Download as pdf or txt
You might also like
- Qualifikasi Material ASME IX LTCS A333, A350, A420Document3 pagesQualifikasi Material ASME IX LTCS A333, A350, A420Solikhul Haris0% (1)
- Positive Material Identification (Pmi) - PresentationDocument9 pagesPositive Material Identification (Pmi) - PresentationSolikhul HarisNo ratings yet
- Parametros Corte y Grabado LaserDocument1 pageParametros Corte y Grabado LaserMangan uruguay100% (1)
- Fwir Drain LineDocument2 pagesFwir Drain LineMuhamad Hifni SyahbanaNo ratings yet
- PWPS Skid & Piping Nitrogen Vaporizer PackageDocument6 pagesPWPS Skid & Piping Nitrogen Vaporizer PackageAlvin ZulkarnainNo ratings yet
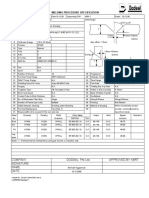
- Welding Procedure Specification: Company Dodsal Pte Ltd. Approved by KBRT Signature Name DateDocument1 pageWelding Procedure Specification: Company Dodsal Pte Ltd. Approved by KBRT Signature Name DateS GoudaNo ratings yet
- Ds-pp-0016 - Data Sheet For Flexible Joint (Rev.0)Document2 pagesDs-pp-0016 - Data Sheet For Flexible Joint (Rev.0)Panisa BanimaNo ratings yet
- Company Dodsal Pte Ltd. Approved by KBRT Signature Name DateDocument1 pageCompany Dodsal Pte Ltd. Approved by KBRT Signature Name DateS GoudaNo ratings yet
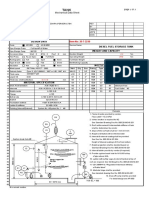
- Diesel Tank DSDocument1 pageDiesel Tank DSNurcahyo Djati W0% (1)
- Fwir Wellhead Instrume Bleed LineDocument2 pagesFwir Wellhead Instrume Bleed LineMuhamad Hifni SyahbanaNo ratings yet
- Welding Procedure Specification: Company Dodsal Pte Ltd. Approved by KBRT Signature Name DateDocument1 pageWelding Procedure Specification: Company Dodsal Pte Ltd. Approved by KBRT Signature Name DateS GoudaNo ratings yet
- Welding Procedure Specification: Company Dodsal Pte Ltd. Approved by KBRT Signature Name DateDocument1 pageWelding Procedure Specification: Company Dodsal Pte Ltd. Approved by KBRT Signature Name DateS GoudaNo ratings yet
- Welding Procedure Specification: Company Dodsal Pte Ltd. Approved by KBRT Signature Name DateDocument1 pageWelding Procedure Specification: Company Dodsal Pte Ltd. Approved by KBRT Signature Name DateS GoudaNo ratings yet
- Welding Procedure Specification: Company Dodsal Pte Ltd. Approved by KBRT Signature Name DateDocument1 pageWelding Procedure Specification: Company Dodsal Pte Ltd. Approved by KBRT Signature Name DateS GoudaNo ratings yet
- Wps 22Document2 pagesWps 22Avishek GuptaNo ratings yet
- Mds ScrubberDocument1 pageMds ScrubberYosses Sang NahkodaNo ratings yet
- Welding Procedure Specification: Company Dodsal Pte Ltd. Approved by KBRT Signature Name DateDocument2 pagesWelding Procedure Specification: Company Dodsal Pte Ltd. Approved by KBRT Signature Name DateS GoudaNo ratings yet
- Diaphragm ValveDocument2 pagesDiaphragm ValveHardik ShahNo ratings yet
- Company Dodsal Pte Ltd. Approved by KBRT Signature Name DateDocument1 pageCompany Dodsal Pte Ltd. Approved by KBRT Signature Name DateS GoudaNo ratings yet
- Fwir Branch LineDocument10 pagesFwir Branch LineMuhamad Hifni SyahbanaNo ratings yet
- Stack Gas Specification: Project Name Client Location GeneralDocument6 pagesStack Gas Specification: Project Name Client Location Generalbudi utomo0% (1)
- Welding Procedure Specification: Company Dodsal Pte Ltd. Approved by KBRT Signature Name DateDocument1 pageWelding Procedure Specification: Company Dodsal Pte Ltd. Approved by KBRT Signature Name DateS GoudaNo ratings yet
- Material List TIP.255-277 GI BauBau 2021.08.18Document1 pageMaterial List TIP.255-277 GI BauBau 2021.08.18Asheptya KurniawanNo ratings yet
