Download as docx, pdf, or txt
You might also like
- Iec 60092-350Document50 pagesIec 60092-350Luiz Felipe LobatoNo ratings yet
- Aws Lambda TutorialDocument393 pagesAws Lambda Tutorialswathi sree75% (4)
- Torque & DragDocument66 pagesTorque & Dragjoonak konwar91% (11)
- Yonan SpecificationDocument5 pagesYonan Specificationpriyanga100% (1)
- Commercial Blower Coil Air Handlers: TraneDocument2 pagesCommercial Blower Coil Air Handlers: TraneWan Norhisyam Wan Mohamad100% (2)
- Cassette 60 HZ R410A: CK41D 036 3N1C CK41D 048 3N1C CK41D 060 3N1CDocument1 pageCassette 60 HZ R410A: CK41D 036 3N1C CK41D 048 3N1C CK41D 060 3N1CcatherinejaramilloNo ratings yet
- A New Physical TheoryDocument4 pagesA New Physical TheoryJocelyn RegalaNo ratings yet
- Drillstring DesignDocument27 pagesDrillstring DesignDelesNo ratings yet
- Drill String DesignDocument28 pagesDrill String Design7zcv5yc7b7No ratings yet
- Single Split Cassette Catalgoue PDFDocument1 pageSingle Split Cassette Catalgoue PDFsiva ramakrishnanNo ratings yet
- KR - SCAC (R410A - 50,60Hz) - Saudi - CO - MFL67986317 - 0CSL0-03B (Mar.2020) - IDU Duct - SpecDocument2 pagesKR - SCAC (R410A - 50,60Hz) - Saudi - CO - MFL67986317 - 0CSL0-03B (Mar.2020) - IDU Duct - SpecNikolaNo ratings yet
- Latest Lifting LugDocument8 pagesLatest Lifting Lugjagannadha varmaNo ratings yet
- Logicool 5100XDocument3 pagesLogicool 5100Xsreekanth6959646No ratings yet
- Mill Power SAG MillsDocument7 pagesMill Power SAG MillsJheny MattaNo ratings yet
- EDMT281930 (SkyAir R32 Inverter - FDBF, FDLF and FBFC + RZFC-D Series) - Part-1-CombinedDocument11 pagesEDMT281930 (SkyAir R32 Inverter - FDBF, FDLF and FBFC + RZFC-D Series) - Part-1-Combinedsurya liemzNo ratings yet
- Drilling ToolsDocument47 pagesDrilling ToolsStowartNo ratings yet
- PVC Pipe ManualDocument24 pagesPVC Pipe Manualcharles blairNo ratings yet
- 39mwe029jx2 USSDocument8 pages39mwe029jx2 USSIvan Cristopher Tiburcio GuerreroNo ratings yet
- Drilling Torque & DragDocument66 pagesDrilling Torque & DragShamit Rathi100% (1)
- IADC/SPE 128458 Asymmetric Vibration Damping Tool - Small Scale Rig Testing and Full Scale Field TestingDocument29 pagesIADC/SPE 128458 Asymmetric Vibration Damping Tool - Small Scale Rig Testing and Full Scale Field TestingGhazi MhedhbiNo ratings yet
- 2810 Bracket Design ReportDocument12 pages2810 Bracket Design ReportKar ConsultNo ratings yet
- FCFC-100 + RZFC-100 (SkyAir R32 Inverter)Document1 pageFCFC-100 + RZFC-100 (SkyAir R32 Inverter)Surya LiemNo ratings yet
- Engineering Data Ceiling Mounted Casset FXFQDocument76 pagesEngineering Data Ceiling Mounted Casset FXFQWahyu pramonoNo ratings yet
- Laminated Veneer Lumber: Kerto® LVL Beams, Headers, Rafters and Columns For Floor and Roof Applications. Usa VersionDocument16 pagesLaminated Veneer Lumber: Kerto® LVL Beams, Headers, Rafters and Columns For Floor and Roof Applications. Usa VersionJuan Manuel JorqueraNo ratings yet
- Drillstring & BHA DesignDocument36 pagesDrillstring & BHA DesignJim BodeNo ratings yet
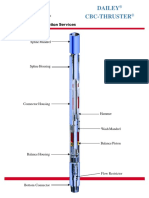
- Dailey Cbc-Thruster: Spline MandrelDocument3 pagesDailey Cbc-Thruster: Spline MandrelDouglas sanchezNo ratings yet
- Alternator: SpecificationsDocument4 pagesAlternator: SpecificationsjogremaurNo ratings yet
