Download as pdf or txt
You might also like
- Bernina Artista 630 Sewing Machine Instruction ManualDocument168 pagesBernina Artista 630 Sewing Machine Instruction ManualiliiexpugnansNo ratings yet
- Mercedes - Benz Vito & V-Class Petrol & Diesel Models: Workshop Manual - 2000 - 2003From EverandMercedes - Benz Vito & V-Class Petrol & Diesel Models: Workshop Manual - 2000 - 2003Rating: 5 out of 5 stars5/5 (1)
- 6.1 Channel Home Theatre Receiver: Owner S ManualDocument28 pages6.1 Channel Home Theatre Receiver: Owner S ManualLennart Karman100% (1)
- Operating Instructions: MANUFACTURING YEARDocument11 pagesOperating Instructions: MANUFACTURING YEARwalk666No ratings yet
- Trumpf Slat Cleaner TSC1 ManualDocument26 pagesTrumpf Slat Cleaner TSC1 ManualMümin ÇimNo ratings yet
- Example of Full Engine Overhaul ReportDocument90 pagesExample of Full Engine Overhaul ReportCwsNo ratings yet
- wx150 Shem Set - cgg0228400Document149 pageswx150 Shem Set - cgg0228400Николай НекрасовNo ratings yet
- Operating Instructions Finn-Power P20 HP P20 HPL P20 AP: MANUFACTURING YEARDocument12 pagesOperating Instructions Finn-Power P20 HP P20 HPL P20 AP: MANUFACTURING YEARwalk666No ratings yet
- Operating Instructions Finn-Power P20 HP P20 HPL P20 AP: MANUFACTURING YEARDocument12 pagesOperating Instructions Finn-Power P20 HP P20 HPL P20 AP: MANUFACTURING YEARwalk666No ratings yet
- Operating Instructions Finn-Power Nc20 Is/As Nc20 Vs Nc30 Is/As Nc30 VsDocument20 pagesOperating Instructions Finn-Power Nc20 Is/As Nc20 Vs Nc30 Is/As Nc30 Vswalk666100% (1)
- LM-800焦度计英文说明书 SUPORE 2018年12月5日Document35 pagesLM-800焦度计英文说明书 SUPORE 2018年12月5日Dan CocaliaNo ratings yet
- DP321 User's ManualDocument49 pagesDP321 User's ManualJhune De GuzmanNo ratings yet
- User Manual Dors 800 - Rev.3Document21 pagesUser Manual Dors 800 - Rev.3Amenadiel ZarsosaNo ratings yet
- Felcom-16 Ome-56380-E2Document183 pagesFelcom-16 Ome-56380-E2Nguyen Phuoc HoNo ratings yet
- LM-700 焦度计英文 说明书 SUPORE 2018年4月21日Document34 pagesLM-700 焦度计英文 说明书 SUPORE 2018年4月21日Dan CocaliaNo ratings yet
- PT 2300 Ug 01 CaenDocument77 pagesPT 2300 Ug 01 CaenCRIS SEDANTONo ratings yet
- M3 Manual Dispenser User's Manual: Please Read This Manual Carefully Before OperationDocument24 pagesM3 Manual Dispenser User's Manual: Please Read This Manual Carefully Before OperationDIPEREN ENTERTAINMENTNo ratings yet
- Lethe ADE Slice Cutter Juwel 1 MANDocument25 pagesLethe ADE Slice Cutter Juwel 1 MANGolden OdyesseyNo ratings yet
- Ub-Group 3 Den Rev DDocument15 pagesUb-Group 3 Den Rev Dmtlcaqc97 mtlcaqc97No ratings yet
- SDR-H200 SDR-H20 SDR-H18: Operating InstructionsDocument144 pagesSDR-H200 SDR-H20 SDR-H18: Operating InstructionsjohndagheNo ratings yet
- A6V12115348Document6 pagesA6V12115348Junaid IftekharNo ratings yet
- 520 ChipperDocument32 pages520 ChipperBaiuliang BaiuliangNo ratings yet
- User's Manual Manual Del UsuarioDocument100 pagesUser's Manual Manual Del UsuarioMatija PobranNo ratings yet
- Nord Stage 3 English User Manual v1.5x Edition HDocument64 pagesNord Stage 3 English User Manual v1.5x Edition HpavelscribdNo ratings yet