- R1-Ff-Bhadra Dam-30mt Hoist - Under Sluice Gate - r1Document15 pagesR1-Ff-Bhadra Dam-30mt Hoist - Under Sluice Gate - r1ajwalNo ratings yet
- ER89-187-2 CL 9002 VacDocument1 pageER89-187-2 CL 9002 VacGabriel VejarNo ratings yet
- 4103 TOYO20 92DJ 1300 011 - Rev 1 - Sht001Document11 pages4103 TOYO20 92DJ 1300 011 - Rev 1 - Sht001Dinesh SunderNo ratings yet
- Company Dodsal Pte Ltd. Approved by KBRT Signature Name DateDocument1 pageCompany Dodsal Pte Ltd. Approved by KBRT Signature Name DateS GoudaNo ratings yet
- WPS 19Document15 pagesWPS 19Avishek Gupta100% (1)
- Data Sheet Residue Gas Scrubber (V-1110)Document2 pagesData Sheet Residue Gas Scrubber (V-1110)Elias EliasNo ratings yet
- Fwir Equalizing Line LineDocument1 pageFwir Equalizing Line LineMuhamad Hifni SyahbanaNo ratings yet
- Wps 11Document2 pagesWps 11Avishek GuptaNo ratings yet
- Welding Procedure Specification: Company Dodsal Pte Ltd. Approved by KBRT Signature Name DateDocument1 pageWelding Procedure Specification: Company Dodsal Pte Ltd. Approved by KBRT Signature Name DateS GoudaNo ratings yet
- Welding Procedure Specification: Company Dodsal Pte Ltd. Approved by KBRT Signature Name DateDocument1 pageWelding Procedure Specification: Company Dodsal Pte Ltd. Approved by KBRT Signature Name DateS GoudaNo ratings yet
- Data Sheet TEG Contactor (V-1100)Document2 pagesData Sheet TEG Contactor (V-1100)Elias EliasNo ratings yet
- G225iexm08-Srp-M-Dwg-0003 - Rev A4Document55 pagesG225iexm08-Srp-M-Dwg-0003 - Rev A4BALASUBRAMANIAM MEGHANADHNo ratings yet
- Hav HKN 219001 Gas Me DS 0017Document5 pagesHav HKN 219001 Gas Me DS 0017bkm dizaynNo ratings yet
- Ds-pp-0015 - Data Sheet For Expansion Joint (Rev.0)Document3 pagesDs-pp-0015 - Data Sheet For Expansion Joint (Rev.0)Panisa BanimaNo ratings yet
- Company Dodsal Pte Ltd. Approved by KBRT Signature Name DateDocument1 pageCompany Dodsal Pte Ltd. Approved by KBRT Signature Name DateS GoudaNo ratings yet
- Data Sheet: Cpi (Corrugated Plate Interceptor)Document1 pageData Sheet: Cpi (Corrugated Plate Interceptor)wahyu hidayatNo ratings yet
- Pwps-Gtaw FcawDocument2 pagesPwps-Gtaw FcawAhmed ElsharkawNo ratings yet
- Welding Procedure Specification: Company Dodsal Pte Ltd. Approved by KBRT Signature Name DateDocument1 pageWelding Procedure Specification: Company Dodsal Pte Ltd. Approved by KBRT Signature Name DateS GoudaNo ratings yet
- Equipment Data Sheet: Type: Doc No: Mds-Pv-01Document3 pagesEquipment Data Sheet: Type: Doc No: Mds-Pv-01Waqas WaqasNo ratings yet
- Welding Procedure Specification: Company Dodsal Pte Ltd. Approved by KBRT Signature Name DateDocument1 pageWelding Procedure Specification: Company Dodsal Pte Ltd. Approved by KBRT Signature Name DateS GoudaNo ratings yet
- Rev.2 Calculation Tag# HAA10AA201Document4 pagesRev.2 Calculation Tag# HAA10AA201psaayoNo ratings yet
- Revised Weld Map (23!07!2015)Document15 pagesRevised Weld Map (23!07!2015)Midhun K Chandrabose100% (1)
- Ins PT005Document1 pageIns PT005faisal hajjNo ratings yet
- List WPS For Piping Package-B. Rev.0.1 (Att-B)Document14 pagesList WPS For Piping Package-B. Rev.0.1 (Att-B)Ferdie OSNo ratings yet
- Data Sheet Válvula de Seguridad y AlivioDocument4 pagesData Sheet Válvula de Seguridad y Aliviorenzo condeNo ratings yet
- Welding Procedure Specification: Company Dodsal Pte Ltd. Approved by KBRT Signature Name DateDocument1 pageWelding Procedure Specification: Company Dodsal Pte Ltd. Approved by KBRT Signature Name DateS GoudaNo ratings yet
- WaruExperienceList UpdateDocument15 pagesWaruExperienceList UpdateHANIF AKBARNo ratings yet
