Download as pdf or txt
You might also like
- 307.1074.3.5 (En) Air Cooled Engine Serie 1000Document172 pages307.1074.3.5 (En) Air Cooled Engine Serie 1000Lacatusu Mircea100% (1)
- Method Statement For Kamoa CampDocument28 pagesMethod Statement For Kamoa CampAdam MulengaNo ratings yet
- IC3 ModulesDocument9 pagesIC3 ModulesSuhaimi SimponNo ratings yet
- Viscotube r2Document15 pagesViscotube r2wisnu prabowo muktiNo ratings yet
- 6951-Anchor Bolt and Base Plate DesignDocument38 pages6951-Anchor Bolt and Base Plate DesignOmprakash Khodke100% (1)
- Long Term Production Planning of Open Pit Mines by Ant Colony PDFDocument12 pagesLong Term Production Planning of Open Pit Mines by Ant Colony PDFKhalis Mahmudah100% (1)
- Jelvez Etal A New Model For Automated Pushback SelectionDocument9 pagesJelvez Etal A New Model For Automated Pushback SelectionJhon Antony Gamboa SandovalNo ratings yet
- Dynamic Phase-Mining Optimization in Open-Pit Metal MinesDocument7 pagesDynamic Phase-Mining Optimization in Open-Pit Metal MinesSelamet ErçelebiNo ratings yet
- A New Algorithm For Stope Boundary OptimizationDocument7 pagesA New Algorithm For Stope Boundary OptimizationMartin Pavez KentNo ratings yet
- A Study On The Optimization Algorithms FDocument8 pagesA Study On The Optimization Algorithms FOUEDRAOGONo ratings yet
- Panel Caving Scheduling Under Precedence Constraints Considering Mining SystemDocument17 pagesPanel Caving Scheduling Under Precedence Constraints Considering Mining SystemJose ChambillaNo ratings yet
- MIP-based Procedure To Pushback Selection: Enrique Jélvez, Nelson MoralesDocument8 pagesMIP-based Procedure To Pushback Selection: Enrique Jélvez, Nelson MoralesSoporte CGeoMinNo ratings yet
- A Fast Dynamic Programming Algorithm For Stope Boundary Layout For Underground MineDocument5 pagesA Fast Dynamic Programming Algorithm For Stope Boundary Layout For Underground MineIJAR JOURNALNo ratings yet
- SHillDocument24 pagesSHillsrivasthu100% (1)
- An Application of Branch and Cut To Open Pit Mine SchedulingDocument27 pagesAn Application of Branch and Cut To Open Pit Mine SchedulingALBERTUSNo ratings yet
- Open Pit Production Planning Using Controlled Pushbacks and AggregatesDocument11 pagesOpen Pit Production Planning Using Controlled Pushbacks and AggregatesFrancisco CabreraNo ratings yet
- Determination of The Optimum Crown Pillar Thickness Between OpenDocument8 pagesDetermination of The Optimum Crown Pillar Thickness Between OpenluisparedesNo ratings yet
- Online Rules For Container Stacking: Bram Borgman Rommert DekkerDocument30 pagesOnline Rules For Container Stacking: Bram Borgman Rommert DekkerJesus ZuñigaNo ratings yet
- The New Fundamental Tree PDFDocument14 pagesThe New Fundamental Tree PDFSky FallNo ratings yet
- An Another Way For Open Pit Mine Design OptimizatiDocument11 pagesAn Another Way For Open Pit Mine Design OptimizatiAli SalehiNo ratings yet
- 104 Hesam ShortTermProductionSchedulingDocument14 pages104 Hesam ShortTermProductionSchedulingRisza RumaniNo ratings yet
- Minerals: Open Pit Optimization Using The Floating Cone Method: A New AlgorithmDocument20 pagesMinerals: Open Pit Optimization Using The Floating Cone Method: A New AlgorithmCARLOS FABRIZIO MONTOYA VEGANo ratings yet
