Download as xlsx, pdf, or txt
You might also like
- Quality Assurance Plan: Pre-Engineered Steel BuildingDocument3 pagesQuality Assurance Plan: Pre-Engineered Steel BuildingsivakumarNo ratings yet
- Manufacturing Test BankDocument12 pagesManufacturing Test BankJayne Carly CabardoNo ratings yet
- Electricity BillDocument2 pagesElectricity BillRajesh0% (1)
- SITHKOP004 Assessment 2 Project - Docx Resources 4 MayDocument35 pagesSITHKOP004 Assessment 2 Project - Docx Resources 4 MayAditya SharmaNo ratings yet
- Pressure Vessel ITP Rev 0Document21 pagesPressure Vessel ITP Rev 0Ahmad HasnanNo ratings yet
- HSE Daily Report: Project: Dammam Independent Sewage Treatmeent Plant (Dmmistp)Document1 pageHSE Daily Report: Project: Dammam Independent Sewage Treatmeent Plant (Dmmistp)Muhammad AsifNo ratings yet
- MSTS Mark's API 510 STUDY GUIDE.Document30 pagesMSTS Mark's API 510 STUDY GUIDE.Hares SlalNo ratings yet
- Final ReportDocument67 pagesFinal ReportRyan BurattiNo ratings yet
- Vdocuments - MX Quality Assurance in Peb Pre Engineered Steel BuildingsDocument1 pageVdocuments - MX Quality Assurance in Peb Pre Engineered Steel Buildingsvelmurug_balaNo ratings yet
- HSE Daily Report: (Welding, Grinding & Cutting)Document1 pageHSE Daily Report: (Welding, Grinding & Cutting)Muhammad AsifNo ratings yet
- Distp SPV Epc Hsedr 003Document1 pageDistp SPV Epc Hsedr 003Muhammad AsifNo ratings yet
- Reference Manufacturing Quality Plan: For NTPC Use Review Ed by Approved byDocument4 pagesReference Manufacturing Quality Plan: For NTPC Use Review Ed by Approved byNaresh RajuNo ratings yet
- Lot Inspection Report For LPG New CylindersDocument3 pagesLot Inspection Report For LPG New CylindersJagannath MajhiNo ratings yet
- Carver Training and Services Pvt. Ltd. BaramatiDocument9 pagesCarver Training and Services Pvt. Ltd. BaramatiPandurang NalawadeNo ratings yet
- HSE Daily Report: Project: Dammam Independent Sewage Treatmeent Plant (Dmmistp)Document1 pageHSE Daily Report: Project: Dammam Independent Sewage Treatmeent Plant (Dmmistp)Muhammad AsifNo ratings yet
- HSE Daily Report: (Welding, Grinding & Cutting)Document1 pageHSE Daily Report: (Welding, Grinding & Cutting)Muhammad AsifNo ratings yet
- Distp SPV Epc Hsedr 004Document1 pageDistp SPV Epc Hsedr 004Muhammad AsifNo ratings yet
- Problem Set 1Document40 pagesProblem Set 1ahmadreifrejasNo ratings yet
- Mahagenco: Maharashtra State Power Generation Co. LTD.Document34 pagesMahagenco: Maharashtra State Power Generation Co. LTD.keen2seeuNo ratings yet
- 2 1-VenturimeterDocument4 pages2 1-VenturimeterRkrishna ANo ratings yet
- Dgca Paper-1 Oct 2008: D) A & C Are Correct A) QC Dept A. Operator A) MSMDocument9 pagesDgca Paper-1 Oct 2008: D) A & C Are Correct A) QC Dept A. Operator A) MSMPandurang NalawadeNo ratings yet
- 10479-3 Tips and Tricks For Configuring Cloud Cost Accounting For Your Supply Chain-Presentation - 696Document31 pages10479-3 Tips and Tricks For Configuring Cloud Cost Accounting For Your Supply Chain-Presentation - 696AhmedNo ratings yet
