Download as pdf or txt
You might also like
- Fluid Mechanics Munson 6th SolutionsDocument1,326 pagesFluid Mechanics Munson 6th SolutionsMatt Johansen81% (124)
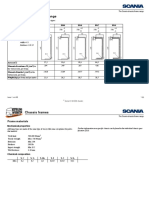
- Scania Chassis FramesDocument6 pagesScania Chassis Framesaamirmub100% (1)
- Design of A Lightweight Heavy Goods Vehicle TrailerDocument17 pagesDesign of A Lightweight Heavy Goods Vehicle TraileraamirmubNo ratings yet
- Penetration and Perforation of Thick FRP LaminatesDocument10 pagesPenetration and Perforation of Thick FRP LaminatesDeepesh KumarNo ratings yet
- Armor November December 1998Document55 pagesArmor November December 1998mai100No ratings yet
- Aluminium Foam Integra ArmorDocument15 pagesAluminium Foam Integra ArmorMatija BušićNo ratings yet
- The Art of Armor DevelopmentDocument8 pagesThe Art of Armor Developmentibrahim sugarNo ratings yet
- Next Generation Main Battle Tank Upgrade Solutions 8232Document16 pagesNext Generation Main Battle Tank Upgrade Solutions 8232Nicole RichardsonNo ratings yet
- Armour ProtectionDocument18 pagesArmour Protectionhaftom gebrehiwotNo ratings yet
- Armor November December 1996 WebDocument56 pagesArmor November December 1996 WebbinkyfishNo ratings yet
- AMAZON)Document74 pagesAMAZON)Tanmay SawantNo ratings yet
- PDF 35550Document68 pagesPDF 35550Riccardo PinciNo ratings yet
- Armor Branch Presentation-BaroneDocument17 pagesArmor Branch Presentation-Baroneapi-439124746100% (1)
- Below The Turret Ring January 2017 PDFDocument41 pagesBelow The Turret Ring January 2017 PDFAhmad AliNo ratings yet
- Abrams Main Battle TankDocument111 pagesAbrams Main Battle TankamirpatreonNo ratings yet
- Nuclear Propulsion For Space v.2Document68 pagesNuclear Propulsion For Space v.2Ch SreenadhNo ratings yet
- Law Enforcement - Military - Ems - Swat - Fire - Trainers: Armor Express 2010 Product CatalogDocument40 pagesLaw Enforcement - Military - Ems - Swat - Fire - Trainers: Armor Express 2010 Product CatalogJoseph GutierrezNo ratings yet
- Armour Materials and Protection-1Document32 pagesArmour Materials and Protection-1Just DearNo ratings yet
- PS - 682 M1 Tank Canon FlarebackDocument34 pagesPS - 682 M1 Tank Canon Flarebackehj choNo ratings yet
- The Vault TeeSquare 2019-10-27Document53 pagesThe Vault TeeSquare 2019-10-27pina100% (1)
- m1 Abrams Main Battle TankDocument5 pagesm1 Abrams Main Battle TankTimia TalashekNo ratings yet
- 3D6 Smoke Fact Sheet (India)Document16 pages3D6 Smoke Fact Sheet (India)recon506No ratings yet
- Ballistic Resistance of High Hardness Armor Steels Against 7.62mm Armor Piercing AmmunitionDocument15 pagesBallistic Resistance of High Hardness Armor Steels Against 7.62mm Armor Piercing AmmunitionWasimullah KhanNo ratings yet
- Ballistic Impact of Dry Woven Fabric Composites: A Review: Ala Tabiei Gaurav NilakantanDocument13 pagesBallistic Impact of Dry Woven Fabric Composites: A Review: Ala Tabiei Gaurav NilakantanBhasker RamagiriNo ratings yet
- Armour Layout 2Document25 pagesArmour Layout 2haftom gebrehiwotNo ratings yet
- ARMOR Fall 2017 EditionDocument70 pagesARMOR Fall 2017 Editionmikle97100% (1)
- Spaced Armor ADA954865Document24 pagesSpaced Armor ADA954865jdnwotc100% (1)
- Development and Ballistic Testing of A Functionally Gradient Ceramic Metal AppliqueDocument12 pagesDevelopment and Ballistic Testing of A Functionally Gradient Ceramic Metal Appliquegrindormh53No ratings yet
- 20mm hs820 AmmunitionDocument28 pages20mm hs820 AmmunitionVlad Vlad100% (1)