- Samsung ML-1440 ML-1450 Repair Service ManualDocument96 pagesSamsung ML-1440 ML-1450 Repair Service ManualSteveSherrattNo ratings yet
- 2 Inch Thermal Label Printer User ManualDocument14 pages2 Inch Thermal Label Printer User ManualVictor AlvarezNo ratings yet
- Magnetic Drilling Machine: Model Number RS PRO40/1, RS PRO40/2Document21 pagesMagnetic Drilling Machine: Model Number RS PRO40/1, RS PRO40/2ahmedhamdi731No ratings yet
- Partea I PDFDocument59 pagesPartea I PDFCata OpreaNo ratings yet
- PrintjetDocument227 pagesPrintjetedgarNo ratings yet
- Nord Stage 3 English User Manual v1.3x Edition E PDFDocument64 pagesNord Stage 3 English User Manual v1.3x Edition E PDFanothercamNo ratings yet
- Sdrh40 Lsqt1337 Eng EspDocument128 pagesSdrh40 Lsqt1337 Eng EspSmeu AndreiNo ratings yet
- Manuel D'utilisation REV 5S-SA enDocument28 pagesManuel D'utilisation REV 5S-SA enZeki NetaNo ratings yet
- bsc10 HM en PDFDocument24 pagesbsc10 HM en PDFRoly GonzalesNo ratings yet
- Nord Stage 3 English User Manual v2.6x Edition NDocument64 pagesNord Stage 3 English User Manual v2.6x Edition NLuigi Angelo SuardiNo ratings yet
- Blok Diagram Samson Mixpad124xDocument112 pagesBlok Diagram Samson Mixpad124xAbdul Aziz AssegafNo ratings yet
- FSM/FSH Series From EnerpacDocument6 pagesFSM/FSH Series From EnerpacTitanplyNo ratings yet
- Instruction Manual: Heto Gel Dryer GD-2Document16 pagesInstruction Manual: Heto Gel Dryer GD-2Eclecticindia EclecticindiaNo ratings yet
- IR3 V1 InstructionDocument28 pagesIR3 V1 InstructionMolina JesusNo ratings yet
- Power Planer: MODEL 1923HDocument16 pagesPower Planer: MODEL 1923Hnenciu123No ratings yet
- 1923h PDFDocument16 pages1923h PDFMhanie MalinaoNo ratings yet
- Husqvarna K970II Owners ManualDocument30 pagesHusqvarna K970II Owners ManualForum PompieriiNo ratings yet
- 80mm Thermal Receipt Printer User Manual V1.0.80Document19 pages80mm Thermal Receipt Printer User Manual V1.0.80Cesar Eduardo Ortiz SanchezNo ratings yet
- Inmarsat Mini-C Mobile Earth Station: Felcom 16Document181 pagesInmarsat Mini-C Mobile Earth Station: Felcom 16Christian ReyesNo ratings yet
- Cyclone Breakdown-AyyjyiDocument14 pagesCyclone Breakdown-Ayyjyi王小冬No ratings yet
- UMX49 61 ENG Rev B PDFDocument14 pagesUMX49 61 ENG Rev B PDFBobanMitićNo ratings yet
- Conference System Inter MDocument28 pagesConference System Inter MSalvador DesaculaNo ratings yet
- MX135 OwnDocument60 pagesMX135 OwnindianriveraerialNo ratings yet
- User Manual: Nord Electro 6Document33 pagesUser Manual: Nord Electro 6Ardiyan SuryansyahNo ratings yet
- Bun GardDocument32 pagesBun GardFlashPTNo ratings yet
- Mettler Ics429 User ManualDocument60 pagesMettler Ics429 User ManualJhonny Velasquez PerezNo ratings yet
- Micromaster 420: 0.12 KW - 11 KWDocument28 pagesMicromaster 420: 0.12 KW - 11 KWAdalmi Santos SilvaNo ratings yet
- Bedienungsanleitung Intamsys Funmat Enhanced HTDocument87 pagesBedienungsanleitung Intamsys Funmat Enhanced HTMichal MikešNo ratings yet
- Owner'S Manual: Thank You, and Congratulations On Your Choice of The Roland XV-3080Document204 pagesOwner'S Manual: Thank You, and Congratulations On Your Choice of The Roland XV-3080CristobalzqNo ratings yet