- EDUS391100 F6 FXAQ PVJU Wall Mounted Engineering DataDocument42 pagesEDUS391100 F6 FXAQ PVJU Wall Mounted Engineering DataIbnuyusoff77No ratings yet
- Lennox Hp29 (Piso-Techo)Document28 pagesLennox Hp29 (Piso-Techo)Gustavo CenaNo ratings yet
- Technical en Multi Split Inverter SN 07092021Document156 pagesTechnical en Multi Split Inverter SN 07092021ing.germanmarcanoNo ratings yet
- Kashikoi 5300XDocument3 pagesKashikoi 5300XYogesh ChauhanNo ratings yet
- BHA Tally Run100Document2 pagesBHA Tally Run100Jose RosarioNo ratings yet
- 02 WH & XTreeDocument47 pages02 WH & XTreeilkerkozturkNo ratings yet
- New-Ciac R410a Cassette 101915Document1 pageNew-Ciac R410a Cassette 101915juanNo ratings yet
- Cranebeam v1 2 AramadaDocument1 pageCranebeam v1 2 AramadaronyNo ratings yet
- Shear Tab - Double Col - AISC 13th Ed - Ver1Document178 pagesShear Tab - Double Col - AISC 13th Ed - Ver1pelaoguenoNo ratings yet
- Belt Conveyor CalcsDocument3 pagesBelt Conveyor Calcswidyaditya8No ratings yet
- SkyCiv Sample DNV 2 7 1 Design Report Example Integrated PDFDocument11 pagesSkyCiv Sample DNV 2 7 1 Design Report Example Integrated PDFCarlos Eduardo Alvarez SantiagoNo ratings yet
- Drilling Completion Well Service and WorkoverDocument52 pagesDrilling Completion Well Service and WorkoverAndre YudhistiraNo ratings yet
- Dsu Pac Combine.Document4 pagesDsu Pac Combine.mohammad altafNo ratings yet
- DSU PAC Combine Folder 2020Document4 pagesDSU PAC Combine Folder 2020Kishore KNo ratings yet
- Nozzle Qualify WRC-107Document8 pagesNozzle Qualify WRC-107Sodsai LamtharnNo ratings yet
- Hit HY200 - Hilti Adhesive Sytem4Document1 pageHit HY200 - Hilti Adhesive Sytem4kmh33403No ratings yet
- Symbol Values Unit Description Allowable Formulae Result: Eye Bolt CalculationDocument12 pagesSymbol Values Unit Description Allowable Formulae Result: Eye Bolt CalculationNaveen JeevaNo ratings yet
- Toushi 3100SDocument3 pagesToushi 3100SAshish AmeriaNo ratings yet
- Binder 1Document40 pagesBinder 1Aftub Uz ZamanNo ratings yet
- Drill String Design - 2Document50 pagesDrill String Design - 2Tarek Hassan100% (5)
- Conduit Trapeze Support Savings CalculatorDocument3 pagesConduit Trapeze Support Savings CalculatorSarvesh AhluwaliaNo ratings yet
- Nachi Ballscrew BearingsDocument8 pagesNachi Ballscrew BearingsHakan AdaNo ratings yet
- Belt Conveyor CalcsDocument3 pagesBelt Conveyor Calcspandu_chemengNo ratings yet
- Abrazadera Strut B-Line B2008 HDGDocument2 pagesAbrazadera Strut B-Line B2008 HDGluiszc2988No ratings yet
- Mill Power - Rod MillsDocument4 pagesMill Power - Rod MillsFredy PeñaNo ratings yet
- Drive TrainDocument2 pagesDrive Trainatlanticblue98No ratings yet
- Volant Specs CRTi2-5.5 PDFDocument5 pagesVolant Specs CRTi2-5.5 PDFRaymond ChuNo ratings yet
- 102795A CRTi2 5.5HC225 Specification SummaryDocument5 pages102795A CRTi2 5.5HC225 Specification SummaryMuhammad IlyasNo ratings yet
- Stair Stringer Design V2.1 Dated 1-21-12Document751 pagesStair Stringer Design V2.1 Dated 1-21-12Amit Kumar PaulNo ratings yet
- Coupling Stiffness DiscussionDocument28 pagesCoupling Stiffness Discussionfuzhi2016No ratings yet
- Cond 48-60 CassetteDocument1 pageCond 48-60 Cassettemayoreo.veracruzNo ratings yet
- Boring BasicsDocument4 pagesBoring Basicsnandhu1977No ratings yet
- Casette Units ScheduleDocument1 pageCasette Units ScheduleMIDHUN RAJNo ratings yet