- Welding Procedure Specification: Company Dodsal Pte Ltd. Approved by KBRT Signature Name DateDocument1 pageWelding Procedure Specification: Company Dodsal Pte Ltd. Approved by KBRT Signature Name DateS GoudaNo ratings yet
- Wps 18Document2 pagesWps 18Avishek GuptaNo ratings yet
- Welding Procedure Specification: Company Dodsal Pte Ltd. Approved by KBRT Signature Name DateDocument1 pageWelding Procedure Specification: Company Dodsal Pte Ltd. Approved by KBRT Signature Name DateS GoudaNo ratings yet
- Bectel ASME Process Cal R2Document21 pagesBectel ASME Process Cal R2Sivakumar SelvarajNo ratings yet
- Welding Procedure Specification: Company Dodsal Pte Ltd. Approved by KBRT Signature Name DateDocument1 pageWelding Procedure Specification: Company Dodsal Pte Ltd. Approved by KBRT Signature Name DateS GoudaNo ratings yet
- J33388i-Editable Datasheet Spare List and ItpDocument7 pagesJ33388i-Editable Datasheet Spare List and ItptoonaughtyNo ratings yet
- Welding Procedure Specification: Company Dodsal Pte Ltd. Approved by KBRT Signature Name DateDocument1 pageWelding Procedure Specification: Company Dodsal Pte Ltd. Approved by KBRT Signature Name DateS GoudaNo ratings yet
- Welding Procedure Specification: Company Dodsal Pte Ltd. Approved by KBRT Signature Name DateDocument1 pageWelding Procedure Specification: Company Dodsal Pte Ltd. Approved by KBRT Signature Name DateS GoudaNo ratings yet
- PP34. Rev.1xlsDocument1 pagePP34. Rev.1xlsS GoudaNo ratings yet
- KRO2-WM01-S-0702 - Specific Equipment Dimensional Drawings Rev.6Document55 pagesKRO2-WM01-S-0702 - Specific Equipment Dimensional Drawings Rev.6ABAID ULLAHNo ratings yet
- Welding Procedure Specification: Company Dodsal Pte Ltd. Approved by KBRT Signature Name DateDocument1 pageWelding Procedure Specification: Company Dodsal Pte Ltd. Approved by KBRT Signature Name DateS GoudaNo ratings yet
- Summary PWPS TMG 11april 2018Document1 pageSummary PWPS TMG 11april 2018Solikhul HarisNo ratings yet
- Pages From AWS D1.1-D1.1M-2015 - Structural Welding Code-SteelDocument1 pagePages From AWS D1.1-D1.1M-2015 - Structural Welding Code-SteelSolikhul HarisNo ratings yet
- PT ACU Environmental and Spillage Rev 0Document5 pagesPT ACU Environmental and Spillage Rev 0Solikhul HarisNo ratings yet
- PT ACU Contingency Planning Rev 0Document4 pagesPT ACU Contingency Planning Rev 0Solikhul HarisNo ratings yet
- Report of Positive Material Identification (PMI)Document16 pagesReport of Positive Material Identification (PMI)Solikhul HarisNo ratings yet
- Akumulasi Welding & NDT PipingDocument4 pagesAkumulasi Welding & NDT PipingSolikhul HarisNo ratings yet
- Iso 744-2020 PDFDocument12 pagesIso 744-2020 PDFSolikhul HarisNo ratings yet
- Sio 5763-1989 PDFDocument10 pagesSio 5763-1989 PDFSolikhul HarisNo ratings yet
- Certificate of Compliance For Radioactive Material Packages USA 9296 B (U) - 96 Rev. 11Document4 pagesCertificate of Compliance For Radioactive Material Packages USA 9296 B (U) - 96 Rev. 11Solikhul HarisNo ratings yet
- QW-403 6Document1 pageQW-403 6Solikhul HarisNo ratings yet
- Pages From AWS D1.1-D1.1M-2015 - Structural Welding Code-Steel Table 9.10Document2 pagesPages From AWS D1.1-D1.1M-2015 - Structural Welding Code-Steel Table 9.10Solikhul HarisNo ratings yet
- Kobe LB-52U Technical PropertiesDocument1 pageKobe LB-52U Technical PropertiesIlyas HabibiNo ratings yet
- Document Title: Standard Specification: Duplex Induction Bends COPI Doc No.: ID-G-BU-KK0-STS-GN-00-0008Document15 pagesDocument Title: Standard Specification: Duplex Induction Bends COPI Doc No.: ID-G-BU-KK0-STS-GN-00-0008Solikhul HarisNo ratings yet
