
Sheet Metal Forming: MIT 2.008x
Sheet Metal Forming: MIT 2.008x
You might also like
- Strength of Material Experiment 3 (Torsion Test)Document20 pagesStrength of Material Experiment 3 (Torsion Test)Atikah Mohd57% (7)
- Principles of Major Manufacturing ProcessesDocument40 pagesPrinciples of Major Manufacturing ProcessesWatyu Dennis PeterNo ratings yet
- CH 4Document17 pagesCH 4Smith100% (1)
- Rapid Redesign of Metal Load-Bearing Aircraft Brackets in PlasticDocument16 pagesRapid Redesign of Metal Load-Bearing Aircraft Brackets in PlasticSabanSaulicNo ratings yet
- Be Final Year ProjectDocument17 pagesBe Final Year ProjectMALLIKARJUN KATARENo ratings yet
- RCC91 One-Way Solid Slabs (Tables)Document8 pagesRCC91 One-Way Solid Slabs (Tables)Mohd Said Mohd ZakariaNo ratings yet
- Two-Way Slabs Design To BS 8110Document4 pagesTwo-Way Slabs Design To BS 8110samloo1997No ratings yet
- 6-Chapter - 09 - Strengthening MechanismsDocument32 pages6-Chapter - 09 - Strengthening MechanismsZain FarhanNo ratings yet
- Design and Analysis of Skid Frame For Pumping StationDocument6 pagesDesign and Analysis of Skid Frame For Pumping StationtizioNo ratings yet
- Metal FormingDocument40 pagesMetal Formingumesh vasavaNo ratings yet
- Ch16 Sheet Metal Forming ProcessesDocument47 pagesCh16 Sheet Metal Forming ProcessessaminziNo ratings yet
- GalvanizedDocument20 pagesGalvanizedWaqas RajaNo ratings yet
- Creusabro 101 PDFDocument43 pagesCreusabro 101 PDFRavjManjunathNo ratings yet
- Manufacturing Process - I: Sheet Metal WorkingDocument60 pagesManufacturing Process - I: Sheet Metal WorkingHarshal RahateNo ratings yet
- CH 16Document47 pagesCH 16marihomenonNo ratings yet
- Surface Integrity Difference Between Hard Turned and Ground Surfaces PDFDocument4 pagesSurface Integrity Difference Between Hard Turned and Ground Surfaces PDFmccapaceNo ratings yet
- Spreadsheets To BS 8110 & EC2: First Floor-Edge Panel SH 07-Nov-2020 130Document1 pageSpreadsheets To BS 8110 & EC2: First Floor-Edge Panel SH 07-Nov-2020 130buddikalrNo ratings yet
- ETABS 2016 Concrete Frame Design: ETABS 2016 16.2.0 License # 1MRJ287JMT4QHDKDocument2 pagesETABS 2016 Concrete Frame Design: ETABS 2016 16.2.0 License # 1MRJ287JMT4QHDKBimalBhandariNo ratings yet
- Fundamentals of Metal FormingDocument47 pagesFundamentals of Metal FormingShivraj ChouguleNo ratings yet
- Direct Strength Design of Cold-Formed C-Sections FDocument15 pagesDirect Strength Design of Cold-Formed C-Sections FHassan Ali SadiqNo ratings yet
- RCC94 Two-Way Slabs (Tables)Document4 pagesRCC94 Two-Way Slabs (Tables)HAFEELNo ratings yet
- Design of Atmospheric Tanks - API650Document25 pagesDesign of Atmospheric Tanks - API650Faizal CANo ratings yet
- F To G: 1 To 2: Spreadsheets To BS 8110 & EC2Document4 pagesF To G: 1 To 2: Spreadsheets To BS 8110 & EC2JigarNo ratings yet
- F To G: 1 To 2: Spreadsheets To BS 8110 & EC2Document3 pagesF To G: 1 To 2: Spreadsheets To BS 8110 & EC2மாறன் செங்கேணிNo ratings yet
- F To G: 1 To 2: Spreadsheets To BS 8110 & EC2Document1 pageF To G: 1 To 2: Spreadsheets To BS 8110 & EC2Ujol PraNo ratings yet
- Shell Tonna S2 M 32: Performance, Features & Benefits Main ApplicationsDocument3 pagesShell Tonna S2 M 32: Performance, Features & Benefits Main ApplicationsNoah DoeserNo ratings yet
- F To G: 1 To 2: Spreadsheets To BS 8110 & EC2Document3 pagesF To G: 1 To 2: Spreadsheets To BS 8110 & EC2Cioabla BogdanNo ratings yet