- MHTF Quiz 1 For Group BDocument10 pagesMHTF Quiz 1 For Group BNair YadukrishnanNo ratings yet
- API 510 Section 1Document2 pagesAPI 510 Section 1Mohamed Abd El DayemNo ratings yet
- HSE Daily Report: Project: Dammam Independent Sewage Treatmeent Plant (Dmmistp)Document1 pageHSE Daily Report: Project: Dammam Independent Sewage Treatmeent Plant (Dmmistp)Muhammad AsifNo ratings yet
- QAP-KGN-CIAL-001, Rev00Document2 pagesQAP-KGN-CIAL-001, Rev00iftekhar ahmedNo ratings yet
- Logistics Specialist TestsDocument42 pagesLogistics Specialist TestsJoy SupanikaNo ratings yet
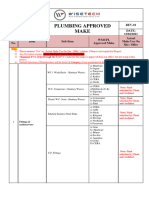
- ISO-PLUMBING-APPROVED MAKE Rev.04 22.12.2023Document6 pagesISO-PLUMBING-APPROVED MAKE Rev.04 22.12.2023rohanbagadiyaNo ratings yet
- Sno Equipment Activity Description Remark: Following Schedule Shall Be Followed For Preventive MaintenanceDocument2 pagesSno Equipment Activity Description Remark: Following Schedule Shall Be Followed For Preventive MaintenanceAjay VarmaNo ratings yet
- Module 10, March 2017Document3 pagesModule 10, March 2017Jebin Kumar K JNo ratings yet
- Hemo Dialysis MaintenanceDocument15 pagesHemo Dialysis MaintenanceTrung Nguyen100% (1)
- Bulk LiB-737Document7 pagesBulk LiB-737dhanu naiduNo ratings yet
- Jash Engineering LTD.: Quality Assurance PlanDocument3 pagesJash Engineering LTD.: Quality Assurance PlanShree ConstructionNo ratings yet
- PM/ IS 4246/2/ May 2019 Annex - A: The Above List Is Indicative Only and May Not Be Treated As ExhaustiveDocument1 pagePM/ IS 4246/2/ May 2019 Annex - A: The Above List Is Indicative Only and May Not Be Treated As ExhaustiveJagannath MajhiNo ratings yet
- Paper 1 Oct 2014Document7 pagesPaper 1 Oct 2014siddiqueNo ratings yet
- Tech Specification For Civil WorkDocument97 pagesTech Specification For Civil Worksndakshin@gmail.comNo ratings yet
- Admin & Moral All Level B MaterialDocument190 pagesAdmin & Moral All Level B Materialdfpf424x9jNo ratings yet
- 021 Itp For Site Preparation and Earth Works PDFDocument2 pages021 Itp For Site Preparation and Earth Works PDFKhyle Laurenz DuroNo ratings yet
- Xamination For Competent P Rsons For Inspection AND Certification of Boilers - April - 2011Document3 pagesXamination For Competent P Rsons For Inspection AND Certification of Boilers - April - 2011RAJKUMARNo ratings yet
- Exam Review: Prepared By: Date: DescriptionDocument17 pagesExam Review: Prepared By: Date: DescriptionMedaNo ratings yet
- Tata Consulting Engineers Limited Minimum Inspection Requirements For Butterfly ValvesDocument2 pagesTata Consulting Engineers Limited Minimum Inspection Requirements For Butterfly Valveser_sanjaypatelNo ratings yet
- MML3 - F12 - Laboratory Evaluation ReportDocument3 pagesMML3 - F12 - Laboratory Evaluation Reportdeepak925No ratings yet
- Dgca Ame Module 10 Session Feb 2017 Question Papers: C) Both A& BDocument6 pagesDgca Ame Module 10 Session Feb 2017 Question Papers: C) Both A& BNimish NairNo ratings yet
- HSE Daily Report: (Welding, Grinding & Cutting)Document1 pageHSE Daily Report: (Welding, Grinding & Cutting)Muhammad AsifNo ratings yet
