
Protection and Inspection of Components Fitting: Table 3
Protection and Inspection of Components Fitting: Table 3
You might also like
- Sany-Product-Family 230704 153456Document2 pagesSany-Product-Family 230704 153456Osama Ehtawish0% (1)
- Diagrama Electrico 320c PDFDocument2 pagesDiagrama Electrico 320c PDFPutra Jawa100% (2)
- Selenium Interview Questions - CognizantDocument20 pagesSelenium Interview Questions - CognizantJessie SokhiNo ratings yet
- f1 in School Project MGMTDocument13 pagesf1 in School Project MGMTFaizal AbdullahNo ratings yet
- FT450 Honda K20-24 EngDocument4 pagesFT450 Honda K20-24 EngMos stckrNo ratings yet
- Overall Electrical Wiring DiagramDocument88 pagesOverall Electrical Wiring DiagramMd.Shafikul islamNo ratings yet
- SUV/4x4/VAN: Road VentureDocument1 pageSUV/4x4/VAN: Road VentureDanielMuñozNo ratings yet
- Technical Specifications: Analog Input CharacteristicsDocument2 pagesTechnical Specifications: Analog Input CharacteristicsBisik TasikNo ratings yet
- Team CJM Report-FillableDocument1 pageTeam CJM Report-Fillabledianabustamante71No ratings yet
- E3 PDFDocument1 pageE3 PDFJefferson SubilNo ratings yet
- PS3 Exam 2 Summary WSDocument2 pagesPS3 Exam 2 Summary WSWilliam ShenNo ratings yet
- Strat Set 1 Volume 2 Tone PP Reactive 5 Way Super Switch Battery PackDocument1 pageStrat Set 1 Volume 2 Tone PP Reactive 5 Way Super Switch Battery PackJhonny CavidesNo ratings yet
- Rotary Compressor: General Information SCI R-22, Ultra Tropical, R-407C, R-410ADocument1 pageRotary Compressor: General Information SCI R-22, Ultra Tropical, R-407C, R-410AAntonio PazNo ratings yet
- Mazeej Wadih El Safi: PercussionDocument2 pagesMazeej Wadih El Safi: PercussionlucasakrNo ratings yet
- Chemistry For Today General Organic and Biochemistry 10Th Edition Spencer L Seager Full ChapterDocument51 pagesChemistry For Today General Organic and Biochemistry 10Th Edition Spencer L Seager Full Chapterevelyn.whatley794100% (16)
- 90° Elbow Light-Duty Rigid Coupling: Vds VdsDocument1 page90° Elbow Light-Duty Rigid Coupling: Vds VdsMirko Gutierrez QuirozNo ratings yet
- MBA 3-20 Dimensioned DrawingDocument1 pageMBA 3-20 Dimensioned Drawingandres061086No ratings yet
- Stony Brook University Parking Map: F E D C B ADocument2 pagesStony Brook University Parking Map: F E D C B Adonald trumpppNo ratings yet
- Gebruiksaanwijziging: Pro EquipmentDocument6 pagesGebruiksaanwijziging: Pro Equipment9kjk8bhfbrNo ratings yet
- 48 Hilux (Cont. Next Page) : Audio System, Navigation System, Rear View Monitor SystemDocument3 pages48 Hilux (Cont. Next Page) : Audio System, Navigation System, Rear View Monitor SystemBASILIO JARA HUERTANo ratings yet
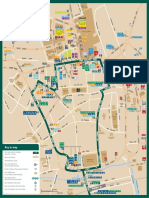
- Key To Map: StreetDocument1 pageKey To Map: StreetMark PickeringNo ratings yet
- Product Selection Guide 1 1Document2 pagesProduct Selection Guide 1 1rajeshdaveNo ratings yet
- Motor Induksi 3 FasaDocument1 pageMotor Induksi 3 FasaJustin SitohangNo ratings yet