- Baseplate Design 11Document3 pagesBaseplate Design 11haymsa977No ratings yet
- Diamond Grinding Wheels CBN Grinding Wheels Main CatalogueDocument40 pagesDiamond Grinding Wheels CBN Grinding Wheels Main Cataloguemukeka182No ratings yet
- Improving The Quality of The Machining Process Through New TechnologiesDocument4 pagesImproving The Quality of The Machining Process Through New TechnologiesKaitlynNo ratings yet
- Tool WearDocument12 pagesTool WearSharath Kumar Bm100% (1)
- Natsteel - Reinforcement BarsDocument12 pagesNatsteel - Reinforcement BarsJianhua WuNo ratings yet
- Natsteel RebarsDocument12 pagesNatsteel RebarsjoebriffaNo ratings yet
- 6.0 Column: VerticallyDocument27 pages6.0 Column: VerticallyWah KhaingNo ratings yet
- SkyCiv Beam Summary Report - VOXXGxJyAKneLvy1PoCJwgX53oG4J78vDocument7 pagesSkyCiv Beam Summary Report - VOXXGxJyAKneLvy1PoCJwgX53oG4J78vBastian David Castro BastiasNo ratings yet
- Gearbox DesignDocument32 pagesGearbox DesignphitahnNo ratings yet
- School of Mechanical and Automotive Engineering University of UlsanDocument20 pagesSchool of Mechanical and Automotive Engineering University of UlsanmowazzemNo ratings yet
- SLAB OldDocument1 pageSLAB OldSumedha MayadunnaNo ratings yet
- Chapter 5Document11 pagesChapter 5Omprakash DeshpandeNo ratings yet
- Catalogue-Tungaloy - 12 - Grades andDocument49 pagesCatalogue-Tungaloy - 12 - Grades andJose' TNo ratings yet
- RCC94 Two-Way Slabs (Tables)Document5 pagesRCC94 Two-Way Slabs (Tables)christi SNo ratings yet
- Thyssen Krupp SteelDocument14 pagesThyssen Krupp Steel^passwordNo ratings yet
- Unit 4 New MPDocument31 pagesUnit 4 New MPPriya DharshniNo ratings yet
- Design of Vertical Lift Service Gates Salarond Barrage: 1.0 Technical DetailsDocument23 pagesDesign of Vertical Lift Service Gates Salarond Barrage: 1.0 Technical DetailsRanjeet Singh MoreyNo ratings yet
- M268749 M268710CD TaperedRollerBearings TDO (TaperedDoubleOuter) ImperialDocument4 pagesM268749 M268710CD TaperedRollerBearings TDO (TaperedDoubleOuter) ImperialMARCOS LAY GARCIA COONo ratings yet
- MFT II ME 8451 Watermark ImpDocument188 pagesMFT II ME 8451 Watermark ImpjssrikantamurthyNo ratings yet
- International Journal of Research Publication and ReviewsDocument7 pagesInternational Journal of Research Publication and ReviewsBasavaraj G LNo ratings yet
- Cutting Performance of CBN and Diamond Tools in DryDocument11 pagesCutting Performance of CBN and Diamond Tools in Dryznovak77No ratings yet
- Advances in Casting: Presented By: M K Poddar M.Tech (2 Sem) Regn No ME093111 Manufacturing Engg. NIT WarangalDocument26 pagesAdvances in Casting: Presented By: M K Poddar M.Tech (2 Sem) Regn No ME093111 Manufacturing Engg. NIT WarangalMohd munafNo ratings yet
- 14 Spline NutDocument24 pages14 Spline NutCAT MINING SHOVELNo ratings yet
- 3D Printing of Wheel Knuckle For Weight OptimizationDocument18 pages3D Printing of Wheel Knuckle For Weight OptimizationKrishna LankaNo ratings yet
- RCC94 Two-Way Slabs (Tables)Document3 pagesRCC94 Two-Way Slabs (Tables)Mohammad Twaha JaumbocusNo ratings yet
- Foundation Design by AFES ProgramDocument25 pagesFoundation Design by AFES ProgramសចៀនNo ratings yet
- Pushing The Boundaries of Steel Machining.: ISO Insert Series For Steel TurningDocument24 pagesPushing The Boundaries of Steel Machining.: ISO Insert Series For Steel TurningAlexandre SouzaNo ratings yet
- Hydrauli Sheet BendingDocument44 pagesHydrauli Sheet BendingRoshanil kambleNo ratings yet