- Inspection MatrixDocument2 pagesInspection MatrixFabian BellNo ratings yet
- Power Plant Engineering 2019Document2 pagesPower Plant Engineering 2019kingsukbarman07No ratings yet
- Powergrid Corporation of India Limited: Standard Field Quality Plan For Switchyard Civil WorksDocument18 pagesPowergrid Corporation of India Limited: Standard Field Quality Plan For Switchyard Civil WorksPremBhushanNo ratings yet
- Defence Audit CodeDocument5 pagesDefence Audit Codekinnark100% (2)
- Api 510 Close Book (Sec Viii & 510) - 17Document12 pagesApi 510 Close Book (Sec Viii & 510) - 17walid walid100% (1)
- Adm - ccs2 - Quality Assurance and Surveillance PlanDocument56 pagesAdm - ccs2 - Quality Assurance and Surveillance PlanSakshi SinghNo ratings yet
- Centre Pivot Assembly (Top & Bottom) (Mod-1) 97049 QM-C-7.1-BOGIE-0001-C-MOD-1Document4 pagesCentre Pivot Assembly (Top & Bottom) (Mod-1) 97049 QM-C-7.1-BOGIE-0001-C-MOD-1kapilparyani100% (1)
- Silabus Kecil IBT 2022Document1 pageSilabus Kecil IBT 2022Agung Rizki PradanaNo ratings yet
- Apéndices: I. Símbolos Científicos II. Unidades III. Partículas Elementales y SubelementalesDocument14 pagesApéndices: I. Símbolos Científicos II. Unidades III. Partículas Elementales y SubelementalesnavigareeNo ratings yet
- RTC-161-MIR-A-ID-174 - R0 - B Off Site Material Inspection Request For Free Standing Bathtub 21095T-0 (Option 2) From KHALID CORPORATIONDocument7 pagesRTC-161-MIR-A-ID-174 - R0 - B Off Site Material Inspection Request For Free Standing Bathtub 21095T-0 (Option 2) From KHALID CORPORATIONeslam100% (2)
- Monthly Activity PlanDocument2 pagesMonthly Activity Plannabaraj karkiNo ratings yet
- HSE Daily Report: (Welding, Grinding & Cutting)Document1 pageHSE Daily Report: (Welding, Grinding & Cutting)Muhammad AsifNo ratings yet
- UserManual MP900E v24 Part2Document7 pagesUserManual MP900E v24 Part2Rosario SilvaNo ratings yet
- API 653 CH 6Document3 pagesAPI 653 CH 6Mohammed YoussefNo ratings yet
- PACOP GreenM6QC (201-250) Flashcards - QuizletDocument5 pagesPACOP GreenM6QC (201-250) Flashcards - QuizletJoyce RevitaNo ratings yet
- OPS Final Nov.2022Document3 pagesOPS Final Nov.2022Nelum PereraNo ratings yet
- View A-A View B-BDocument1 pageView A-A View B-BArshad AnsariNo ratings yet
- Rent ReceiptDocument4 pagesRent ReceiptArshad AnsariNo ratings yet
- Master Template For New Material Creation: FG Code Final Part Wt. (GMS)Document4 pagesMaster Template For New Material Creation: FG Code Final Part Wt. (GMS)Arshad AnsariNo ratings yet
- April Expense Sheet 2019Document2 pagesApril Expense Sheet 2019Arshad AnsariNo ratings yet
- Iteach Schools - Introduction - 2018 - v5Document25 pagesIteach Schools - Introduction - 2018 - v5Arshad AnsariNo ratings yet
- PFMEA New FormatDocument63 pagesPFMEA New FormatArshad AnsariNo ratings yet
- AQE (FMEA) Selling DocumentDocument17 pagesAQE (FMEA) Selling DocumentArshad AnsariNo ratings yet
- GoAir - Boarding Pass KKDocument1 pageGoAir - Boarding Pass KKArshad AnsariNo ratings yet
- Arshad Resume - Dot PDFDocument6 pagesArshad Resume - Dot PDFArshad AnsariNo ratings yet
