
Smaw Type: Basic El-Cusn7
Smaw Type: Basic El-Cusn7
You might also like
- E9018 G Welding ElectrodeDocument1 pageE9018 G Welding ElectrodeSai PrasathNo ratings yet
- Ok 78.16Document1 pageOk 78.16Mario IntikNo ratings yet
- Electrode E8018 DetailsDocument1 pageElectrode E8018 DetailskapsarcNo ratings yet
- Sandvik 25.22.2.Lmn: (Welding Wire)Document3 pagesSandvik 25.22.2.Lmn: (Welding Wire)Anonymous w6TIxI0G8lNo ratings yet
- Wiem 7024 Ecc: Type Rutile Shield Metal Arc Weld (SMAW) Classifications DescriptionDocument1 pageWiem 7024 Ecc: Type Rutile Shield Metal Arc Weld (SMAW) Classifications DescriptionagrinjoshNo ratings yet
- OK 61.30 (Inox 308)Document1 pageOK 61.30 (Inox 308)Tiberiu MunteanuNo ratings yet
- BOHLER E 71T-1C/1M: GMAW Rutile Flux Cored WireDocument2 pagesBOHLER E 71T-1C/1M: GMAW Rutile Flux Cored WirebrayanNo ratings yet
- 04042016000000A Avesta 2205 Covered ElectrodesDocument1 page04042016000000A Avesta 2205 Covered Electrodesmeckup123No ratings yet
- Datasheet Sandvik 2283l en v2018!07!24 14 - 12 Version 1Document3 pagesDatasheet Sandvik 2283l en v2018!07!24 14 - 12 Version 1bhuvandesignNo ratings yet
- Datasheet Sandvik 199l enDocument3 pagesDatasheet Sandvik 199l enpedro rojasNo ratings yet
- WeldingDocument1 pageWeldingNNo ratings yet
- Esab, Ok 309L (29.12.16)Document1 pageEsab, Ok 309L (29.12.16)RodrigoNo ratings yet
- OK 63.30 (Inox 316)Document1 pageOK 63.30 (Inox 316)Tiberiu MunteanuNo ratings yet
- Datasheet Sanicro 72hpDocument2 pagesDatasheet Sanicro 72hpphillipskincaidNo ratings yet
- Datasheet Sanicro 60Document2 pagesDatasheet Sanicro 60Ismail JamaluddinNo ratings yet
- Datasheet Sandvik Saf 2205 en PDFDocument12 pagesDatasheet Sandvik Saf 2205 en PDFYuriy NesterovNo ratings yet
- Special Metal Korea Co., LTDDocument1 pageSpecial Metal Korea Co., LTDWelli E SNo ratings yet
- SM 385Document1 pageSM 385Arizal Nur ArdhiNo ratings yet
- L1 8515 en Diamondspark Ni1 MC CU05120F 3241743 ENDocument1 pageL1 8515 en Diamondspark Ni1 MC CU05120F 3241743 ENbrayanNo ratings yet
- WIEM 908: C Si MN MoDocument1 pageWIEM 908: C Si MN MoagrinjoshNo ratings yet
- 570 950mpa High Tensile Strength SteelDocument32 pages570 950mpa High Tensile Strength SteelAde Aidil SyuhadaNo ratings yet
- Boehler HL 75 T-MCDocument1 pageBoehler HL 75 T-MCBruno SantosNo ratings yet
- Cromarod Duplex B-1Document1 pageCromarod Duplex B-1Matija BušićNo ratings yet
- 1.7734-DatasheetDocument4 pages1.7734-DatasheetMax PrzybyllaNo ratings yet
- S-8018 B2Document5 pagesS-8018 B2Abhishek AnandNo ratings yet
- Datasheet Sandvik Saf 2507 en PDFDocument15 pagesDatasheet Sandvik Saf 2507 en PDFShesharam Chouhan100% (1)
- Scheda Tecnica: IT-T1S Itb-T1SDocument1 pageScheda Tecnica: IT-T1S Itb-T1SITALFIL S.p.A.No ratings yet
- European Steel and Alloy GradesDocument2 pagesEuropean Steel and Alloy Gradesfarshid KarpasandNo ratings yet
- Thermanit Nimo C 24 (ERNiCrMo3) GTAWDocument1 pageThermanit Nimo C 24 (ERNiCrMo3) GTAWNiranjan Fakirchand YadavNo ratings yet
