Download as pdf or txt
You might also like
- 1980 Book HorizonsOfQuantumChemistry PDFDocument290 pages1980 Book HorizonsOfQuantumChemistry PDFSean HsuNo ratings yet
- Training Material of PW PL3202A-1Document27 pagesTraining Material of PW PL3202A-1Mohamed Salah100% (1)
- Upersaturated Solid Solution of Niobium in Copper by Mechanical AlloyingDocument7 pagesUpersaturated Solid Solution of Niobium in Copper by Mechanical AlloyingjoeufscNo ratings yet
- Fedotov 16 Rich Man Welding JDocument5 pagesFedotov 16 Rich Man Welding JAngga Pamilu PutraNo ratings yet
- Tribological and Mechanical Characterization of Nickel Aluminium Bronze (NAB) Manufactured by Laser Powder-Bed Fusion (L-PBF)Document10 pagesTribological and Mechanical Characterization of Nickel Aluminium Bronze (NAB) Manufactured by Laser Powder-Bed Fusion (L-PBF)Fathia AlkelaeNo ratings yet
- Effect NB+ MoDocument5 pagesEffect NB+ MoHICHAM SBAITINo ratings yet
- Chapter Synopsis: BMM3643 Manufacturing ProcessesDocument12 pagesChapter Synopsis: BMM3643 Manufacturing Processesemadaddin alezzaniNo ratings yet
- The Role of Addition of Ni On The Microstructure and Mechanical Behaviour of C-MN Weld MetalsDocument8 pagesThe Role of Addition of Ni On The Microstructure and Mechanical Behaviour of C-MN Weld MetalsAhmed Ibrahim Ahmed EissaNo ratings yet
- Effect On The Mechanical Properties of Gray Cast Iron With Variation of Copper and Molybdenum As Alloying Elements IJERTV3IS050215Document4 pagesEffect On The Mechanical Properties of Gray Cast Iron With Variation of Copper and Molybdenum As Alloying Elements IJERTV3IS050215Aniket LimbekarNo ratings yet
- Journal of Alloys and Compounds: C. Salvo, C. Aguilar, R. Cardoso-Gil, A. Medina, L. Bejar, R.V. MangalarajaDocument10 pagesJournal of Alloys and Compounds: C. Salvo, C. Aguilar, R. Cardoso-Gil, A. Medina, L. Bejar, R.V. MangalarajanadhirahNo ratings yet
- InfluenceofNbontheβ→α″martensiticphasetransformationand propertiesofthenewlydesignedTi-Fe-NballoysDocument8 pagesInfluenceofNbontheβ→α″martensiticphasetransformationand propertiesofthenewlydesignedTi-Fe-NballoysVitória Hellem Marques Costa GuedesNo ratings yet
- Effect of High Intensity Ultrasonic Treatment On Microstructural Modification and Hardness of A Nickel-Aluminum Bronze AlloyDocument10 pagesEffect of High Intensity Ultrasonic Treatment On Microstructural Modification and Hardness of A Nickel-Aluminum Bronze AlloyFathia AlkelaeNo ratings yet
- Materials Science and Engineering ADocument5 pagesMaterials Science and Engineering AMoin ANo ratings yet
- Effect of Mixing On The Properties of Nanocarbon Containing Al2O3 C Continuous Casting RefractoriesDocument8 pagesEffect of Mixing On The Properties of Nanocarbon Containing Al2O3 C Continuous Casting RefractoriesAnonymous gQyrTUHX38No ratings yet
- J Matdes 2014 09 025Document9 pagesJ Matdes 2014 09 025fangx7378No ratings yet
- The Effect of Mo On The Characteristics of A Plasma Nitrided Layer of Sintered IronDocument8 pagesThe Effect of Mo On The Characteristics of A Plasma Nitrided Layer of Sintered IronJavier AcuñaNo ratings yet
- COBALT - FACTS-Metallurgical - UsesDocument15 pagesCOBALT - FACTS-Metallurgical - UsesMarlon BombiNo ratings yet
- Ferrite Acicular WJ - 1990 - 12 - s454Document8 pagesFerrite Acicular WJ - 1990 - 12 - s454Filipe CordeiroNo ratings yet
- Haq Microstructure AMM 3 2018Document4 pagesHaq Microstructure AMM 3 2018Muhammad AneeqNo ratings yet
- Microstructure and Mechanical Properties of Microalloyed High-Strength Transformation-Induced Plasticity SteelsDocument7 pagesMicrostructure and Mechanical Properties of Microalloyed High-Strength Transformation-Induced Plasticity Steelsth34560No ratings yet
- α + β-type alloy,Document3 pagesα + β-type alloy,rkmails2k2No ratings yet
