Download as pdf or txt
You might also like
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5825)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1093)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (852)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (590)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (903)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (541)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (349)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (823)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (122)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (403)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- Bigger Than This - Fabian Geyrhalter - 1Document8 pagesBigger Than This - Fabian Geyrhalter - 1abas004No ratings yet
- 2009 Courier Autumn WinterDocument17 pages2009 Courier Autumn WinterJoriwingNo ratings yet
- Curriculum Vitae (Suleman)Document4 pagesCurriculum Vitae (Suleman)Muhammad SalmanNo ratings yet
- Code ListDocument26 pagesCode ListChandra Prakash JyotiNo ratings yet
- Fundamental ParticlesDocument8 pagesFundamental ParticlesDon Amaru SarmaNo ratings yet
- Pharmacology of The GITDocument31 pagesPharmacology of The GITmarviecute22No ratings yet
- Equilibrium Worksheet 2Document9 pagesEquilibrium Worksheet 2haileyNo ratings yet
- Latihan Soal Bahasa Inggris Sma HortatorDocument6 pagesLatihan Soal Bahasa Inggris Sma HortatorIsna FitrianiNo ratings yet
- Connector Selector 2016Document164 pagesConnector Selector 2016juneNo ratings yet
- Motives For Adult Participation in Physical Activity: Type of Activity, Age, and GenderDocument12 pagesMotives For Adult Participation in Physical Activity: Type of Activity, Age, and GenderHafizAceNo ratings yet
- Procedure For Return DemonstrationDocument30 pagesProcedure For Return DemonstrationMaria Angelika BughaoNo ratings yet
- Triangles - Class 10 - Notes - PANTOMATHDocument8 pagesTriangles - Class 10 - Notes - PANTOMATHsourav9823100% (1)
- Video - Digital Video Recorder 440/480 SeriesDocument3 pagesVideo - Digital Video Recorder 440/480 SeriesMonir UjjamanNo ratings yet
- What Is An Echinoderm?Document18 pagesWhat Is An Echinoderm?isuru PereraNo ratings yet
- Book Use of Black Dye For MenDocument20 pagesBook Use of Black Dye For Menraza1425No ratings yet
- Linde Truck Expert Service and Operational Manuals Wiring Diagrams EtcDocument627 pagesLinde Truck Expert Service and Operational Manuals Wiring Diagrams EtcSoftall Nelu79% (14)
- SSRN Id4565813Document50 pagesSSRN Id4565813arminNo ratings yet
- Android Developer: About Me ExperienceDocument1 pageAndroid Developer: About Me ExperienceDeby Aprilucia FarahdeviraNo ratings yet
- Cad CamDocument4 pagesCad CamRavi BhaisareNo ratings yet
- Get Growing Packages 15k CommercialDocument10 pagesGet Growing Packages 15k CommercialRodrigo Urcelay MontecinosNo ratings yet
- TFP321 03 2021Document4 pagesTFP321 03 2021Richard TorresNo ratings yet
- Camille Moço: Contact Last Work ExperiencesDocument1 pageCamille Moço: Contact Last Work ExperiencesCamille MoçoNo ratings yet
- Jurnal Mina Sains ISSN: 2407-9030 Volume 2 Nomor 2, Oktober 2016 71Document9 pagesJurnal Mina Sains ISSN: 2407-9030 Volume 2 Nomor 2, Oktober 2016 71yudhoNo ratings yet
- Quiz On Past Tenses With Awnsers, 9th GradeDocument2 pagesQuiz On Past Tenses With Awnsers, 9th GradeKristupas S100% (1)
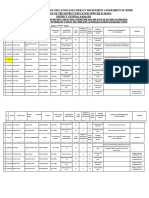
- School Education and Literacy Department Government of Sindh Office of The District Education Officer (E, S&H.S) District Central KarachiDocument15 pagesSchool Education and Literacy Department Government of Sindh Office of The District Education Officer (E, S&H.S) District Central KarachiNaya PakistanNo ratings yet
- The Assignment Problem: Examwise Marks Disrtibution-AssignmentDocument59 pagesThe Assignment Problem: Examwise Marks Disrtibution-AssignmentAlvo KamauNo ratings yet
- Architectural Research MethodsDocument4 pagesArchitectural Research MethodsMemoona SheesNo ratings yet
- Geographic Information System (GIS) : Definition, Development, Applications & ComponentsDocument12 pagesGeographic Information System (GIS) : Definition, Development, Applications & ComponentsWolfNo ratings yet
- Valerie Rosa Resume 3Document2 pagesValerie Rosa Resume 3api-715391361No ratings yet
- 067Document28 pages067Nouman AsgharNo ratings yet