- 25crmo4: Steel GradeDocument3 pages25crmo4: Steel GradeCristian Stiven Martinez GonzalezNo ratings yet
- E10018d2-Eng LINCOLNDocument1 pageE10018d2-Eng LINCOLNBenfil ViernezNo ratings yet
- Datasheet For Steel Grades Specialsteel X6Crnimob17-12-2Document3 pagesDatasheet For Steel Grades Specialsteel X6Crnimob17-12-2axis inspection solutionsNo ratings yet
- Datasheet For Steel Grades Specialsteel 06Cr25Ni20Document3 pagesDatasheet For Steel Grades Specialsteel 06Cr25Ni20nagmech07No ratings yet
- Sm-309Lmo: Special Metal Korea Co., LTDDocument1 pageSm-309Lmo: Special Metal Korea Co., LTDWelli E SNo ratings yet
- Steel Grade: Material Data SheetDocument5 pagesSteel Grade: Material Data Sheetdan howsNo ratings yet
- Avesta 316L-SKRDocument1 pageAvesta 316L-SKRIuliu HurducaciNo ratings yet
- Data Sheet A-10: Alloy TypeDocument3 pagesData Sheet A-10: Alloy Typemohamed AdelNo ratings yet
- 52crmov4: Steel GradeDocument2 pages52crmov4: Steel GradeHEMANTNo ratings yet
- Ok 83.28Document1 pageOk 83.28joe_frangiehNo ratings yet
- 42 CR Mo 4Document4 pages42 CR Mo 4Alin ChehadeNo ratings yet
- Acero Inoxidable 253 MADocument2 pagesAcero Inoxidable 253 MADavid Alonso Cortez BautistaNo ratings yet
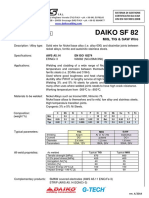
- Daiko SF 82: Data Sheet N. 1011 Mig, Tig & Saw WireDocument1 pageDaiko SF 82: Data Sheet N. 1011 Mig, Tig & Saw WireRhyan EdwinNo ratings yet
- Utp Af A7Document1 pageUtp Af A7VIRPOPNo ratings yet
- Scheda Tecnica: IT-T1 ITB-T1Document1 pageScheda Tecnica: IT-T1 ITB-T1ITALFIL S.p.A.No ratings yet
- 26MoCr11 Datasheet PDFDocument3 pages26MoCr11 Datasheet PDFEugen PosticaNo ratings yet
- Supercored Supercored Supercored Supercored 71MAG 71MAG 71MAG 71MAGDocument8 pagesSupercored Supercored Supercored Supercored 71MAG 71MAG 71MAG 71MAGGian Marco ColicchiaNo ratings yet
- Type Cellulosic Pipeweld 7010 ECC E 7010-G Smaw Classifications DescriptionDocument1 pageType Cellulosic Pipeweld 7010 ECC E 7010-G Smaw Classifications DescriptionagrinjoshNo ratings yet
- X12CrNiMoV12 3Document3 pagesX12CrNiMoV12 3manjunath k sNo ratings yet
- E 6013 Fincord M electrode-oerlikon-en-TN110429Document1 pageE 6013 Fincord M electrode-oerlikon-en-TN110429Khhg AgddsNo ratings yet
- ML 13 FC AlSi (Cu) non-EN AB Standard AlloyDocument2 pagesML 13 FC AlSi (Cu) non-EN AB Standard Alloygtarq09No ratings yet
- OK Autrod 5556 (AlMg5Mn)Document1 pageOK Autrod 5556 (AlMg5Mn)borovniskiNo ratings yet
- Astm 4140Document3 pagesAstm 4140Ramiz KhanNo ratings yet
- Astm 4140 PDFDocument3 pagesAstm 4140 PDFRameshNo ratings yet
- SC-71MSR: Hyundai Welding Co., LTDDocument7 pagesSC-71MSR: Hyundai Welding Co., LTDRaviTeja BhamidiNo ratings yet
- 125Cr1 DatasheetDocument3 pages125Cr1 DatasheetshamrajjNo ratings yet
- Product Data Sheet: S 'Submerged Arc Welding'Document1 pageProduct Data Sheet: S 'Submerged Arc Welding'adanmeneses1No ratings yet
