDr.N.G.P. Institute of Technology: Department of Mechanical Engineeringvasanthmech092664No ratings yet
- Bci101 06 Generating SolutionsDocument64 pagesBci101 06 Generating SolutionsNhil Cabillon QuietaNo ratings yet
- Kaizen-Continuous ImprovementDocument17 pagesKaizen-Continuous ImprovementTasnim Medha, 170061016No ratings yet
- AQMDocument28 pagesAQMPushkarNo ratings yet
- What Is Lean Production2Document21 pagesWhat Is Lean Production2Safalsha BabuNo ratings yet
- Lean Production System (LPS)Document26 pagesLean Production System (LPS)hhmiziNo ratings yet
- In Manufacture: A Practical Overview For Business OwnersDocument26 pagesIn Manufacture: A Practical Overview For Business OwnersAhmed BeaetNo ratings yet
- Mistake Proofing: See If You Can Find The Poka-Yokes!Document8 pagesMistake Proofing: See If You Can Find The Poka-Yokes!Balachandar SNo ratings yet
- GB Guide Part 1 Intro 8-12-2019Document75 pagesGB Guide Part 1 Intro 8-12-2019ádfa caNo ratings yet
- Lean Daily ManagementDocument29 pagesLean Daily ManagementJose Ortega100% (1)
- Lean Management: BasicsDocument36 pagesLean Management: BasicsNidhi ShahNo ratings yet
- TPM 5S TrainingDocument69 pagesTPM 5S Trainingruchikaporwal2018No ratings yet
- Tools of Lean Six Sigma PDFDocument6 pagesTools of Lean Six Sigma PDFAbhishek YadavNo ratings yet
- Quality Control TechniquesDocument10 pagesQuality Control Techniquesdevilunleashed090% (1)
- Guest Lecture 1 MTRL 340 HermesmannDocument16 pagesGuest Lecture 1 MTRL 340 HermesmannArnav KapurNo ratings yet
- Lean Basics: Training ScriptDocument34 pagesLean Basics: Training ScriptmagudeeshNo ratings yet
- Week 3Document27 pagesWeek 3Sabiha Meyra ŞahinlerNo ratings yet
- 25 Lean ToolsDocument26 pages25 Lean ToolsArif SantosoNo ratings yet
- Unit 5 - Mec 135 TheoryDocument24 pagesUnit 5 - Mec 135 TheorySourav mukhopadhyay100% (1)
- Software Testing - IDocument50 pagesSoftware Testing - ILaxman ShresthaNo ratings yet
- Leadership and Change Management: BITS PilaniDocument30 pagesLeadership and Change Management: BITS PilaniUDAYAN SHAHNo ratings yet
- Leadership and Change Management: BITS PilaniDocument51 pagesLeadership and Change Management: BITS PilaniUDAYAN SHAHNo ratings yet
- Pre Mid Term Revision: Leadership and Change ManagementDocument57 pagesPre Mid Term Revision: Leadership and Change ManagementUDAYAN SHAHNo ratings yet
- Leadership and Change Management: BITS PilaniDocument30 pagesLeadership and Change Management: BITS PilaniUDAYAN SHAHNo ratings yet
- Leadership and Change Management: BITS PilaniDocument37 pagesLeadership and Change Management: BITS PilaniUDAYAN SHAHNo ratings yet
- BITS Pilani: Leadership and Change Management Date: 3/2/18Document38 pagesBITS Pilani: Leadership and Change Management Date: 3/2/18UDAYAN SHAHNo ratings yet
- 1.1 21. (Textbook) Limiting Adjectives PDFDocument4 pages1.1 21. (Textbook) Limiting Adjectives PDFUDAYAN SHAHNo ratings yet
- Leadership and Change Management: BITS PilaniDocument29 pagesLeadership and Change Management: BITS PilaniUDAYAN SHAHNo ratings yet
- 1.1 25. (Textbook) Adverbs of Frequency PDFDocument4 pages1.1 25. (Textbook) Adverbs of Frequency PDFUDAYAN SHAHNo ratings yet
- Leadership and Change Management: BITS PilaniDocument58 pagesLeadership and Change Management: BITS PilaniUDAYAN SHAHNo ratings yet
- Leadership and Change Management: BITS PilaniDocument46 pagesLeadership and Change Management: BITS PilaniUDAYAN SHAHNo ratings yet
- 1.1 4. (Textbook) Concrete Nouns PDFDocument4 pages1.1 4. (Textbook) Concrete Nouns PDFUDAYAN SHAHNo ratings yet
- 1.1 10. (Textbook) Quantifiers - A Lot of - Most PDFDocument4 pages1.1 10. (Textbook) Quantifiers - A Lot of - Most PDFUDAYAN SHAHNo ratings yet
- 1.1 18. (Textbook) Modal Verbs - Must - May - Might PDFDocument4 pages1.1 18. (Textbook) Modal Verbs - Must - May - Might PDFUDAYAN SHAHNo ratings yet
- 5.1 16. (Textbook) Present Continuous PDFDocument4 pages5.1 16. (Textbook) Present Continuous PDFUDAYAN SHAHNo ratings yet