- Wang CoCrMoW 2019+++Document7 pagesWang CoCrMoW 2019+++Михаил ВасильевNo ratings yet
- Sadeghian 2011Document5 pagesSadeghian 2011Amber WilliamsNo ratings yet
- Journal of Alloys and Compounds: Dapeng Zhao, Keke Chang, Thomas Ebel, Hemin Nie, Regine Willumeit, Florian PyczakDocument8 pagesJournal of Alloys and Compounds: Dapeng Zhao, Keke Chang, Thomas Ebel, Hemin Nie, Regine Willumeit, Florian PyczakDhimaz AdhityaNo ratings yet
- Effect of Pouring Temperature On A356-TiB2 MMCs Cast in Sand and Permanent Moulds by In-Situ MethodDocument5 pagesEffect of Pouring Temperature On A356-TiB2 MMCs Cast in Sand and Permanent Moulds by In-Situ MethodRavi CNo ratings yet
- Graphene Aluminum NanocompositesDocument5 pagesGraphene Aluminum NanocompositesHARSH YADAVNo ratings yet
- Microstructure and Mechanical Properties of AustenDocument7 pagesMicrostructure and Mechanical Properties of AustenkarahandevrimNo ratings yet
- Wiesen Er 2017Document9 pagesWiesen Er 2017Cimpoesu NicanorNo ratings yet
- 1 s2.0 S2213956720300578 MainDocument13 pages1 s2.0 S2213956720300578 Mainmanoj kumar GNo ratings yet
- Patel J - ULNb Solution For Commodty Grade Structural SteelsDocument8 pagesPatel J - ULNb Solution For Commodty Grade Structural SteelsimetallurgyNo ratings yet
- FeMo Publication Swinbourne 2018 Paper For MPEM - FINALDocument12 pagesFeMo Publication Swinbourne 2018 Paper For MPEM - FINALJuan Ignacio Gonzalez CabreraNo ratings yet
- Bainite Obtaining CIDocument6 pagesBainite Obtaining CIashokjkhannaNo ratings yet
- Materials Science & Engineering ADocument8 pagesMaterials Science & Engineering Avladimirsoler01No ratings yet
- DocumentoDocument8 pagesDocumentoIbsonhNo ratings yet
- Electrochemical Corrosion Behavior of Biomedical Ti-22Nb and Ti-22Nb-6Zr Alloys in Saline MediumDocument7 pagesElectrochemical Corrosion Behavior of Biomedical Ti-22Nb and Ti-22Nb-6Zr Alloys in Saline MediumIBTISSAM ZBIRINo ratings yet
- Hirosawa 1991Document4 pagesHirosawa 1991tehtnicaNo ratings yet
- Influence of Trace Boron Addition On Microstructure, Tensile Properties and Their Anisotropy of Ti6Al4V Fabricated by Laser DirectedDocument15 pagesInfluence of Trace Boron Addition On Microstructure, Tensile Properties and Their Anisotropy of Ti6Al4V Fabricated by Laser Directedbryan zhuoNo ratings yet
- Soft Magnetic Properties of Magnetic Cores Assembled With A High Bs Fe-Based Nanocrystalline AlloyDocument6 pagesSoft Magnetic Properties of Magnetic Cores Assembled With A High Bs Fe-Based Nanocrystalline AlloyCiencias aplicadas y experimentaciónNo ratings yet
- Gao 2009Document5 pagesGao 2009PEEYUSH MISHRANo ratings yet
- 1 s2.0 S1359646202005511 MainDocument5 pages1 s2.0 S1359646202005511 MainVidya me20d015No ratings yet
- Laser Powder Bed FusionDocument12 pagesLaser Powder Bed FusionchethanNo ratings yet
- Effect of Boron and Carbon Addition On Microstructure and Mec 2015 MaterialsDocument14 pagesEffect of Boron and Carbon Addition On Microstructure and Mec 2015 Materialsnarayananx5No ratings yet
- Nano PermDocument6 pagesNano PermTrongTanLeNo ratings yet
- Physica B: Truong Xuan Nguyen, Khanh Van Nguyen, Vuong Van NguyenDocument5 pagesPhysica B: Truong Xuan Nguyen, Khanh Van Nguyen, Vuong Van NguyenEugen MantaNo ratings yet
- Sintering Parameters Consequence On Microstructure and Hardness of Copper Alloy Prepared by Powder MetallurgyDocument6 pagesSintering Parameters Consequence On Microstructure and Hardness of Copper Alloy Prepared by Powder MetallurgytonyNo ratings yet
- Journal of Magnetism and Magnetic Materials: Sea-Fue Wang, Ying-Jung Chiang, Yung-Fu Hsu, Chi-Huei ChenDocument7 pagesJournal of Magnetism and Magnetic Materials: Sea-Fue Wang, Ying-Jung Chiang, Yung-Fu Hsu, Chi-Huei ChenSajjad HasanNo ratings yet