- Special Metal Korea Co., LTD.: File No: SMK-DS-SM-308L Rev.0Document1 pageSpecial Metal Korea Co., LTD.: File No: SMK-DS-SM-308L Rev.0son ambaritaNo ratings yet
- Steel P235TR2Document2 pagesSteel P235TR2Moulham ShahinNo ratings yet
- Reducing Oxidation Problems in Medium Frequency Induction FurnacesDocument2 pagesReducing Oxidation Problems in Medium Frequency Induction FurnacesAbbas LkNo ratings yet
- Blacking Mould Coat RefractoryDocument8 pagesBlacking Mould Coat RefractoryAbbas LkNo ratings yet
- F P: Technical Data Sheet: High Solids Zircon Based Refractory CoatingDocument1 pageF P: Technical Data Sheet: High Solids Zircon Based Refractory CoatingAbbas LkNo ratings yet
- Highest Quality Marine Engine CastingsDocument4 pagesHighest Quality Marine Engine CastingsAbbas LkNo ratings yet
- Jwri39 02 130Document4 pagesJwri39 02 130Abbas LkNo ratings yet
- AHSS Implementation - Liquid Metal Embrittlement Study - AHSS InsightsDocument5 pagesAHSS Implementation - Liquid Metal Embrittlement Study - AHSS InsightsSilverio AcuñaNo ratings yet
- 001 - Foundation Module - Review: Your AnswersDocument3 pages001 - Foundation Module - Review: Your AnswersAdrian CroomeNo ratings yet
- Cura SettingsDocument11 pagesCura SettingsJorge LatoucheNo ratings yet
- Chemical CompatabilityDocument4 pagesChemical CompatabilitydevangNo ratings yet
- IPG Laser LightWELD 1500 Data SheetDocument2 pagesIPG Laser LightWELD 1500 Data SheetMimih NunungNo ratings yet
- ASTM B601 18aDocument6 pagesASTM B601 18aewrNo ratings yet
- Hvac Water TreatmentDocument9 pagesHvac Water Treatmentadel rihanaNo ratings yet
- Elcan Vibratory Screeners and Separators Brochure PDFDocument8 pagesElcan Vibratory Screeners and Separators Brochure PDFJitendra Kadam0% (1)
- Presses & Press WorkDocument43 pagesPresses & Press WorkSahil Sheth100% (1)
- WINKEL-Datasheet 4.055 + AP 1-Q-200.052.001Document2 pagesWINKEL-Datasheet 4.055 + AP 1-Q-200.052.001Sandip KadamNo ratings yet
- Client List From Export DataDocument10 pagesClient List From Export DatavijaymandiNo ratings yet
- J WelleryDocument32 pagesJ WelleryKumar ShanooNo ratings yet
- Me 2252Document3 pagesMe 2252cbeprabhugmailNo ratings yet
- DD ENV 1090-6-2000-OtklDocument40 pagesDD ENV 1090-6-2000-OtklVasko MandilNo ratings yet
- API 600 Trim Number Chart..Document1 pageAPI 600 Trim Number Chart..francisco abarcaNo ratings yet
- Monolithic InstallationDocument37 pagesMonolithic Installationrupesh soni100% (1)
- Classification: AWS A5.22 E310T0-1 AWS A5.22 E310T0-4: All-Weld-Metal (100%CO) 1-1. Chemical CompositionDocument2 pagesClassification: AWS A5.22 E310T0-1 AWS A5.22 E310T0-4: All-Weld-Metal (100%CO) 1-1. Chemical Compositionmohamed AdelNo ratings yet
- Mark Technologies Company W.L.L: Preliminary Welding Procedure Specification (PWPS)Document6 pagesMark Technologies Company W.L.L: Preliminary Welding Procedure Specification (PWPS)vijay rajNo ratings yet