- Nozzle Vs PartsDocument20 pagesNozzle Vs PartsakhilNo ratings yet
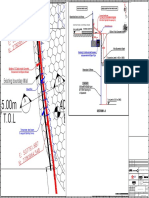
- Temporary Support For West FenceDocument1 pageTemporary Support For West FenceMohamed ElsayedNo ratings yet
- 40G/43G Technical Poster: Section Overhead Line Overhead High-Order Path Overhead Low-Order Path OverheadDocument2 pages40G/43G Technical Poster: Section Overhead Line Overhead High-Order Path Overhead Low-Order Path Overheadchuang xuNo ratings yet
- PM2xxx PMC Register List - v1001Document26 pagesPM2xxx PMC Register List - v1001ArsyadNo ratings yet
- XPulse 200TDocument2 pagesXPulse 200TJefry SalazarNo ratings yet
- Comau Medium Payload Eng NJDocument2 pagesComau Medium Payload Eng NJHakan BayrakNo ratings yet
- Fullen PINZA DE FARDO Catalog May21Document4 pagesFullen PINZA DE FARDO Catalog May21xrealqimicoNo ratings yet
- PhysiologyDocument11 pagesPhysiologypotro patoNo ratings yet
- Detail 3 - Connection To The Earthing Grid of Metallic StructuresDocument1 pageDetail 3 - Connection To The Earthing Grid of Metallic StructuresAurelienNo ratings yet
- Compressor: 17 Blower FeedbackDocument1 pageCompressor: 17 Blower FeedbackANH LÊNo ratings yet
- Emerson ACDocument20 pagesEmerson ACMorryNo ratings yet
- Mix Design Standard Format 2017Document4 pagesMix Design Standard Format 2017Eyutt HghghNo ratings yet
- 04 - Oven Electrical SchematicDocument1 page04 - Oven Electrical SchematicUmaid IqbalNo ratings yet
- PGM-FI System A B C DDocument1 pagePGM-FI System A B C DPedroPalotesNo ratings yet
- Upper Yosemite Fall: Yosemite Valley Visitor CenterDocument1 pageUpper Yosemite Fall: Yosemite Valley Visitor Centerfernandombs100% (1)
- Let's Start With The PRIMA: A Solution That Only A Pioneer Can OfferDocument3 pagesLet's Start With The PRIMA: A Solution That Only A Pioneer Can Offerduc vinhNo ratings yet
- Oåel Beton: Proprietãåi MecaniceDocument2 pagesOåel Beton: Proprietãåi MecaniceAna-Maria VargaNo ratings yet
- Caracteristici Otel BetonDocument2 pagesCaracteristici Otel Betonridzim4638No ratings yet
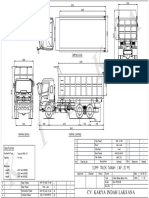
- DT 20 M3 602315-kOTAKDocument1 pageDT 20 M3 602315-kOTAKMild-yh GarnadiNo ratings yet
- Adobe Scan 16 Jun. 2023Document1 pageAdobe Scan 16 Jun. 2023Juan David Ruiz mapuraNo ratings yet
- 0936E0901R00Document1 page0936E0901R00Gervasio SimaoNo ratings yet
- Upper Yosemite Fall: Yosemite Valley Visitor Center and TheaterDocument1 pageUpper Yosemite Fall: Yosemite Valley Visitor Center and TheaterAmericanizouNo ratings yet
- CF108Document1 pageCF108AlthaafNo ratings yet
- FT450-2 RotoresDocument1 pageFT450-2 RotoresJDM RICER KINGNo ratings yet
- Kip D 1001071709 003 PDFDocument1 pageKip D 1001071709 003 PDFHisham AfzalNo ratings yet
- Tensiune Nominala: Cabluri Fara Halogen Pana La 1 KVDocument2 pagesTensiune Nominala: Cabluri Fara Halogen Pana La 1 KVoctavvvianNo ratings yet
- Alaquàs: Route POI NTS OF I Nterest Castle Palace OF AlaquàsDocument2 pagesAlaquàs: Route POI NTS OF I Nterest Castle Palace OF AlaquàsJuan Garcia TausteNo ratings yet