- Drilling Workshop BHADocument39 pagesDrilling Workshop BHAOnmmmmNo ratings yet
- Cylindrical Compression Helix Springs For Suspension SystemsFrom EverandCylindrical Compression Helix Springs For Suspension SystemsNo ratings yet
- Drilling Operation Archives - Drilling Formulas and Drilling CalculationsDocument8 pagesDrilling Operation Archives - Drilling Formulas and Drilling CalculationsAmine MimoNo ratings yet
- Drilling Hydraulics Archives - Drilling Formulas and Drilling CalculationsDocument7 pagesDrilling Hydraulics Archives - Drilling Formulas and Drilling CalculationsAmine MimoNo ratings yet
- Drill String Archives - Drilling Formulas and Drilling CalculationsDocument9 pagesDrill String Archives - Drilling Formulas and Drilling CalculationsAmine MimoNo ratings yet
- Drilling Fluid Calculations Archives - Drilling Formulas and Drilling Calculations PDFDocument10 pagesDrilling Fluid Calculations Archives - Drilling Formulas and Drilling Calculations PDFAmine MimoNo ratings yet
- Drilling Fluids Formulas Archives - Drilling Formulas and Drilling CalculationsDocument9 pagesDrilling Fluids Formulas Archives - Drilling Formulas and Drilling CalculationsAmine MimoNo ratings yet
- Directional Drilling Archives - Drilling Formulas and Drilling CalculationsDocument6 pagesDirectional Drilling Archives - Drilling Formulas and Drilling CalculationsAmine MimoNo ratings yet
- Drilling Fluids Archives - Drilling Formulas and Drilling CalculationsDocument6 pagesDrilling Fluids Archives - Drilling Formulas and Drilling CalculationsAmine MimoNo ratings yet
- Cementing Proposal Programs TFT-473 - TP-211 PDFDocument25 pagesCementing Proposal Programs TFT-473 - TP-211 PDFAmine MimoNo ratings yet
- Drilling Engineering Calculations Archives - Drilling Formulas and Drilling CalculationsDocument8 pagesDrilling Engineering Calculations Archives - Drilling Formulas and Drilling CalculationsAmine MimoNo ratings yet
- Applied Drilling Calculations Archives - Drilling Formulas and Drilling CalculationsDocument8 pagesApplied Drilling Calculations Archives - Drilling Formulas and Drilling CalculationsAmine MimoNo ratings yet
- Casing Design Archives - Drilling Formulas and Drilling CalculationsDocument10 pagesCasing Design Archives - Drilling Formulas and Drilling CalculationsAmine MimoNo ratings yet
- Mechanical Blind Back Off Drill String and Tubular - Drilling Formulas and Drilling CalculationsDocument6 pagesMechanical Blind Back Off Drill String and Tubular - Drilling Formulas and Drilling CalculationsAmine MimoNo ratings yet
- Filtration ControlDocument34 pagesFiltration ControlAmine MimoNo ratings yet
- What Is Fishing Operation - Drilling Formulas and Drilling CalculationsDocument12 pagesWhat Is Fishing Operation - Drilling Formulas and Drilling CalculationsAmine MimoNo ratings yet
- Shalow GasDocument14 pagesShalow GasAmine MimoNo ratings yet
- IADC/SPE 112678 What Really Happens To High Strength Drillpipe When Taking A Sour-Gas Kick?Document8 pagesIADC/SPE 112678 What Really Happens To High Strength Drillpipe When Taking A Sour-Gas Kick?Amine MimoNo ratings yet
- Kick Penetration For Stripping Operation - Drilling Formulas and Drilling CalculationsDocument10 pagesKick Penetration For Stripping Operation - Drilling Formulas and Drilling CalculationsAmine MimoNo ratings yet