- 2005 - The New Fundamental Tree AlgorithmDocument14 pages2005 - The New Fundamental Tree AlgorithmBurcu KaraözNo ratings yet
- Menabde Et Al - 2019 - MineoptimisationofConditionalsimulatedmodelsDocument18 pagesMenabde Et Al - 2019 - MineoptimisationofConditionalsimulatedmodelsJorge ValencaNo ratings yet
- Preprint AOR12 MinelibDocument27 pagesPreprint AOR12 MinelibManuel AragonNo ratings yet
- Developing Projects Using CaveLogicTMDocument12 pagesDeveloping Projects Using CaveLogicTMDiego Ignacio VelizNo ratings yet
- New Approach To Flexible Open Pit Optimisation and SchedulingDocument7 pagesNew Approach To Flexible Open Pit Optimisation and SchedulinghamidNo ratings yet
- Askari-Nasab Et Al - 2011 - 2011 - 03 - 05 - Hesam - SME - DenverDocument9 pagesAskari-Nasab Et Al - 2011 - 2011 - 03 - 05 - Hesam - SME - DenverJorge ValencaNo ratings yet
- Askari-Nasab, Tabesh, Badiozamani - 2010 06 - 23 - MININ - Santiago - ChileDocument14 pagesAskari-Nasab, Tabesh, Badiozamani - 2010 06 - 23 - MININ - Santiago - ChileJorge ValencaNo ratings yet
- Determination of The Ultimate Pit PDFDocument16 pagesDetermination of The Ultimate Pit PDFKamaraNo ratings yet
- Waste Dump OptimisationDocument8 pagesWaste Dump OptimisationDody100% (1)
- Proceding TeDocument7 pagesProceding TeAnonymous cncdtlNNo ratings yet
- Open Pit Optimization Strategies For ImpDocument6 pagesOpen Pit Optimization Strategies For ImpGbenga AdewumiNo ratings yet
- Ultimate Pit Limit (UPL) Determination Through Minimizing Risk Costs Associated With Price Uncertainty PDFDocument14 pagesUltimate Pit Limit (UPL) Determination Through Minimizing Risk Costs Associated With Price Uncertainty PDFVictor Joel SanchezNo ratings yet
- Open Pit Planning and Desing - Production PlaningDocument8 pagesOpen Pit Planning and Desing - Production PlaningCesar Brian LozadaNo ratings yet
- Cutt Off SynopsisDocument13 pagesCutt Off SynopsisDhruv ChatterjeeNo ratings yet
- Reservoir-Simulation Lect 3Document41 pagesReservoir-Simulation Lect 3كهلان البريهيNo ratings yet
- Optimizing The Open Pit-To-underground Mining TransitionDocument13 pagesOptimizing The Open Pit-To-underground Mining TransitionChan QuangNo ratings yet
- Determination of Ultimate Pit LimitsDocument16 pagesDetermination of Ultimate Pit LimitsOrlando Chura Torres100% (1)
- MJNMG - A2015 Alexander SSDBS y BSO2!Document12 pagesMJNMG - A2015 Alexander SSDBS y BSO2!Soporte CGeoMinNo ratings yet
- 1.mixed Integer Programming Model For Short Term Planning in Open Pit MinesDocument10 pages1.mixed Integer Programming Model For Short Term Planning in Open Pit MinesJosue GonzalezNo ratings yet
- Stope Boundary Optimization Using A 3D Approximate Hybrid AlgorithmDocument14 pagesStope Boundary Optimization Using A 3D Approximate Hybrid AlgorithmKENNY BRANDON MAWODZWANo ratings yet
- Article - USBR Type IXDocument7 pagesArticle - USBR Type IXLeticia Karine Sanches BritoNo ratings yet
- A Review of Operations Research in Mine PlanningDocument24 pagesA Review of Operations Research in Mine PlanningMari Navia LezanaNo ratings yet
- Ahalim JKMRC 2004 ConfDocument25 pagesAhalim JKMRC 2004 ConfSebastian Gitan VergaraNo ratings yet
- Deswik White Paper Pseudoflow ExplainedDocument10 pagesDeswik White Paper Pseudoflow ExplainedKamara100% (1)
- Rump Jalan TambangDocument9 pagesRump Jalan TambangAndre AlistinNo ratings yet