- 1cx Hydraulics Schematic FinalDocument5 pages1cx Hydraulics Schematic FinalHelioNo ratings yet
- DatasheetDocument1 pageDatasheetguapodelejosNo ratings yet
- Generador Gas Modelo 25CCL KOHLER PDFDocument3 pagesGenerador Gas Modelo 25CCL KOHLER PDFIvanoski BlancoNo ratings yet
- RCP6 (S) SA4C - p13 14Document2 pagesRCP6 (S) SA4C - p13 14TuanNo ratings yet
- 13.8Kv U/V Load Shedding Panel-2 +uvls.2: D HA555 P 3-1313003.03 EA-383186 4400004656Document1 page13.8Kv U/V Load Shedding Panel-2 +uvls.2: D HA555 P 3-1313003.03 EA-383186 4400004656Anonymous BZQOJwWIh6No ratings yet
- GGBL1013: Product Data SheetDocument1 pageGGBL1013: Product Data SheetAndy QuynhNo ratings yet
- This Is New PDFDocument1 pageThis Is New PDFAnonymous BZQOJwWIh6No ratings yet
- Heavy Duty Impact Wrenches: Powerful, Compact Tools For Demanding ApplicationsDocument4 pagesHeavy Duty Impact Wrenches: Powerful, Compact Tools For Demanding Applicationsjoker63000No ratings yet
- PTL 006 04 2021 OneInchCordless 05 14 FDocument2 pagesPTL 006 04 2021 OneInchCordless 05 14 FLuis Daniel YnoquioNo ratings yet
- Stop LightDocument1 pageStop LightdimasNo ratings yet
- SvcMap GasDocument1 pageSvcMap GasDoug RoweNo ratings yet
- Eurasian Cities: New Realities along the Silk RoadFrom EverandEurasian Cities: New Realities along the Silk RoadRating: 3.5 out of 5 stars3.5/5 (1)
- Siemens 3VT MCCBDocument39 pagesSiemens 3VT MCCBerkamlakar2234No ratings yet
- Prasanna Uday Patil, Supriya Sudhir Pendke, Mousumi Bandyopadhyay, Purban GangulyDocument4 pagesPrasanna Uday Patil, Supriya Sudhir Pendke, Mousumi Bandyopadhyay, Purban GangulyMinh NguyenNo ratings yet
- TGDocument180 pagesTGavikram1984No ratings yet
- BIOLS102-UOB-Chapter 10Document8 pagesBIOLS102-UOB-Chapter 10Noor JanahiNo ratings yet
- Orangutan ListDocument5 pagesOrangutan ListRam ChandiranNo ratings yet
- PDS - SP-9888 Tank Lining PDFDocument6 pagesPDS - SP-9888 Tank Lining PDFSherif AbdelhameedNo ratings yet
- Vanishing Point by Felix Cheong SampleDocument13 pagesVanishing Point by Felix Cheong SampleWendy ChanNo ratings yet
- WSS ProdCat 2013 Lowres Final v2 PDFDocument861 pagesWSS ProdCat 2013 Lowres Final v2 PDFJuriandi SaputraNo ratings yet
- Cutter-Marble - Bosch GDM13-34Document79 pagesCutter-Marble - Bosch GDM13-34tamilmanoharNo ratings yet
- The Autism Diagnostic Observation Schedule, Module 4: Application of The Revised Algorithms in An Independent, Well-Defined, Dutch Sample (N 93)Document11 pagesThe Autism Diagnostic Observation Schedule, Module 4: Application of The Revised Algorithms in An Independent, Well-Defined, Dutch Sample (N 93)Laura CamusNo ratings yet
- 3987 SDS (GHS) - I-ChemDocument4 pages3987 SDS (GHS) - I-ChemAmirHakimRusliNo ratings yet
- Welcome Back! B1 SVDocument4 pagesWelcome Back! B1 SVMagda StręciwilkNo ratings yet
- Friction Worksheet: Part A Questions - Multiple ChoiceDocument2 pagesFriction Worksheet: Part A Questions - Multiple ChoiceAmos JosephatNo ratings yet