- Dissertation Conflit Israelo PalestinienDocument7 pagesDissertation Conflit Israelo PalestinienPaySomeoneToWriteAPaperForMeUK100% (2)
- Basic Digital Skills: UK Report 2015Document39 pagesBasic Digital Skills: UK Report 2015Daniela LuciaNo ratings yet
- Lesson 2Document17 pagesLesson 2Bhebz Erin MaeNo ratings yet
- STR-DA1200ES v1.1 PDFDocument125 pagesSTR-DA1200ES v1.1 PDFGomoiu BogdanNo ratings yet
- Sigmazinc™ 102 HS: Product Data SheetDocument4 pagesSigmazinc™ 102 HS: Product Data Sheetyogeshkumar121998No ratings yet
- Mipi-Tutorial PDF CompressedDocument13 pagesMipi-Tutorial PDF CompressedGeorgeNo ratings yet
- Brooklyn College - Fieldwork ExperienceDocument6 pagesBrooklyn College - Fieldwork Experienceapi-547174770No ratings yet
- Bond EnthalpyDocument4 pagesBond EnthalpyLan NguyenNo ratings yet
- Study Questions 1Document2 pagesStudy Questions 1JamesNo ratings yet
- Quality EngineeringDocument18 pagesQuality Engineeringtarun_19701738No ratings yet
- OpcDocument13 pagesOpcsanjuNo ratings yet
- Motivational Case Study ExerciseDocument3 pagesMotivational Case Study ExerciseMelnicof DanyNo ratings yet
- CA Professional and Business License Handbook 6th Ed - 1999Document307 pagesCA Professional and Business License Handbook 6th Ed - 1999Lynx CroweNo ratings yet
- Biography of Gabriela SilangDocument2 pagesBiography of Gabriela SilangAngel MonjasNo ratings yet
- Computer Methods and Programs in BiomedicineDocument9 pagesComputer Methods and Programs in BiomedicineAKSNo ratings yet
- Tata Consultancy Services (TCS) : Extended TransitionDocument12 pagesTata Consultancy Services (TCS) : Extended TransitionDinesh ChoudharyNo ratings yet
- Chapter 7Document30 pagesChapter 7Wan LimNo ratings yet
- RTVM 2014Document276 pagesRTVM 2014Che Amri Che AzmiNo ratings yet
- Mountain Pastures ChieamDocument188 pagesMountain Pastures ChieamioannesturrisoricisNo ratings yet
- Manorgbev Fellinger Nico C. Case Study Chapter 9 B 122Document10 pagesManorgbev Fellinger Nico C. Case Study Chapter 9 B 122Anne NuludNo ratings yet
- Estimate Electrical Guwahati UniversityDocument19 pagesEstimate Electrical Guwahati UniversityTandon Abhilash BorthakurNo ratings yet
- SAP SD Consultant Sample ResumeDocument10 pagesSAP SD Consultant Sample ResumemarishaNo ratings yet
- Xu Et Al 2020 School Bullying Among Vocational School Students in China Prevalence and Associations With PersonalDocument21 pagesXu Et Al 2020 School Bullying Among Vocational School Students in China Prevalence and Associations With Personalmarijonas.siusaNo ratings yet
- B2 First ConditionalsDocument7 pagesB2 First ConditionalsVanessaNicole14391No ratings yet
- 1kd FTV Rev 2 PDFDocument45 pages1kd FTV Rev 2 PDFEder BarreirosNo ratings yet
- Magic Vision Tester by Ian Buckland DocumentDocument6 pagesMagic Vision Tester by Ian Buckland DocumentbrainechoNo ratings yet
- Placa Mãe HD7Document3 pagesPlaca Mãe HD7ALBANO2No ratings yet
- Material and Energy Balances - HW1Document2 pagesMaterial and Energy Balances - HW1samantha.gallegoNo ratings yet