- Posc : Mill Test Cedificate Sertifikat Pengujian PabrikDocument5 pagesPosc : Mill Test Cedificate Sertifikat Pengujian PabrikSolikhul HarisNo ratings yet
- NDT Steel CastingsDocument17 pagesNDT Steel CastingsWoodrow FoxNo ratings yet
- Hercules Structural Systems Pvt. LTDDocument5 pagesHercules Structural Systems Pvt. LTDNeeraj SinghNo ratings yet
- Mud Hands: Earth Architects, BangaloreDocument43 pagesMud Hands: Earth Architects, BangaloreNamitha PraveenNo ratings yet
- En 196 (Summary)Document6 pagesEn 196 (Summary)Ja Phe TiNo ratings yet
- Northparkes TFPM CP 07122020Document20 pagesNorthparkes TFPM CP 07122020EDUARDO ROBLES VENEGASNo ratings yet
- SMApaperDocument15 pagesSMApaperDipNo ratings yet
- Lecture 22 PDFDocument6 pagesLecture 22 PDFBhavesh Dilip ChanchlaniNo ratings yet
- Temperature Enthalpy (HG) KJ/KG Enthalpy (HF) KJ/KGDocument104 pagesTemperature Enthalpy (HG) KJ/KG Enthalpy (HF) KJ/KGUzair BukhariNo ratings yet
- Basf Masterbrace 4500 TdsDocument2 pagesBasf Masterbrace 4500 TdsShivanan SinghNo ratings yet
- The Growth Kinetics of Tio Nanoparticles From Titanium (Iv) Alkoxide at High Water/ Titanium RatioDocument5 pagesThe Growth Kinetics of Tio Nanoparticles From Titanium (Iv) Alkoxide at High Water/ Titanium RatioVarisa RahmawatiNo ratings yet
- SkinnySelectKevlar 4841Document1 pageSkinnySelectKevlar 4841Carlos Manuel Leonardo Vargas NavaNo ratings yet
- List of Material: Saudi Arabian Oil CompanyDocument1 pageList of Material: Saudi Arabian Oil CompanyRanielNo ratings yet
- Брошюра На Girbau LS-332 (Англ.)Document6 pagesБрошюра На Girbau LS-332 (Англ.)Altay ZeynalovNo ratings yet
- Composite ImpactDocument32 pagesComposite Impacteugeniovn2012No ratings yet
- Construction Method for Underground Water Tank - معدلDocument21 pagesConstruction Method for Underground Water Tank - معدلM.ZEKEBANo ratings yet
- Epoxy SLV MapeiDocument4 pagesEpoxy SLV MapeiAvinash PrajapatiNo ratings yet
- Solubility - WikipediaDocument14 pagesSolubility - Wikipediatsvmpm1765No ratings yet
- TVL Tools and Equipment NeededDocument1 pageTVL Tools and Equipment NeededKATHERINE IBANEZNo ratings yet
- Engineering Chemistry Refractories and NanomaterialsDocument14 pagesEngineering Chemistry Refractories and NanomaterialsSiddharth Singh100% (1)
- Product Catalogue EN PDFDocument104 pagesProduct Catalogue EN PDFAPEX SONNo ratings yet
- En 10025-2 ExtractDocument1 pageEn 10025-2 Extractpalani.djpNo ratings yet
- Shell and Tube Heat Exchanger - WikipediaDocument5 pagesShell and Tube Heat Exchanger - Wikipediabinok19No ratings yet
- Composites: EN 2561 Tensile Properties Parallel To The Fibre Direction of Unidirectional Carbon Fibre-Reinforced PlasticsDocument2 pagesComposites: EN 2561 Tensile Properties Parallel To The Fibre Direction of Unidirectional Carbon Fibre-Reinforced PlasticsDavid SimangunsongNo ratings yet
- Modeling of Corona+koui+Transmission SystemsDocument12 pagesModeling of Corona+koui+Transmission SystemsDadi AzizNo ratings yet
- Sika Injection 304 PDS PDFDocument4 pagesSika Injection 304 PDS PDFslantsyhimNo ratings yet
- Strength of Materials: Prepared By: Engr. Jeric P. SarteDocument30 pagesStrength of Materials: Prepared By: Engr. Jeric P. SarteGiacomo EllieNo ratings yet
- IS516 Part2 Sec3 2022Document16 pagesIS516 Part2 Sec3 2022Manoj Kumar Singh100% (1)
- Alia AMF600 Sanitary FlowmeterDocument3 pagesAlia AMF600 Sanitary FlowmeterRexCrazyMindNo ratings yet
- Cellulose Fibers, RegeneratedDocument39 pagesCellulose Fibers, Regeneratedyemresimsek100% (1)