- Evaluation of Siliceous Cored Armor For The XM60Document46 pagesEvaluation of Siliceous Cored Armor For The XM60AwesomeDeliteNo ratings yet
- Tavor TAR-21 Assault Rifle - IsraelDocument5 pagesTavor TAR-21 Assault Rifle - IsraelRichard Harig100% (1)
- Armor MagazineDocument52 pagesArmor Magazine"Rufus"100% (1)
- Materials and Design: X.F. Zhang, Y.C. LiDocument8 pagesMaterials and Design: X.F. Zhang, Y.C. LivenkatesanjsNo ratings yet
- American Cold War Tank DevelopmentDocument7 pagesAmerican Cold War Tank DevelopmentArtur SobczakNo ratings yet
- CZ Katalog 2014Document76 pagesCZ Katalog 2014artemiopablososaNo ratings yet
- Technical Challenges of The U.S. Army's Ground Combat Vehicle ProgramDocument64 pagesTechnical Challenges of The U.S. Army's Ground Combat Vehicle ProgramTsegay TeklayNo ratings yet
- ESD BAAINBw 2018 WebDocument72 pagesESD BAAINBw 2018 Webkhaerul jannah100% (1)
- United States Patent (191: Hau (11) Patent Number: (45) Date of PatentDocument7 pagesUnited States Patent (191: Hau (11) Patent Number: (45) Date of PatentwewewewNo ratings yet
- AMPS - The Armor Modeling and Preservation SocietyDocument18 pagesAMPS - The Armor Modeling and Preservation SocietyMark AbNo ratings yet
- 00a14eb9-8edf-4964-89b6-96829d79a09bDocument2 pages00a14eb9-8edf-4964-89b6-96829d79a09bselleriverketNo ratings yet
- Fracture Mechanics and Nanotechnology For Defence by D.S.SrilakshmiDocument7 pagesFracture Mechanics and Nanotechnology For Defence by D.S.SrilakshmimycatalystsNo ratings yet
- ARMOR Spring 2021 EditionDocument92 pagesARMOR Spring 2021 EditionminthuhtunNo ratings yet
- 20mm M50 Series M53 API - M55 TP - M56 HEIDocument2 pages20mm M50 Series M53 API - M55 TP - M56 HEIMF84100% (1)
- Kevlar: What Is It Properties UsesDocument7 pagesKevlar: What Is It Properties UsesShukla PalitNo ratings yet
- Connie Hayes Et Al - The Effects of Fragment Ricochet On Munition LethalityDocument41 pagesConnie Hayes Et Al - The Effects of Fragment Ricochet On Munition LethalityNikeShoxxx100% (1)
- Norma Projektilfabrik 100 Years 1894-1994Document84 pagesNorma Projektilfabrik 100 Years 1894-1994Arthe Mis100% (1)
- MSM Tech List 125mm TapnaDocument2 pagesMSM Tech List 125mm TapnaThanosaekk P.No ratings yet
- We Are Intechopen, The World'S Leading Publisher of Open Access Books Built by Scientists, For ScientistsDocument27 pagesWe Are Intechopen, The World'S Leading Publisher of Open Access Books Built by Scientists, For ScientistsCynthia HarrisNo ratings yet
- Launch Vehicle Missile Technology: IV B. Tech II Semester (JNTUH-R13)Document64 pagesLaunch Vehicle Missile Technology: IV B. Tech II Semester (JNTUH-R13)kebede badejiNo ratings yet
- NRA American Warrior #3Document94 pagesNRA American Warrior #3Yaroslav SergeevNo ratings yet
- Army Aviation Digest - Mar 1986Document48 pagesArmy Aviation Digest - Mar 1986Aviation/Space History LibraryNo ratings yet
- 78 Project ReportDocument51 pages78 Project ReportAlainVillanuevaNo ratings yet
- P Ne It Cuua Piooj S&Uucea.: Technical - LibraryDocument27 pagesP Ne It Cuua Piooj S&Uucea.: Technical - LibraryAmiVolat100% (1)
- Rail GunDocument20 pagesRail GunJohn Sabu100% (1)
- Hof 20Document70 pagesHof 20Lavern SipinNo ratings yet
- Analysis of Heat Transfer Coefficient Inside Gun BarrelDocument4 pagesAnalysis of Heat Transfer Coefficient Inside Gun Barrelagmibrahim5055No ratings yet
- IL2GB Operators Manual v4702 ReleaseDocument140 pagesIL2GB Operators Manual v4702 ReleaseDavidfigamNo ratings yet