- Acm 4 - B4-A1Document4 pagesAcm 4 - B4-A1Heru HaryantoNo ratings yet
- Israel's Agriculture BookletDocument58 pagesIsrael's Agriculture BookletShrikant KajaleNo ratings yet
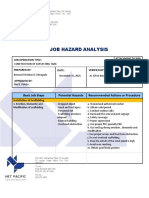
- Job Hazard Analysis: Basic Job Steps Potential Hazards Recommended Actions or ProcedureDocument3 pagesJob Hazard Analysis: Basic Job Steps Potential Hazards Recommended Actions or ProcedureBernard Christian DimaguilaNo ratings yet
- Av 10 Universal Remote Control ManualDocument13 pagesAv 10 Universal Remote Control Manualovidiu200970% (10)
- HBR Catalogue Eng KKPCDocument2 pagesHBR Catalogue Eng KKPCIulian Victor MafteiNo ratings yet
- NO Memo No. 21 S. 2018 Adherence To Training Policy PDFDocument10 pagesNO Memo No. 21 S. 2018 Adherence To Training Policy PDFKemberly Semaña PentonNo ratings yet
- DKE344 BibDocument2 pagesDKE344 BibMohamad SleimanNo ratings yet
- Unit 4 ListeningDocument3 pagesUnit 4 ListeningAnh TamNo ratings yet
- Turbine Gas G.T.G. 1Document17 pagesTurbine Gas G.T.G. 1wilsonNo ratings yet
- Mock Trial Task CardsDocument8 pagesMock Trial Task CardsVitaliy Fedchenko0% (1)
- ISO 9001 Awareness AmaDocument51 pagesISO 9001 Awareness AmaHisar SimanjuntakNo ratings yet
- Ple New Entry Codes 2024Document93 pagesPle New Entry Codes 2024luqmanluqs2No ratings yet
- FM Assignment Booster ChaiDocument26 pagesFM Assignment Booster ChaiAbin ShaNo ratings yet
- BobliDocument2 pagesBoblisuman karNo ratings yet
- D 12332Document108 pagesD 12332jesus_hfNo ratings yet






















































































Download as pdf or txt
You might also like
- Sany-Product-Family 230704 153456Document2 pagesSany-Product-Family 230704 153456Osama Ehtawish0% (1)
- Diagrama Electrico 320c PDFDocument2 pagesDiagrama Electrico 320c PDFPutra Jawa100% (2)
- Selenium Interview Questions - CognizantDocument20 pagesSelenium Interview Questions - CognizantJessie SokhiNo ratings yet
- f1 in School Project MGMTDocument13 pagesf1 in School Project MGMTFaizal AbdullahNo ratings yet
- FT450 Honda K20-24 EngDocument4 pagesFT450 Honda K20-24 EngMos stckrNo ratings yet
- Overall Electrical Wiring DiagramDocument88 pagesOverall Electrical Wiring DiagramMd.Shafikul islamNo ratings yet
- SUV/4x4/VAN: Road VentureDocument1 pageSUV/4x4/VAN: Road VentureDanielMuñozNo ratings yet
- Technical Specifications: Analog Input CharacteristicsDocument2 pagesTechnical Specifications: Analog Input CharacteristicsBisik TasikNo ratings yet
- Team CJM Report-FillableDocument1 pageTeam CJM Report-Fillabledianabustamante71No ratings yet
- E3 PDFDocument1 pageE3 PDFJefferson SubilNo ratings yet
- PS3 Exam 2 Summary WSDocument2 pagesPS3 Exam 2 Summary WSWilliam ShenNo ratings yet
- Strat Set 1 Volume 2 Tone PP Reactive 5 Way Super Switch Battery PackDocument1 pageStrat Set 1 Volume 2 Tone PP Reactive 5 Way Super Switch Battery PackJhonny CavidesNo ratings yet