- 1.1 20. (Textbook) Modal Verbs - Will - Would PDFDocument4 pages1.1 20. (Textbook) Modal Verbs - Will - Would PDFUDAYAN SHAHNo ratings yet
- 1.1 19. (Textbook) Modal Verbs - Shall - Should PDFDocument4 pages1.1 19. (Textbook) Modal Verbs - Shall - Should PDFUDAYAN SHAHNo ratings yet
- 1.1 8. (Textbook) Quantifiers - A Few - A Little PDFDocument4 pages1.1 8. (Textbook) Quantifiers - A Few - A Little PDFUDAYAN SHAHNo ratings yet
- 1.1 15. (Textbook) Past Continuous PDFDocument4 pages1.1 15. (Textbook) Past Continuous PDFUDAYAN SHAHNo ratings yet
- 1.1 12. (Textbook) Distributives - Both - Either - Neither PDFDocument4 pages1.1 12. (Textbook) Distributives - Both - Either - Neither PDFUDAYAN SHAHNo ratings yet
- 1.1 20. (Textbook) Proper Adjectives PDFDocument3 pages1.1 20. (Textbook) Proper Adjectives PDFUDAYAN SHAHNo ratings yet
- 1.1 3. (Textbook) Collective Nouns PDFDocument4 pages1.1 3. (Textbook) Collective Nouns PDFUDAYAN SHAHNo ratings yet
- 5.1 5. (Textbook) Abstract Nouns PDFDocument4 pages5.1 5. (Textbook) Abstract Nouns PDFUDAYAN SHAHNo ratings yet
- 13.1 13. (Textbook) Future Simple PDFDocument3 pages13.1 13. (Textbook) Future Simple PDFUDAYAN SHAHNo ratings yet
- 1.1 1. (Textbook) Material and Compound Nouns PDFDocument4 pages1.1 1. (Textbook) Material and Compound Nouns PDFUDAYAN SHAHNo ratings yet
- Huawei Nova 9 Se Quick Start Guide - (Jln-lx1, Emui12.0 - 01, En-Gb, Eu)Document254 pagesHuawei Nova 9 Se Quick Start Guide - (Jln-lx1, Emui12.0 - 01, En-Gb, Eu)Dimitrije IlicNo ratings yet
- South Indian Food Calorie ChartDocument5 pagesSouth Indian Food Calorie Chartranjit__kayalaNo ratings yet
- Physical Geology 14Th Edition Plummer Test Bank Full Chapter PDFDocument40 pagesPhysical Geology 14Th Edition Plummer Test Bank Full Chapter PDFlegacycuttinglkhd100% (8)
- Keune Product Info Book 1Document102 pagesKeune Product Info Book 1Marija PiacunNo ratings yet
- Prelim Types of SexualityDocument12 pagesPrelim Types of SexualityAngelica SinoyNo ratings yet
- Impco 425 CarburetorDocument6 pagesImpco 425 Carburetors_boots100% (2)
- Grading Structure GesDocument7 pagesGrading Structure Ges3944/95100% (1)
- BS 03936-4-2007Document32 pagesBS 03936-4-2007Ali RayyaNo ratings yet
- AssignmentDocument6 pagesAssignmentvikrantNo ratings yet
- Friction & British PendulumDocument4 pagesFriction & British PendulumAli M. ChehadehNo ratings yet
- Amendment No. 8 September 2022 TO Is 14543: 2016 Packaged Drinking Water (Other Than Packaged Natural Mineral Water) - SpecificationDocument2 pagesAmendment No. 8 September 2022 TO Is 14543: 2016 Packaged Drinking Water (Other Than Packaged Natural Mineral Water) - SpecificationSai Kiran PalikaNo ratings yet
- FDQ Level 2 Diploma For Proficiency in Brewing Industry Skills 501.1054.8 12.12.2019Document11 pagesFDQ Level 2 Diploma For Proficiency in Brewing Industry Skills 501.1054.8 12.12.2019AnshulNo ratings yet
- Questions: 1 About MeDocument8 pagesQuestions: 1 About MeC VNo ratings yet
- Tools For Dowsing and HealingDocument11 pagesTools For Dowsing and Healingsvrmn100% (2)
- Pros and Cons of Medical Marijuana Informative Speech OutlineDocument4 pagesPros and Cons of Medical Marijuana Informative Speech OutlineJayla LadsonNo ratings yet
- 11-COVERS ScriptDocument100 pages11-COVERS ScriptAndy WilliamsNo ratings yet
- Rupesh Dwivedi Final - 2Document97 pagesRupesh Dwivedi Final - 2sauravv7No ratings yet
- En GB-car Exchange AgreementDocument2 pagesEn GB-car Exchange Agreementbaby_charm100% (1)
- Therapeutic Approaches: Indian School MuscatDocument10 pagesTherapeutic Approaches: Indian School MuscatNidhee SharmaNo ratings yet
- ScalpDocument17 pagesScalpKaruna PrabhuNo ratings yet
- N 2N2 20 as-SE.: March 3, 1959 A. Thomas 2,876,368Document4 pagesN 2N2 20 as-SE.: March 3, 1959 A. Thomas 2,876,368Aaron LuoNo ratings yet
- 31Document15 pages31Amit TamboliNo ratings yet
- ReflexologyDocument2 pagesReflexologyAnge LockNo ratings yet
- Code Search Assignment 1Document6 pagesCode Search Assignment 1Jackie BeadmanNo ratings yet