- 2014 - 11 - Basic Metallurgy Grey Iron PDFDocument34 pages2014 - 11 - Basic Metallurgy Grey Iron PDFfelipeNo ratings yet
- Anitha 2022 IOP Conf. Ser. Mater. Sci. Eng. 1248 012100Document10 pagesAnitha 2022 IOP Conf. Ser. Mater. Sci. Eng. 1248 012100Grego GuillenNo ratings yet
- Texto de Apoyo Unidad 1 - Paper Homogenization AA2099Document9 pagesTexto de Apoyo Unidad 1 - Paper Homogenization AA2099DiegoNo ratings yet
- 2014yan - IEE - Enhanced Magnetic Properties of Sintered Ce-Fe-B-BasedDocument4 pages2014yan - IEE - Enhanced Magnetic Properties of Sintered Ce-Fe-B-BasedPatrícia CanazartNo ratings yet
- Boron 15crmo3 PDFDocument9 pagesBoron 15crmo3 PDFSuriyachai NiamsornNo ratings yet
- The Effect of Ageing Treatment of Aluminum Alloys For Fuselage Structure-Light AircraftDocument4 pagesThe Effect of Ageing Treatment of Aluminum Alloys For Fuselage Structure-Light AircraftInês RebeloNo ratings yet
- Boride Coatings Obtained by Pack Cementation Deposited On Powder Metallurgy andDocument8 pagesBoride Coatings Obtained by Pack Cementation Deposited On Powder Metallurgy andoğuz cantürkNo ratings yet
- Afonso Et Al-2017-Advanced Engineering MaterialsDocument6 pagesAfonso Et Al-2017-Advanced Engineering MaterialsVipul SaxenaNo ratings yet
- Microstructural Development andDocument11 pagesMicrostructural Development andlemuel bacsaNo ratings yet
- 1 s2.0 S1359646220308125 MainDocument6 pages1 s2.0 S1359646220308125 MainVenkatesh PandianNo ratings yet
- Aging Behavior and Mechanical Properties of Maraging Steels in The Presence of Submicrocrystalline Laves Phase ParticlesDocument6 pagesAging Behavior and Mechanical Properties of Maraging Steels in The Presence of Submicrocrystalline Laves Phase ParticlesMarcelo de Freitas DantasNo ratings yet
- High Strength, Ductile Braze Repairs For Stationary Gas Turbine Components-Part IIDocument10 pagesHigh Strength, Ductile Braze Repairs For Stationary Gas Turbine Components-Part IIkangsungjinNo ratings yet
- Microstructure and Dry Wear Properties of Ti-Nb Alloys For Dental ProsthesesDocument6 pagesMicrostructure and Dry Wear Properties of Ti-Nb Alloys For Dental ProsthesesMR GOKCHENNo ratings yet
- Abrasive Wear Behavior of Austempered Ductile Iron With Niobium AdditionsDocument8 pagesAbrasive Wear Behavior of Austempered Ductile Iron With Niobium AdditionsEverton CostaNo ratings yet
- Titanium and Titanium Alloys: Fundamentals and ApplicationsFrom EverandTitanium and Titanium Alloys: Fundamentals and ApplicationsChristoph LeyensNo ratings yet
- Nanomaterials: Biomedical, Environmental, and Engineering ApplicationsFrom EverandNanomaterials: Biomedical, Environmental, and Engineering ApplicationsSuvardhan KanchiNo ratings yet
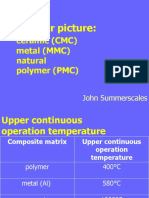
- Mats347a15 MMC CMCDocument22 pagesMats347a15 MMC CMCVipul SaxenaNo ratings yet
- Paper and Pulp Industry Manufacturing and Treatment Processes A Review IJERTCON011Document5 pagesPaper and Pulp Industry Manufacturing and Treatment Processes A Review IJERTCON011Vipul SaxenaNo ratings yet
- Afonso Et Al-2017-Advanced Engineering MaterialsDocument6 pagesAfonso Et Al-2017-Advanced Engineering MaterialsVipul SaxenaNo ratings yet
- International Journal of Solids and Structures: J.A. Sanz-Herrera, A.R. BoccacciniDocument12 pagesInternational Journal of Solids and Structures: J.A. Sanz-Herrera, A.R. BoccacciniVipul SaxenaNo ratings yet
- Co - Po Assessment and Attainment Process: Department OF PhysicsDocument6 pagesCo - Po Assessment and Attainment Process: Department OF PhysicsVipul SaxenaNo ratings yet
- Gate Leaf - SIDocument100 pagesGate Leaf - SIbambang satryojatiNo ratings yet