- Rotary Compressor: General Information SCI R-22, Ultra Tropical, R-407C, R-410ADocument1 pageRotary Compressor: General Information SCI R-22, Ultra Tropical, R-407C, R-410AAntonio PazNo ratings yet
- Mazeej Wadih El Safi: PercussionDocument2 pagesMazeej Wadih El Safi: PercussionlucasakrNo ratings yet
- Chemistry For Today General Organic and Biochemistry 10Th Edition Spencer L Seager Full ChapterDocument51 pagesChemistry For Today General Organic and Biochemistry 10Th Edition Spencer L Seager Full Chapterevelyn.whatley794100% (16)
- 90° Elbow Light-Duty Rigid Coupling: Vds VdsDocument1 page90° Elbow Light-Duty Rigid Coupling: Vds VdsMirko Gutierrez QuirozNo ratings yet
- MBA 3-20 Dimensioned DrawingDocument1 pageMBA 3-20 Dimensioned Drawingandres061086No ratings yet
- Stony Brook University Parking Map: F E D C B ADocument2 pagesStony Brook University Parking Map: F E D C B Adonald trumpppNo ratings yet
- Gebruiksaanwijziging: Pro EquipmentDocument6 pagesGebruiksaanwijziging: Pro Equipment9kjk8bhfbrNo ratings yet
- 48 Hilux (Cont. Next Page) : Audio System, Navigation System, Rear View Monitor SystemDocument3 pages48 Hilux (Cont. Next Page) : Audio System, Navigation System, Rear View Monitor SystemBASILIO JARA HUERTANo ratings yet
- Key To Map: StreetDocument1 pageKey To Map: StreetMark PickeringNo ratings yet
- Product Selection Guide 1 1Document2 pagesProduct Selection Guide 1 1rajeshdaveNo ratings yet
- Motor Induksi 3 FasaDocument1 pageMotor Induksi 3 FasaJustin SitohangNo ratings yet
- Nozzle Vs PartsDocument20 pagesNozzle Vs PartsakhilNo ratings yet
- Temporary Support For West FenceDocument1 pageTemporary Support For West FenceMohamed ElsayedNo ratings yet
- 40G/43G Technical Poster: Section Overhead Line Overhead High-Order Path Overhead Low-Order Path OverheadDocument2 pages40G/43G Technical Poster: Section Overhead Line Overhead High-Order Path Overhead Low-Order Path Overheadchuang xuNo ratings yet
- PM2xxx PMC Register List - v1001Document26 pagesPM2xxx PMC Register List - v1001ArsyadNo ratings yet
- XPulse 200TDocument2 pagesXPulse 200TJefry SalazarNo ratings yet
- Comau Medium Payload Eng NJDocument2 pagesComau Medium Payload Eng NJHakan BayrakNo ratings yet
- Fullen PINZA DE FARDO Catalog May21Document4 pagesFullen PINZA DE FARDO Catalog May21xrealqimicoNo ratings yet
- PhysiologyDocument11 pagesPhysiologypotro patoNo ratings yet
- Detail 3 - Connection To The Earthing Grid of Metallic StructuresDocument1 pageDetail 3 - Connection To The Earthing Grid of Metallic StructuresAurelienNo ratings yet
- Compressor: 17 Blower FeedbackDocument1 pageCompressor: 17 Blower FeedbackANH LÊNo ratings yet
- Emerson ACDocument20 pagesEmerson ACMorryNo ratings yet
- Mix Design Standard Format 2017Document4 pagesMix Design Standard Format 2017Eyutt HghghNo ratings yet
- 04 - Oven Electrical SchematicDocument1 page04 - Oven Electrical SchematicUmaid IqbalNo ratings yet