- 17) Republic Flour Mills, Inc. Vs The Commissioner of Customs and The Court of Tax AppealsDocument2 pages17) Republic Flour Mills, Inc. Vs The Commissioner of Customs and The Court of Tax AppealsJane MaribojoNo ratings yet
- Barra de Panico 19-SeriesDocument16 pagesBarra de Panico 19-SeriesGuillermo CortesNo ratings yet
- Airport Terminal Furniture Solutions: CatalogueDocument76 pagesAirport Terminal Furniture Solutions: CatalogueAkshay GuptaNo ratings yet
- Simple SolderingDocument124 pagesSimple Solderingmartin ong100% (1)
- Legends: L-Lecture T - Tutorial/Teacher Guided Theory Practice P - Practical C - Credit, CADocument7 pagesLegends: L-Lecture T - Tutorial/Teacher Guided Theory Practice P - Practical C - Credit, CAMohammed FaizNo ratings yet
- PONS en - Catalogue 2013 - Page 25Document1 pagePONS en - Catalogue 2013 - Page 25Naveen KumarNo ratings yet
- Thanetop P772: (抗磨、抗塵、抗滑溜) 1.0 DescriptionDocument1 pageThanetop P772: (抗磨、抗塵、抗滑溜) 1.0 DescriptionHelen ChoiNo ratings yet
- Business Explosure-Atharv Foundries 3Document20 pagesBusiness Explosure-Atharv Foundries 3mrunalNo ratings yet
- Method Statement For GIDocument9 pagesMethod Statement For GIAleen Gamal Al-DinjiNo ratings yet
- WWJ #2 1989Document60 pagesWWJ #2 1989ayamNo ratings yet
- ARMUS-Hull Pro - TDS - 07122023Document3 pagesARMUS-Hull Pro - TDS - 07122023aleo.latam.ingenieriaNo ratings yet
- Product Offerings: Type of Pipe Delivery Specification Steel GradeDocument1 pageProduct Offerings: Type of Pipe Delivery Specification Steel GrademARTANo ratings yet





























































































Download as pdf or txt
You might also like
- E9018 G Welding ElectrodeDocument1 pageE9018 G Welding ElectrodeSai PrasathNo ratings yet
- Ok 78.16Document1 pageOk 78.16Mario IntikNo ratings yet
- Electrode E8018 DetailsDocument1 pageElectrode E8018 DetailskapsarcNo ratings yet
- Sandvik 25.22.2.Lmn: (Welding Wire)Document3 pagesSandvik 25.22.2.Lmn: (Welding Wire)Anonymous w6TIxI0G8lNo ratings yet
- Wiem 7024 Ecc: Type Rutile Shield Metal Arc Weld (SMAW) Classifications DescriptionDocument1 pageWiem 7024 Ecc: Type Rutile Shield Metal Arc Weld (SMAW) Classifications DescriptionagrinjoshNo ratings yet
- OK 61.30 (Inox 308)Document1 pageOK 61.30 (Inox 308)Tiberiu MunteanuNo ratings yet
- BOHLER E 71T-1C/1M: GMAW Rutile Flux Cored WireDocument2 pagesBOHLER E 71T-1C/1M: GMAW Rutile Flux Cored WirebrayanNo ratings yet
- 04042016000000A Avesta 2205 Covered ElectrodesDocument1 page04042016000000A Avesta 2205 Covered Electrodesmeckup123No ratings yet
- Datasheet Sandvik 2283l en v2018!07!24 14 - 12 Version 1Document3 pagesDatasheet Sandvik 2283l en v2018!07!24 14 - 12 Version 1bhuvandesignNo ratings yet
- Datasheet Sandvik 199l enDocument3 pagesDatasheet Sandvik 199l enpedro rojasNo ratings yet
- WeldingDocument1 pageWeldingNNo ratings yet
- Esab, Ok 309L (29.12.16)Document1 pageEsab, Ok 309L (29.12.16)RodrigoNo ratings yet
- OK 63.30 (Inox 316)Document1 pageOK 63.30 (Inox 316)Tiberiu MunteanuNo ratings yet