- Sattarvand Niemann DeliusDocument14 pagesSattarvand Niemann DeliusKevin RiosNo ratings yet
- Development of A Mathematical Programming Model To Support The Planning of Short-Term MiningDocument15 pagesDevelopment of A Mathematical Programming Model To Support The Planning of Short-Term MiningJhol Dueñas GutierrezNo ratings yet
- Pipe-Routing Algorithm - Case Study PDFDocument11 pagesPipe-Routing Algorithm - Case Study PDFmechanical_engineer11No ratings yet
- A Sliding Time Window Heuristic For Open Pit Mine Block SequencingDocument14 pagesA Sliding Time Window Heuristic For Open Pit Mine Block SequencingronaldNo ratings yet
- A New Algorithm For Optimum Open Pit Design: Floating Cone Method IIIDocument8 pagesA New Algorithm For Optimum Open Pit Design: Floating Cone Method IIIGan-Od UlziibatNo ratings yet
- Ricci Distributions enDocument14 pagesRicci Distributions enDavid Esteban Meneses Rendic100% (1)
- Surface Mining: Block Sizes For Outlining The Ore BodyDocument3 pagesSurface Mining: Block Sizes For Outlining The Ore BodyChristian ChoqueNo ratings yet
- Open Pit Production SchedulingDocument31 pagesOpen Pit Production Schedulingsunniu99No ratings yet
- Optimal Design and Planning of Heap Leaching Process. Application To Copper Oxide LeachingDocument36 pagesOptimal Design and Planning of Heap Leaching Process. Application To Copper Oxide LeachingJuan OlivaresNo ratings yet
- Miranda. F - IncorporatingDocument9 pagesMiranda. F - IncorporatingCristian PobleteNo ratings yet
- Footprint Finder Tool For Sublevel CavingDocument14 pagesFootprint Finder Tool For Sublevel Cavingalvaroaac4No ratings yet
- Survey Coverage Path PlanningDocument32 pagesSurvey Coverage Path PlanningRaghavendra M BhatNo ratings yet
- Underground Mine Planning: Stope Layout Optimisation Under Grade Uncertainty Using Genetic AlgorithmsDocument19 pagesUnderground Mine Planning: Stope Layout Optimisation Under Grade Uncertainty Using Genetic AlgorithmsCecilia Obregón RiveraNo ratings yet
- Applied Metrology for Manufacturing EngineeringFrom EverandApplied Metrology for Manufacturing EngineeringRating: 5 out of 5 stars5/5 (1)
- Discrete Event Systems in Dioid Algebra and Conventional AlgebraFrom EverandDiscrete Event Systems in Dioid Algebra and Conventional AlgebraNo ratings yet
- SGEMS-UQ: An Uncertainty Quantification Toolkit For SgemsDocument60 pagesSGEMS-UQ: An Uncertainty Quantification Toolkit For SgemsSoporte CGeoMinNo ratings yet
- 777e PDFDocument28 pages777e PDFSoporte CGeoMinNo ratings yet
- Automatic Variogram Modeling by Iterative Least SQ PDFDocument39 pagesAutomatic Variogram Modeling by Iterative Least SQ PDFSoporte CGeoMinNo ratings yet
- Automatic Variogram Modeling by Iterative Least SQ PDFDocument39 pagesAutomatic Variogram Modeling by Iterative Least SQ PDFSoporte CGeoMinNo ratings yet
- MJNMG - A2015 Alexander SSDBS y BSO2!Document12 pagesMJNMG - A2015 Alexander SSDBS y BSO2!Soporte CGeoMinNo ratings yet
- MIP-based Procedure To Pushback Selection: Enrique Jélvez, Nelson MoralesDocument8 pagesMIP-based Procedure To Pushback Selection: Enrique Jélvez, Nelson MoralesSoporte CGeoMinNo ratings yet
- MNP - APCOM2017!!! RampaDocument8 pagesMNP - APCOM2017!!! RampaSoporte CGeoMinNo ratings yet