- PGM-FI System A B C DDocument1 pagePGM-FI System A B C DPedroPalotesNo ratings yet
- Upper Yosemite Fall: Yosemite Valley Visitor CenterDocument1 pageUpper Yosemite Fall: Yosemite Valley Visitor Centerfernandombs100% (1)
- Let's Start With The PRIMA: A Solution That Only A Pioneer Can OfferDocument3 pagesLet's Start With The PRIMA: A Solution That Only A Pioneer Can Offerduc vinhNo ratings yet
- Oåel Beton: Proprietãåi MecaniceDocument2 pagesOåel Beton: Proprietãåi MecaniceAna-Maria VargaNo ratings yet
- Caracteristici Otel BetonDocument2 pagesCaracteristici Otel Betonridzim4638No ratings yet
- DT 20 M3 602315-kOTAKDocument1 pageDT 20 M3 602315-kOTAKMild-yh GarnadiNo ratings yet
- Adobe Scan 16 Jun. 2023Document1 pageAdobe Scan 16 Jun. 2023Juan David Ruiz mapuraNo ratings yet
- 0936E0901R00Document1 page0936E0901R00Gervasio SimaoNo ratings yet
- Upper Yosemite Fall: Yosemite Valley Visitor Center and TheaterDocument1 pageUpper Yosemite Fall: Yosemite Valley Visitor Center and TheaterAmericanizouNo ratings yet
- CF108Document1 pageCF108AlthaafNo ratings yet
- FT450-2 RotoresDocument1 pageFT450-2 RotoresJDM RICER KINGNo ratings yet
- Kip D 1001071709 003 PDFDocument1 pageKip D 1001071709 003 PDFHisham AfzalNo ratings yet
- Tensiune Nominala: Cabluri Fara Halogen Pana La 1 KVDocument2 pagesTensiune Nominala: Cabluri Fara Halogen Pana La 1 KVoctavvvianNo ratings yet
- Alaquàs: Route POI NTS OF I Nterest Castle Palace OF AlaquàsDocument2 pagesAlaquàs: Route POI NTS OF I Nterest Castle Palace OF AlaquàsJuan Garcia TausteNo ratings yet
- 1cx Hydraulics Schematic FinalDocument5 pages1cx Hydraulics Schematic FinalHelioNo ratings yet
- DatasheetDocument1 pageDatasheetguapodelejosNo ratings yet
- Generador Gas Modelo 25CCL KOHLER PDFDocument3 pagesGenerador Gas Modelo 25CCL KOHLER PDFIvanoski BlancoNo ratings yet
- RCP6 (S) SA4C - p13 14Document2 pagesRCP6 (S) SA4C - p13 14TuanNo ratings yet
- 13.8Kv U/V Load Shedding Panel-2 +uvls.2: D HA555 P 3-1313003.03 EA-383186 4400004656Document1 page13.8Kv U/V Load Shedding Panel-2 +uvls.2: D HA555 P 3-1313003.03 EA-383186 4400004656Anonymous BZQOJwWIh6No ratings yet
- GGBL1013: Product Data SheetDocument1 pageGGBL1013: Product Data SheetAndy QuynhNo ratings yet
- This Is New PDFDocument1 pageThis Is New PDFAnonymous BZQOJwWIh6No ratings yet
- Heavy Duty Impact Wrenches: Powerful, Compact Tools For Demanding ApplicationsDocument4 pagesHeavy Duty Impact Wrenches: Powerful, Compact Tools For Demanding Applicationsjoker63000No ratings yet
- PTL 006 04 2021 OneInchCordless 05 14 FDocument2 pagesPTL 006 04 2021 OneInchCordless 05 14 FLuis Daniel YnoquioNo ratings yet
- Stop LightDocument1 pageStop LightdimasNo ratings yet
- SvcMap GasDocument1 pageSvcMap GasDoug RoweNo ratings yet
- Eurasian Cities: New Realities along the Silk RoadFrom EverandEurasian Cities: New Realities along the Silk RoadRating: 3.5 out of 5 stars3.5/5 (1)
- Siemens 3VT MCCBDocument39 pagesSiemens 3VT MCCBerkamlakar2234No ratings yet