- Datasheet Sanicro 72hpDocument2 pagesDatasheet Sanicro 72hpphillipskincaidNo ratings yet
- Datasheet Sanicro 60Document2 pagesDatasheet Sanicro 60Ismail JamaluddinNo ratings yet
- Datasheet Sandvik Saf 2205 en PDFDocument12 pagesDatasheet Sandvik Saf 2205 en PDFYuriy NesterovNo ratings yet
- Special Metal Korea Co., LTDDocument1 pageSpecial Metal Korea Co., LTDWelli E SNo ratings yet
- SM 385Document1 pageSM 385Arizal Nur ArdhiNo ratings yet
- L1 8515 en Diamondspark Ni1 MC CU05120F 3241743 ENDocument1 pageL1 8515 en Diamondspark Ni1 MC CU05120F 3241743 ENbrayanNo ratings yet
- WIEM 908: C Si MN MoDocument1 pageWIEM 908: C Si MN MoagrinjoshNo ratings yet
- 570 950mpa High Tensile Strength SteelDocument32 pages570 950mpa High Tensile Strength SteelAde Aidil SyuhadaNo ratings yet
- Boehler HL 75 T-MCDocument1 pageBoehler HL 75 T-MCBruno SantosNo ratings yet
- Cromarod Duplex B-1Document1 pageCromarod Duplex B-1Matija BušićNo ratings yet
- 1.7734-DatasheetDocument4 pages1.7734-DatasheetMax PrzybyllaNo ratings yet
- S-8018 B2Document5 pagesS-8018 B2Abhishek AnandNo ratings yet
- Datasheet Sandvik Saf 2507 en PDFDocument15 pagesDatasheet Sandvik Saf 2507 en PDFShesharam Chouhan100% (1)
- Scheda Tecnica: IT-T1S Itb-T1SDocument1 pageScheda Tecnica: IT-T1S Itb-T1SITALFIL S.p.A.No ratings yet
- European Steel and Alloy GradesDocument2 pagesEuropean Steel and Alloy Gradesfarshid KarpasandNo ratings yet
- Thermanit Nimo C 24 (ERNiCrMo3) GTAWDocument1 pageThermanit Nimo C 24 (ERNiCrMo3) GTAWNiranjan Fakirchand YadavNo ratings yet
- 25crmo4: Steel GradeDocument3 pages25crmo4: Steel GradeCristian Stiven Martinez GonzalezNo ratings yet
- E10018d2-Eng LINCOLNDocument1 pageE10018d2-Eng LINCOLNBenfil ViernezNo ratings yet
- Datasheet For Steel Grades Specialsteel X6Crnimob17-12-2Document3 pagesDatasheet For Steel Grades Specialsteel X6Crnimob17-12-2axis inspection solutionsNo ratings yet
- Datasheet For Steel Grades Specialsteel 06Cr25Ni20Document3 pagesDatasheet For Steel Grades Specialsteel 06Cr25Ni20nagmech07No ratings yet
- Sm-309Lmo: Special Metal Korea Co., LTDDocument1 pageSm-309Lmo: Special Metal Korea Co., LTDWelli E SNo ratings yet
- Steel Grade: Material Data SheetDocument5 pagesSteel Grade: Material Data Sheetdan howsNo ratings yet
- Avesta 316L-SKRDocument1 pageAvesta 316L-SKRIuliu HurducaciNo ratings yet
- Data Sheet A-10: Alloy TypeDocument3 pagesData Sheet A-10: Alloy Typemohamed AdelNo ratings yet
- 52crmov4: Steel GradeDocument2 pages52crmov4: Steel GradeHEMANTNo ratings yet
- Ok 83.28Document1 pageOk 83.28joe_frangiehNo ratings yet
- 42 CR Mo 4Document4 pages42 CR Mo 4Alin ChehadeNo ratings yet
- Acero Inoxidable 253 MADocument2 pagesAcero Inoxidable 253 MADavid Alonso Cortez BautistaNo ratings yet
- Daiko SF 82: Data Sheet N. 1011 Mig, Tig & Saw WireDocument1 pageDaiko SF 82: Data Sheet N. 1011 Mig, Tig & Saw WireRhyan EdwinNo ratings yet
- Utp Af A7Document1 pageUtp Af A7VIRPOPNo ratings yet