- Dr. Who - The Eighth Doctor 50 - Grimm RealityDocument134 pagesDr. Who - The Eighth Doctor 50 - Grimm RealityningulsNo ratings yet
- 231M009 Absolute VolumeDocument24 pages231M009 Absolute VolumeAngelo Danny VelascoNo ratings yet
- ASME PCC-1 Appendix-O-CalculationDocument23 pagesASME PCC-1 Appendix-O-Calculationvpjagannaath50% (2)
- Basic Chemistry PracticalDocument13 pagesBasic Chemistry PracticalkingsleyaliborNo ratings yet
- Proponents: Ambita, Jeffrey J. Indefenso, Antonette P. Reyes, Melvin Bien Z. Serenio, David Christian A. Vitangcol, Rafael PDocument16 pagesProponents: Ambita, Jeffrey J. Indefenso, Antonette P. Reyes, Melvin Bien Z. Serenio, David Christian A. Vitangcol, Rafael PJeffrey AmbitaNo ratings yet
- Project Presentation: Department of Civil Engineering Government Engineering College, Ajmer Session:-2019-2020Document18 pagesProject Presentation: Department of Civil Engineering Government Engineering College, Ajmer Session:-2019-2020PrinceNo ratings yet
- Production of X-RAYS Using X-RAY Tube: Journal of Physics: Conference SeriesDocument13 pagesProduction of X-RAYS Using X-RAY Tube: Journal of Physics: Conference SeriesATWIJUKIRE DICKENSNo ratings yet
- Revision Paper Physics-12, Unit-XiDocument2 pagesRevision Paper Physics-12, Unit-XiroshanvalexNo ratings yet
- Physical Volume2 Solution-20211123125008233883Document162 pagesPhysical Volume2 Solution-20211123125008233883aryankmsingh22No ratings yet
- RSP CalibrationDocument23 pagesRSP CalibrationHanyi JangNo ratings yet
- Applied Thermodynamics: BITS PilaniDocument35 pagesApplied Thermodynamics: BITS PilaniAnmol BansalNo ratings yet
- 3 Preparation, Thermal Cutting & BendingDocument8 pages3 Preparation, Thermal Cutting & Bendingrohit574No ratings yet
- Machining CalculationsDocument20 pagesMachining Calculationsikhwan ajja88% (8)
- Embedded PCBcomponentsDocument12 pagesEmbedded PCBcomponentsAbhishek SinghNo ratings yet
- Turbine Vibration: Description Alarm Setpoint (Mils) Trip Setpoint (Mils)Document4 pagesTurbine Vibration: Description Alarm Setpoint (Mils) Trip Setpoint (Mils)Alejandro Lopez RamirezNo ratings yet
- Ushar Kay Ahkam PDFDocument44 pagesUshar Kay Ahkam PDFSaif aliNo ratings yet
- Rilling Engineering Equations DDocument5 pagesRilling Engineering Equations Dمحمد الحكيميNo ratings yet
- Chapter One: Electric Charges and FieldDocument65 pagesChapter One: Electric Charges and FieldShankar RNo ratings yet
- CouplingsDocument28 pagesCouplingsAldrin BernardoNo ratings yet
- The General Theory of Stresses and Displacements in Layered Systems. IDocument7 pagesThe General Theory of Stresses and Displacements in Layered Systems. IWissem TaktakNo ratings yet
- Three (3) PHD Positions in Positron Emission Tomography Quantification DepartmentDocument1 pageThree (3) PHD Positions in Positron Emission Tomography Quantification DepartmentIntan Apriliani Syarifatul Mu'minahNo ratings yet
- Settling Tanks ("Clarifiers") : (Nazaroff & Alvarez-Cohen, Section 6.C.1) (Mihelcic & Zimmerman, Section 10.7, Augmented)Document10 pagesSettling Tanks ("Clarifiers") : (Nazaroff & Alvarez-Cohen, Section 6.C.1) (Mihelcic & Zimmerman, Section 10.7, Augmented)ParulNo ratings yet
- Split Type Air Conditioner: Models Indoor Unit Outdoor UnitDocument15 pagesSplit Type Air Conditioner: Models Indoor Unit Outdoor Unitbigor2No ratings yet
- FLXible Neon2 Dual SpacSheetDocument3 pagesFLXible Neon2 Dual SpacSheetJRamNo ratings yet
- A Review On Various Con Figurations of The Passive Tuned Liquid DamperDocument36 pagesA Review On Various Con Figurations of The Passive Tuned Liquid DamperANUPAM DASNo ratings yet
- Electromagnetic InductionDocument22 pagesElectromagnetic InductionAyush PatwardhanNo ratings yet
- DeterminantDocument13 pagesDeterminantMayank TiwaryNo ratings yet