- ARMOR Winter 2021 EditionDocument78 pagesARMOR Winter 2021 EditionminthuhtunNo ratings yet
- 6526 HulsDocument28 pages6526 Hulskim_cheeNo ratings yet
- Katalog 2022 Edit (English Version) SmallDocument24 pagesKatalog 2022 Edit (English Version) SmallAndri Abud Firmansyah100% (1)
- Spike SR™: SHORT Range, Man-Portable Shoulder Fired 3rd Generation Fire & Forget Electro-Optical Guided Missile SystemDocument2 pagesSpike SR™: SHORT Range, Man-Portable Shoulder Fired 3rd Generation Fire & Forget Electro-Optical Guided Missile Systemhamilton_DKNo ratings yet
- 61-2CIR-18 120mm Fin Stabilised Armour Piercing Discarding Sabot Mark-IIDocument1 page61-2CIR-18 120mm Fin Stabilised Armour Piercing Discarding Sabot Mark-IIHossam AliNo ratings yet
- Ballistic Impact Response of Elastomer Retrofi - 2023 - International Journal ofDocument22 pagesBallistic Impact Response of Elastomer Retrofi - 2023 - International Journal ofRodrigoNo ratings yet
- Cross Cogging Torque AnalysisDocument4 pagesCross Cogging Torque AnalysisaamirmubNo ratings yet
- IJMS 50 2008 - ZhixueDocument8 pagesIJMS 50 2008 - ZhixueaamirmubNo ratings yet
- Ballistic Resistance of Novel Amorphous-Alloy-Reinforced Perforated ArmorDocument15 pagesBallistic Resistance of Novel Amorphous-Alloy-Reinforced Perforated ArmoraamirmubNo ratings yet
- Materials 16 02870Document26 pagesMaterials 16 02870aamirmubNo ratings yet
- 2004 FE Simulations of Impact On Metal & CompoDocument114 pages2004 FE Simulations of Impact On Metal & CompoaamirmubNo ratings yet
- Öz and Öztürk - 2022 - Effect of Carbon Filler-Modified Epoxy Adhesive OnDocument14 pagesÖz and Öztürk - 2022 - Effect of Carbon Filler-Modified Epoxy Adhesive OnaamirmubNo ratings yet
- A Numerical Investigation and Experimental Validation On Chip Morphology of Aluminum Alloy 6061 During Orthogonal MachiningDocument6 pagesA Numerical Investigation and Experimental Validation On Chip Morphology of Aluminum Alloy 6061 During Orthogonal MachiningaamirmubNo ratings yet
- Liu, Jacob2012Document12 pagesLiu, Jacob2012aamirmubNo ratings yet
- Progressive Failure Analysis of FRC Containing HoleDocument16 pagesProgressive Failure Analysis of FRC Containing HoleaamirmubNo ratings yet
- 2014 SCIEI May Sydney Conf Proceedings IACSITDocument5 pages2014 SCIEI May Sydney Conf Proceedings IACSITaamirmubNo ratings yet
- Multiscale Modeling of Human Bone: Y. W. Kwon B. R. ClumpnerDocument11 pagesMultiscale Modeling of Human Bone: Y. W. Kwon B. R. ClumpneraamirmubNo ratings yet
- Effect of GNP and MWCNT Addition On Lap ShearDocument6 pagesEffect of GNP and MWCNT Addition On Lap ShearaamirmubNo ratings yet
- Multiobjective Optimization of Mechanical Properties Based On The Composition of AdhesivesDocument24 pagesMultiobjective Optimization of Mechanical Properties Based On The Composition of AdhesivesaamirmubNo ratings yet
- Patient-Specific Bone Multiscale Modelling FracturDocument67 pagesPatient-Specific Bone Multiscale Modelling FracturaamirmubNo ratings yet
- Computer Methods in Biomechanics and Biomedical EngineeringDocument10 pagesComputer Methods in Biomechanics and Biomedical EngineeringaamirmubNo ratings yet
- Lightweight Ceramic Composite Armour SystemDocument5 pagesLightweight Ceramic Composite Armour SystemaamirmubNo ratings yet