- Geostatistics Lessons: Learning ObjectivesDocument3 pagesGeostatistics Lessons: Learning ObjectivesSoporte CGeoMinNo ratings yet
- ASME BPVC 2010 - VIII - Division 1 - Rules For Construction of Pressure Vessels - 2011a AddendaDocument860 pagesASME BPVC 2010 - VIII - Division 1 - Rules For Construction of Pressure Vessels - 2011a Addendafabiorenzi86% (7)
- Top 20 Questions On API TestingDocument6 pagesTop 20 Questions On API TestingAshuThakurNo ratings yet
- Deformation Mechanism Maps - Oct27Document41 pagesDeformation Mechanism Maps - Oct27Fame Boy SamNo ratings yet
- Hyster H05 BrochureDocument8 pagesHyster H05 BrochureAziz DarwishNo ratings yet
- Dzekad% Izf'k (K.K) LQJ (KK, Oa I kZ@93@1346@2019 FnukadDocument2 pagesDzekad% Izf'k (K.K) LQJ (KK, Oa I kZ@93@1346@2019 FnukadPavan VaggiNo ratings yet
- Unit 1-Engineering-Whats It All AboutDocument6 pagesUnit 1-Engineering-Whats It All AboutdanaNo ratings yet
- Failure Analysis: Integrally Geared Compressor Cracked ImpellerDocument35 pagesFailure Analysis: Integrally Geared Compressor Cracked ImpellerAbdulrahman Alkhowaiter100% (1)
- 009 (1) .BC415 Communication Interfaces in ABAPDocument228 pages009 (1) .BC415 Communication Interfaces in ABAPChandramouli BalachandranNo ratings yet
- Wheatly XDocument2 pagesWheatly XElinton SarmientoNo ratings yet
- EMS Client Upgrade 20191002Document25 pagesEMS Client Upgrade 20191002StaNo ratings yet
- Heat Exchangers & Waste Heat RecoveryDocument30 pagesHeat Exchangers & Waste Heat RecoveryrsahayNo ratings yet
- Antisubmarine Weapons State ArtDocument14 pagesAntisubmarine Weapons State Artoldseas2ppf100% (2)
- ABB Electrical Wiring AccessoriesDocument2 pagesABB Electrical Wiring Accessoriesവർഗീസ് ജോസഫ്0% (1)
- High Altitude Aeronautical Platform Systems (Presentation)Document30 pagesHigh Altitude Aeronautical Platform Systems (Presentation)Mahenoor SiddiquiNo ratings yet
- Door Fittings, For Watertight /gastight /airtight, Weathertight, and Non-Tight Doors, For Marine UseDocument7 pagesDoor Fittings, For Watertight /gastight /airtight, Weathertight, and Non-Tight Doors, For Marine UseLeonardo Gonçalves GomideNo ratings yet
- Service Level Agreement Ibm Maximo Asset Management (Saas) : 1. DefinitionsDocument3 pagesService Level Agreement Ibm Maximo Asset Management (Saas) : 1. Definitionssaicharan3979No ratings yet
- Best First and Branch and Bound AlgoDocument14 pagesBest First and Branch and Bound AlgotusharNo ratings yet
- PMT CH (5) 1e) Chemical Formulae Equations and Calculations PDFDocument5 pagesPMT CH (5) 1e) Chemical Formulae Equations and Calculations PDFEric TTLNo ratings yet
- Mountain and Agricultural SettlementsDocument66 pagesMountain and Agricultural SettlementsArianne Joy Quiba DullasNo ratings yet
- Traffic Control in Iloilo CityDocument2 pagesTraffic Control in Iloilo CitySabrina Dorado VinsonNo ratings yet
- Dynamic PumpsDocument38 pagesDynamic PumpsShayn Shayn100% (3)
- 1 s2.0 S2214785323023027 MainDocument5 pages1 s2.0 S2214785323023027 MainArun KarthickNo ratings yet
- Anand Manuel's ResumeDocument2 pagesAnand Manuel's ResumeanandmanuelNo ratings yet
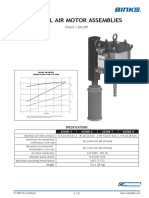
- Binks AX260L Air Motor BreakdownDocument11 pagesBinks AX260L Air Motor BreakdownAryo KamandanuNo ratings yet
- Micron Side Mount SandfilterDocument2 pagesMicron Side Mount SandfilterShahlan AnuarNo ratings yet