- Porter Cable Model 7301 HD Power Unit Laminate Trimmer BaseDocument25 pagesPorter Cable Model 7301 HD Power Unit Laminate Trimmer BasenobodyNo ratings yet
- AUI BP-9000E Owner's ManualDocument80 pagesAUI BP-9000E Owner's ManualRioz TanamoNo ratings yet
- Operators Manual For The Slicer MODEL USA 250 / 280 / 300 / 350Document8 pagesOperators Manual For The Slicer MODEL USA 250 / 280 / 300 / 350Wilmer CultidNo ratings yet
- Juki AMS-21ODDocument54 pagesJuki AMS-21ODMáy may Điện tửNo ratings yet
- U-Control Uca202: User ManualDocument18 pagesU-Control Uca202: User ManualroyvuorelaNo ratings yet
- Um Powerpod1860Plus PowerpodK12Plus PowerpodK16Plus en Es 414h-ElDocument40 pagesUm Powerpod1860Plus PowerpodK12Plus PowerpodK16Plus en Es 414h-ElEloy Sanchez NinaNo ratings yet
- Working Instruction, MechanicalDocument29 pagesWorking Instruction, MechanicalJose GarciaNo ratings yet
- 0231M383 1 C (1) .Issue2Document90 pages0231M383 1 C (1) .Issue2Daniel VieraNo ratings yet
- TFT-LCD TV Owner S ManualDocument42 pagesTFT-LCD TV Owner S ManualHEBLYN JOSE RODRIGUEZ UZCATEGUINo ratings yet
- High-Speed Production Swager For Hose and Cable: Max. Fitting Size 1 "Document1 pageHigh-Speed Production Swager For Hose and Cable: Max. Fitting Size 1 "walk666No ratings yet
- CM75PH: Hose Cutting MachineDocument2 pagesCM75PH: Hose Cutting Machinewalk666No ratings yet
- Powerful Crimpers For Serial Production: Max. Fitting Size 1 "Document2 pagesPowerful Crimpers For Serial Production: Max. Fitting Size 1 "walk666No ratings yet
- Crimping Controls: Whatever Your Manufacturing NeedsDocument2 pagesCrimping Controls: Whatever Your Manufacturing Needswalk666No ratings yet
- High-Speed Production Crimper For Hoses and Cables: Max Fitting Size 1 "Document2 pagesHigh-Speed Production Crimper For Hoses and Cables: Max Fitting Size 1 "walk666No ratings yet
- Operating Instructions: Keep This Manual For Future NeedsDocument4 pagesOperating Instructions: Keep This Manual For Future Needswalk666No ratings yet
- Operating Instructions Finn-Power Nc20 Is/As Nc20 Vs Nc30 Is/As Nc30 VsDocument20 pagesOperating Instructions Finn-Power Nc20 Is/As Nc20 Vs Nc30 Is/As Nc30 Vswalk666100% (1)
- Operating Instructions Finn-Power PP70 PP72: Manufacturing YEAR - Series 1.0Document13 pagesOperating Instructions Finn-Power PP70 PP72: Manufacturing YEAR - Series 1.0walk666No ratings yet
- Operating Instructions: Manufacturing YearDocument14 pagesOperating Instructions: Manufacturing Yearwalk666No ratings yet
- SP350VS非液压软管总成扣压机 sp350Document14 pagesSP350VS非液压软管总成扣压机 sp350walk666No ratings yet
- Operating Instructions Finn-Power Vs ControlDocument16 pagesOperating Instructions Finn-Power Vs Controlwalk666No ratings yet
- SB 85PT Specs in EnglishDocument4 pagesSB 85PT Specs in Englishwalk666No ratings yet
- Operating Instructions: Keep This Manual For Future NeedsDocument6 pagesOperating Instructions: Keep This Manual For Future Needswalk666No ratings yet
- SB-85 PT: Conveyor Belt MoverDocument4 pagesSB-85 PT: Conveyor Belt Moverwalk666100% (1)