- Prasanna Uday Patil, Supriya Sudhir Pendke, Mousumi Bandyopadhyay, Purban GangulyDocument4 pagesPrasanna Uday Patil, Supriya Sudhir Pendke, Mousumi Bandyopadhyay, Purban GangulyMinh NguyenNo ratings yet
- TGDocument180 pagesTGavikram1984No ratings yet
- BIOLS102-UOB-Chapter 10Document8 pagesBIOLS102-UOB-Chapter 10Noor JanahiNo ratings yet
- Orangutan ListDocument5 pagesOrangutan ListRam ChandiranNo ratings yet
- PDS - SP-9888 Tank Lining PDFDocument6 pagesPDS - SP-9888 Tank Lining PDFSherif AbdelhameedNo ratings yet
- Vanishing Point by Felix Cheong SampleDocument13 pagesVanishing Point by Felix Cheong SampleWendy ChanNo ratings yet
- WSS ProdCat 2013 Lowres Final v2 PDFDocument861 pagesWSS ProdCat 2013 Lowres Final v2 PDFJuriandi SaputraNo ratings yet
- Cutter-Marble - Bosch GDM13-34Document79 pagesCutter-Marble - Bosch GDM13-34tamilmanoharNo ratings yet
- The Autism Diagnostic Observation Schedule, Module 4: Application of The Revised Algorithms in An Independent, Well-Defined, Dutch Sample (N 93)Document11 pagesThe Autism Diagnostic Observation Schedule, Module 4: Application of The Revised Algorithms in An Independent, Well-Defined, Dutch Sample (N 93)Laura CamusNo ratings yet
- 3987 SDS (GHS) - I-ChemDocument4 pages3987 SDS (GHS) - I-ChemAmirHakimRusliNo ratings yet
- Welcome Back! B1 SVDocument4 pagesWelcome Back! B1 SVMagda StręciwilkNo ratings yet
- Friction Worksheet: Part A Questions - Multiple ChoiceDocument2 pagesFriction Worksheet: Part A Questions - Multiple ChoiceAmos JosephatNo ratings yet
- Acm 4 - B4-A1Document4 pagesAcm 4 - B4-A1Heru HaryantoNo ratings yet
- Israel's Agriculture BookletDocument58 pagesIsrael's Agriculture BookletShrikant KajaleNo ratings yet
- Job Hazard Analysis: Basic Job Steps Potential Hazards Recommended Actions or ProcedureDocument3 pagesJob Hazard Analysis: Basic Job Steps Potential Hazards Recommended Actions or ProcedureBernard Christian DimaguilaNo ratings yet
- Av 10 Universal Remote Control ManualDocument13 pagesAv 10 Universal Remote Control Manualovidiu200970% (10)
- HBR Catalogue Eng KKPCDocument2 pagesHBR Catalogue Eng KKPCIulian Victor MafteiNo ratings yet
- NO Memo No. 21 S. 2018 Adherence To Training Policy PDFDocument10 pagesNO Memo No. 21 S. 2018 Adherence To Training Policy PDFKemberly Semaña PentonNo ratings yet
- DKE344 BibDocument2 pagesDKE344 BibMohamad SleimanNo ratings yet
- Unit 4 ListeningDocument3 pagesUnit 4 ListeningAnh TamNo ratings yet
- Turbine Gas G.T.G. 1Document17 pagesTurbine Gas G.T.G. 1wilsonNo ratings yet
- Mock Trial Task CardsDocument8 pagesMock Trial Task CardsVitaliy Fedchenko0% (1)
- ISO 9001 Awareness AmaDocument51 pagesISO 9001 Awareness AmaHisar SimanjuntakNo ratings yet
- Ple New Entry Codes 2024Document93 pagesPle New Entry Codes 2024luqmanluqs2No ratings yet
- FM Assignment Booster ChaiDocument26 pagesFM Assignment Booster ChaiAbin ShaNo ratings yet
- BobliDocument2 pagesBoblisuman karNo ratings yet
- D 12332Document108 pagesD 12332jesus_hfNo ratings yet