- Experimental Investigation On The Ballistic Resistance of Monolithic and Multi-Layred Plates Against Ogival-Nose Rigid Projectiles (2012)Document12 pagesExperimental Investigation On The Ballistic Resistance of Monolithic and Multi-Layred Plates Against Ogival-Nose Rigid Projectiles (2012)aamirmubNo ratings yet
- Modelling and Simulation of Brittle ArmourDocument166 pagesModelling and Simulation of Brittle ArmouraamirmubNo ratings yet
- Mil STD 709dDocument30 pagesMil STD 709daamirmubNo ratings yet
- Effective Area For Masonry: M.A. Hatzinikolas H. MorsteadDocument17 pagesEffective Area For Masonry: M.A. Hatzinikolas H. MorsteadKen SuNo ratings yet
- Structure of Atom LectureDocument35 pagesStructure of Atom LectureRichie Ife NubiNo ratings yet
- Kinematics: Tips On How To Use The Study-Material EffectivelyDocument83 pagesKinematics: Tips On How To Use The Study-Material EffectivelyVatsalNo ratings yet
- Chapter 4 - SlsDocument48 pagesChapter 4 - Slshktang1802No ratings yet
- Foli Ap 1-1Document4 pagesFoli Ap 1-1LakshmiNo ratings yet
- Cambridge Ordinary LevelDocument20 pagesCambridge Ordinary LevelAyra MujibNo ratings yet
- Vol 10 No 2 2017 9 185-194Document11 pagesVol 10 No 2 2017 9 185-194Đào Đình NamNo ratings yet
- Albert Einstein (: GermanDocument2 pagesAlbert Einstein (: GermanBrian Hesús Ambrocio MirandaNo ratings yet
- Movingmanelementary KeyDocument5 pagesMovingmanelementary KeyLiecca StylesNo ratings yet
- Shaft Design Non Interference Fit Zones SolutionDocument13 pagesShaft Design Non Interference Fit Zones SolutionYealshaday BirhanuNo ratings yet
- My CalculationsDocument39 pagesMy CalculationsWaqas Khan ChannarNo ratings yet
- Fillet Weld DesignDocument2 pagesFillet Weld Designsaj0205037No ratings yet
- Experiment 1: ObjectiveDocument7 pagesExperiment 1: ObjectiveAqeel A HmadNo ratings yet
- 28 PoiseuilleDocument8 pages28 Poiseuillegeetadevirawat29No ratings yet
- On Francis and Kaplan TurbineDocument30 pagesOn Francis and Kaplan TurbineRavi PalaskarNo ratings yet
- Pages From Chapter 17-10Document10 pagesPages From Chapter 17-10taNo ratings yet
- Amjad Ashoorioon Et Al - M-Flation: Inflation From Matrix Valued Scalar FieldsDocument31 pagesAmjad Ashoorioon Et Al - M-Flation: Inflation From Matrix Valued Scalar FieldsTurmav12345No ratings yet
- Gas Pipeline HydraulicsDocument23 pagesGas Pipeline HydraulicssulaimanidreesNo ratings yet
- No of Energy StatesDocument5 pagesNo of Energy Statesrahul lagisettiNo ratings yet
- Response-Spectrum Analysis FAQDocument3 pagesResponse-Spectrum Analysis FAQRadhaAnanthalekshmiNo ratings yet
- Ce60 Theory of StructuresDocument2 pagesCe60 Theory of StructuresKhryzzia Maye FelicildaNo ratings yet
- Stresses & Machine Elements: Problem Set 1Document18 pagesStresses & Machine Elements: Problem Set 1anon ggNo ratings yet
- Hyd - 4Document2 pagesHyd - 4SamNo ratings yet
- Rotary Tiller Desing Parameters Part 5 PDFDocument3 pagesRotary Tiller Desing Parameters Part 5 PDFJonathan Gonzalez CamargoNo ratings yet
- API Tank Design Check ListDocument5 pagesAPI Tank Design Check ListMasoodMiyanNo ratings yet
- Magnetic Field Reading Quiz 32.3Document6 pagesMagnetic Field Reading Quiz 32.3kikixccNo ratings yet
- Transients in D.C. CircuitsDocument10 pagesTransients in D.C. CircuitsSen DhiranNo ratings yet
- Steady Heat Transfer AND Thermal Resistance Networks: Dr. Şaziye Balku 1Document24 pagesSteady Heat Transfer AND Thermal Resistance Networks: Dr. Şaziye Balku 1Pankaj KumarNo ratings yet
- Problem: SolutionDocument6 pagesProblem: SolutionOverHorizon shameNo ratings yet