- Driss PresentationDocument8 pagesDriss PresentationAmine MimoNo ratings yet
- HYDRO-FOIL S8 - Silicate SystemDocument40 pagesHYDRO-FOIL S8 - Silicate SystemAmine MimoNo ratings yet
- Another AMSI-Bypass PaperDocument19 pagesAnother AMSI-Bypass PaperHangup9313No ratings yet
- Wireless Power Transmission Via Solar Power Satellite Full Seminar ReportDocument85 pagesWireless Power Transmission Via Solar Power Satellite Full Seminar Reporttejeswi darsi100% (2)
- A Novel FTIR-ATR Spectroscopy Based Technique For The EstimationDocument6 pagesA Novel FTIR-ATR Spectroscopy Based Technique For The EstimationsorinavramescuNo ratings yet
- Etabs ManualDocument108 pagesEtabs ManualmajmunicahuhuhuNo ratings yet
- Earthing MaterialsDocument2 pagesEarthing MaterialsMohammed MustafaNo ratings yet
- Integrated Virtualization Manager On IBM System p5: PaperDocument140 pagesIntegrated Virtualization Manager On IBM System p5: PaperPriyank SaxenaNo ratings yet
- Chapter 3: Single Degree of Freedom Systems - Forced Vibratory SystemsDocument43 pagesChapter 3: Single Degree of Freedom Systems - Forced Vibratory Systemsjawad khalidNo ratings yet
- A Vacuum Circuitbreaker With Permanent Magnetic Actuator For FreDocument4 pagesA Vacuum Circuitbreaker With Permanent Magnetic Actuator For FreRodo ManroNo ratings yet
- Drawing Lesson - A Theory of Light and ShadeDocument37 pagesDrawing Lesson - A Theory of Light and ShadeHakan69No ratings yet
- 415 HZ DesignDocument9 pages415 HZ Designswilson9254No ratings yet
- Rohs-6 Compliant 10Gb/S 10Km 1310Nm Single Mode Datacom SFP+ Transceiver Ftlx1475D3BtlDocument12 pagesRohs-6 Compliant 10Gb/S 10Km 1310Nm Single Mode Datacom SFP+ Transceiver Ftlx1475D3Btlmoises quispeNo ratings yet
- CSFB Call Layer 3Document3 pagesCSFB Call Layer 3NeoRa Ndivo Rams100% (1)
- Basic Measurements in EpidemiologyDocument58 pagesBasic Measurements in EpidemiologyRida AwwalNo ratings yet
- Science IxDocument22 pagesScience Ixrichard brutasNo ratings yet
- Introduction To Excel For DATA ANALYSTS Day-01Document8 pagesIntroduction To Excel For DATA ANALYSTS Day-01ErrY Florencia100% (1)
- GE ICW Power Directional RelayDocument3 pagesGE ICW Power Directional RelayRana AsimNo ratings yet
- Smart TV Hacking PDFDocument55 pagesSmart TV Hacking PDFrodolfosterNo ratings yet
- Notes Notes: T16 @150mm C/CDocument1 pageNotes Notes: T16 @150mm C/CahmedanyNo ratings yet
- Mtech Comp CsDocument78 pagesMtech Comp CsArunima S KumarNo ratings yet
- Automata & Compiler Design HandoutDocument59 pagesAutomata & Compiler Design Handoutarshad KhanNo ratings yet
- T10 Folded Cascode - SimoneDocument21 pagesT10 Folded Cascode - SimoneMatei LaurentiuNo ratings yet
- Sump TankDocument65 pagesSump TankAgus MarpaungNo ratings yet
- 1 Minimum Spanning Tree (MST) : Lecture Notes CS:5360 Randomized AlgorithmsDocument9 pages1 Minimum Spanning Tree (MST) : Lecture Notes CS:5360 Randomized AlgorithmsMirza AbdullaNo ratings yet
- Real Time Embedded Systems Lab ManualDocument51 pagesReal Time Embedded Systems Lab ManualHamid SaeedNo ratings yet
- Microbiology PosterDocument1 pageMicrobiology PosterAgnieszkaNo ratings yet
- 3.15 Revision Guide NMRDocument5 pages3.15 Revision Guide NMRyimiyeh441No ratings yet
- db2 Perf Tune 115Document702 pagesdb2 Perf Tune 115TrurlScribd100% (1)