- Scheda Tecnica: IT-T1 ITB-T1Document1 pageScheda Tecnica: IT-T1 ITB-T1ITALFIL S.p.A.No ratings yet
- 26MoCr11 Datasheet PDFDocument3 pages26MoCr11 Datasheet PDFEugen PosticaNo ratings yet
- Supercored Supercored Supercored Supercored 71MAG 71MAG 71MAG 71MAGDocument8 pagesSupercored Supercored Supercored Supercored 71MAG 71MAG 71MAG 71MAGGian Marco ColicchiaNo ratings yet
- Type Cellulosic Pipeweld 7010 ECC E 7010-G Smaw Classifications DescriptionDocument1 pageType Cellulosic Pipeweld 7010 ECC E 7010-G Smaw Classifications DescriptionagrinjoshNo ratings yet
- X12CrNiMoV12 3Document3 pagesX12CrNiMoV12 3manjunath k sNo ratings yet
- E 6013 Fincord M electrode-oerlikon-en-TN110429Document1 pageE 6013 Fincord M electrode-oerlikon-en-TN110429Khhg AgddsNo ratings yet
- ML 13 FC AlSi (Cu) non-EN AB Standard AlloyDocument2 pagesML 13 FC AlSi (Cu) non-EN AB Standard Alloygtarq09No ratings yet
- OK Autrod 5556 (AlMg5Mn)Document1 pageOK Autrod 5556 (AlMg5Mn)borovniskiNo ratings yet
- Astm 4140Document3 pagesAstm 4140Ramiz KhanNo ratings yet
- Astm 4140 PDFDocument3 pagesAstm 4140 PDFRameshNo ratings yet
- SC-71MSR: Hyundai Welding Co., LTDDocument7 pagesSC-71MSR: Hyundai Welding Co., LTDRaviTeja BhamidiNo ratings yet
- 125Cr1 DatasheetDocument3 pages125Cr1 DatasheetshamrajjNo ratings yet
- Product Data Sheet: S 'Submerged Arc Welding'Document1 pageProduct Data Sheet: S 'Submerged Arc Welding'adanmeneses1No ratings yet
- Special Metal Korea Co., LTD.: File No: SMK-DS-SM-308L Rev.0Document1 pageSpecial Metal Korea Co., LTD.: File No: SMK-DS-SM-308L Rev.0son ambaritaNo ratings yet
- Steel P235TR2Document2 pagesSteel P235TR2Moulham ShahinNo ratings yet
- Reducing Oxidation Problems in Medium Frequency Induction FurnacesDocument2 pagesReducing Oxidation Problems in Medium Frequency Induction FurnacesAbbas LkNo ratings yet
- Blacking Mould Coat RefractoryDocument8 pagesBlacking Mould Coat RefractoryAbbas LkNo ratings yet
- F P: Technical Data Sheet: High Solids Zircon Based Refractory CoatingDocument1 pageF P: Technical Data Sheet: High Solids Zircon Based Refractory CoatingAbbas LkNo ratings yet
- Highest Quality Marine Engine CastingsDocument4 pagesHighest Quality Marine Engine CastingsAbbas LkNo ratings yet
- Jwri39 02 130Document4 pagesJwri39 02 130Abbas LkNo ratings yet
- AHSS Implementation - Liquid Metal Embrittlement Study - AHSS InsightsDocument5 pagesAHSS Implementation - Liquid Metal Embrittlement Study - AHSS InsightsSilverio AcuñaNo ratings yet
- 001 - Foundation Module - Review: Your AnswersDocument3 pages001 - Foundation Module - Review: Your AnswersAdrian CroomeNo ratings yet
- Cura SettingsDocument11 pagesCura SettingsJorge LatoucheNo ratings yet
- Chemical CompatabilityDocument4 pagesChemical CompatabilitydevangNo ratings yet
- IPG Laser LightWELD 1500 Data SheetDocument2 pagesIPG Laser LightWELD 1500 Data SheetMimih NunungNo ratings yet
- ASTM B601 18aDocument6 pagesASTM B601 18aewrNo ratings yet