- 28-11-2022-DPR KPGFCCI ProjectDocument2 pages28-11-2022-DPR KPGFCCI ProjectBilalNo ratings yet
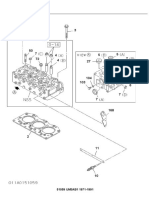
- Um3ab1 Cylinder HeadDocument2 pagesUm3ab1 Cylinder HeadBurik8100% (1)
- LG 55UH615 Chassis UA65RDocument99 pagesLG 55UH615 Chassis UA65RBreno Ortega Fernandez100% (1)
- Problem Set 6 SolutionsDocument5 pagesProblem Set 6 SolutionsKrupali ShahNo ratings yet
- Kaise-Kb1270s - 12V 7ahDocument2 pagesKaise-Kb1270s - 12V 7ahcecilicastro60No ratings yet
- Ball Screw DocumentationDocument12 pagesBall Screw DocumentationMoldovan Gheorghe100% (1)
- KK-RK214C Bus RK 2013 - 08Document172 pagesKK-RK214C Bus RK 2013 - 08patricio cepedaNo ratings yet
- DIY LED Tachomter RPM GaugeDocument11 pagesDIY LED Tachomter RPM GaugeminhasNo ratings yet
- Mobile Substation PDFDocument4 pagesMobile Substation PDFCedie Pamplona100% (1)
- ContentDocument12 pagesContentHarishNo ratings yet
- Suspension - Suzuki Spare Part Suzuki IndonesiaDocument1 pageSuspension - Suzuki Spare Part Suzuki IndonesiaA MahmoudNo ratings yet
- APP008 - Hitachi Screw Point List and Startup SequenceDocument6 pagesAPP008 - Hitachi Screw Point List and Startup Sequencemarcyel Oliveira WoliveiraNo ratings yet
- EP-B101 IntroductionDocument6 pagesEP-B101 IntroductionShabbir AhmedNo ratings yet
- Rotork Controls IQ ActuatorsDocument48 pagesRotork Controls IQ ActuatorsBFEVietnam100% (2)
- PDF 10671 MINI GP2 Brake Kit Installationr3Document54 pagesPDF 10671 MINI GP2 Brake Kit Installationr3Bounoua AmineNo ratings yet
- Axle General Information: .PDF Change LogDocument102 pagesAxle General Information: .PDF Change LogMario CruzNo ratings yet
- MUSE ED Elevator: Installation ManualDocument13 pagesMUSE ED Elevator: Installation ManualMoises PerelloNo ratings yet
- ATA 24 Electrical Power L1Document40 pagesATA 24 Electrical Power L1jimbokhepelNo ratings yet
- Cross Section of Cables PVC InsulatedDocument1 pageCross Section of Cables PVC InsulatedSuguna DeviNo ratings yet
- Topic 3: Checking and Adjusting of Steering GeometryDocument7 pagesTopic 3: Checking and Adjusting of Steering GeometrySILINDOKUHLE NKUNZINo ratings yet
- Notifier AcsDocument3 pagesNotifier AcslalwinNo ratings yet
- Mos Integrated Circuit: Data SheetDocument62 pagesMos Integrated Circuit: Data SheetdgdNo ratings yet
- WWW - Manaresults.Co - In: Design of Machine Members - IiDocument8 pagesWWW - Manaresults.Co - In: Design of Machine Members - IigopichandallakaNo ratings yet
- 2015 Nissan 370Z 3.7L Eng VIN A BaseDocument69 pages2015 Nissan 370Z 3.7L Eng VIN A BaseData TécnicaNo ratings yet
- ESP200 Solid State Overload RelayDocument4 pagesESP200 Solid State Overload RelayjoseNo ratings yet
- 640587Document2 pages640587ontaarabNo ratings yet
- TB135 Book No. BG4Z010 S N 13510004Document11 pagesTB135 Book No. BG4Z010 S N 13510004Cânpan FlorinNo ratings yet
- Kertas Kerja CC-3 JTM 03 & 04-11-2021Document29 pagesKertas Kerja CC-3 JTM 03 & 04-11-2021Hotman JuniorNo ratings yet
- Anjo Machine Torque Converter CatalogDocument158 pagesAnjo Machine Torque Converter Catalog吳祈亨No ratings yet