- Hvac Water TreatmentDocument9 pagesHvac Water Treatmentadel rihanaNo ratings yet
- Elcan Vibratory Screeners and Separators Brochure PDFDocument8 pagesElcan Vibratory Screeners and Separators Brochure PDFJitendra Kadam0% (1)
- Presses & Press WorkDocument43 pagesPresses & Press WorkSahil Sheth100% (1)
- WINKEL-Datasheet 4.055 + AP 1-Q-200.052.001Document2 pagesWINKEL-Datasheet 4.055 + AP 1-Q-200.052.001Sandip KadamNo ratings yet
- Client List From Export DataDocument10 pagesClient List From Export DatavijaymandiNo ratings yet
- J WelleryDocument32 pagesJ WelleryKumar ShanooNo ratings yet
- Me 2252Document3 pagesMe 2252cbeprabhugmailNo ratings yet
- DD ENV 1090-6-2000-OtklDocument40 pagesDD ENV 1090-6-2000-OtklVasko MandilNo ratings yet
- API 600 Trim Number Chart..Document1 pageAPI 600 Trim Number Chart..francisco abarcaNo ratings yet
- Monolithic InstallationDocument37 pagesMonolithic Installationrupesh soni100% (1)
- Classification: AWS A5.22 E310T0-1 AWS A5.22 E310T0-4: All-Weld-Metal (100%CO) 1-1. Chemical CompositionDocument2 pagesClassification: AWS A5.22 E310T0-1 AWS A5.22 E310T0-4: All-Weld-Metal (100%CO) 1-1. Chemical Compositionmohamed AdelNo ratings yet
- Mark Technologies Company W.L.L: Preliminary Welding Procedure Specification (PWPS)Document6 pagesMark Technologies Company W.L.L: Preliminary Welding Procedure Specification (PWPS)vijay rajNo ratings yet
- 17) Republic Flour Mills, Inc. Vs The Commissioner of Customs and The Court of Tax AppealsDocument2 pages17) Republic Flour Mills, Inc. Vs The Commissioner of Customs and The Court of Tax AppealsJane MaribojoNo ratings yet
- Barra de Panico 19-SeriesDocument16 pagesBarra de Panico 19-SeriesGuillermo CortesNo ratings yet
- Airport Terminal Furniture Solutions: CatalogueDocument76 pagesAirport Terminal Furniture Solutions: CatalogueAkshay GuptaNo ratings yet
- Simple SolderingDocument124 pagesSimple Solderingmartin ong100% (1)
- Legends: L-Lecture T - Tutorial/Teacher Guided Theory Practice P - Practical C - Credit, CADocument7 pagesLegends: L-Lecture T - Tutorial/Teacher Guided Theory Practice P - Practical C - Credit, CAMohammed FaizNo ratings yet
- PONS en - Catalogue 2013 - Page 25Document1 pagePONS en - Catalogue 2013 - Page 25Naveen KumarNo ratings yet
- Thanetop P772: (抗磨、抗塵、抗滑溜) 1.0 DescriptionDocument1 pageThanetop P772: (抗磨、抗塵、抗滑溜) 1.0 DescriptionHelen ChoiNo ratings yet
- Business Explosure-Atharv Foundries 3Document20 pagesBusiness Explosure-Atharv Foundries 3mrunalNo ratings yet
- Method Statement For GIDocument9 pagesMethod Statement For GIAleen Gamal Al-DinjiNo ratings yet
- WWJ #2 1989Document60 pagesWWJ #2 1989ayamNo ratings yet
- ARMUS-Hull Pro - TDS - 07122023Document3 pagesARMUS-Hull Pro - TDS - 07122023aleo.latam.ingenieriaNo ratings yet
- Product Offerings: Type of Pipe Delivery Specification Steel GradeDocument1 pageProduct Offerings: Type of Pipe Delivery Specification Steel GrademARTANo ratings yet