- L357049NW L357010CD TaperedRollerBearings TDO (TaperedDoubleOuter) ImperialDocument5 pagesL357049NW L357010CD TaperedRollerBearings TDO (TaperedDoubleOuter) ImperialMohamed AliNo ratings yet
- Deformations Calculation and Control IIDocument7 pagesDeformations Calculation and Control IIMário RosaNo ratings yet
- L357049NW L357010CD TaperedRollerBearings TDO (TaperedDoubleOuter) ImperialDocument5 pagesL357049NW L357010CD TaperedRollerBearings TDO (TaperedDoubleOuter) Imperialjose.villanuevaNo ratings yet
- Deck Slab Formwork - 25 - 5 - 2022Document10 pagesDeck Slab Formwork - 25 - 5 - 2022thazinNo ratings yet
- ETABS 2016 Concrete Frame Design: ETABS 2016 16.0.3 Gilang Ramadhan Andaluna License # 1S5LLY67BDQYHLRDocument2 pagesETABS 2016 Concrete Frame Design: ETABS 2016 16.0.3 Gilang Ramadhan Andaluna License # 1S5LLY67BDQYHLRbudifreadnoNo ratings yet
- 1 IntroductionDocument26 pages1 IntroductionGangadhar TallaNo ratings yet
- Lec 10 and 11Document63 pagesLec 10 and 11Gangadhar TallaNo ratings yet
- 3 Materials Requirement PlanningDocument22 pages3 Materials Requirement PlanningGangadhar TallaNo ratings yet
- Module 5Document69 pagesModule 5Gangadhar TallaNo ratings yet
- Engineering Drawing-Lab05Document2 pagesEngineering Drawing-Lab05Gangadhar TallaNo ratings yet
- Module 1Document52 pagesModule 1Gangadhar TallaNo ratings yet
- Module 2Document35 pagesModule 2Gangadhar TallaNo ratings yet
- Laboratory Assignment 6: Q1. Draw The SECTIONAL FRONT VIEW of The Object Below. DO NOT DIMENSIONDocument2 pagesLaboratory Assignment 6: Q1. Draw The SECTIONAL FRONT VIEW of The Object Below. DO NOT DIMENSIONGangadhar TallaNo ratings yet
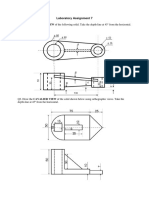
- Laboratory Assignment 7: Q1. Draw The CABINET VIEW of The Following Solid. Take The Depth-Line at 45 From The HorizontalDocument2 pagesLaboratory Assignment 7: Q1. Draw The CABINET VIEW of The Following Solid. Take The Depth-Line at 45 From The HorizontalGangadhar TallaNo ratings yet
- Engineering Drawing-Lab08Document1 pageEngineering Drawing-Lab08Gangadhar TallaNo ratings yet
- Engineering Drawing-Lab04Document1 pageEngineering Drawing-Lab04Gangadhar TallaNo ratings yet
- Engineering Drawing-Lab03Document1 pageEngineering Drawing-Lab03Gangadhar TallaNo ratings yet
- Mechanical Engineering IIT Kanpur: Anupam SaxenaDocument2 pagesMechanical Engineering IIT Kanpur: Anupam SaxenaGangadhar TallaNo ratings yet
- Laboratory Assignment 2: 30 4 Faces AT R30 30 oDocument1 pageLaboratory Assignment 2: 30 4 Faces AT R30 30 oGangadhar TallaNo ratings yet
- Metal Cutting 1: N 0.5 N 1 N 1 N 0.5Document6 pagesMetal Cutting 1: N 0.5 N 1 N 1 N 0.5Gangadhar TallaNo ratings yet
- Engineering Drawing03Document3 pagesEngineering Drawing03Gangadhar TallaNo ratings yet
- Castingslides 161115034827 PDFDocument67 pagesCastingslides 161115034827 PDFGangadhar TallaNo ratings yet
- MTech CimDocument114 pagesMTech CimGangadhar TallaNo ratings yet
- MTech MEDocument110 pagesMTech MEGangadhar TallaNo ratings yet
- Modern Machining ProcessesDocument4 pagesModern Machining ProcessesGangadhar TallaNo ratings yet
- Powder MetallurgyDocument1 pagePowder MetallurgyGangadhar TallaNo ratings yet
- Vibrations and Waves - Lecture 02 - Oct11Document25 pagesVibrations and Waves - Lecture 02 - Oct11ykt28mrkz9No ratings yet
- Tips For CSIR NET For Physical SciencesDocument24 pagesTips For CSIR NET For Physical SciencesboltuNo ratings yet
- Hybrid RANS-LES Turbulence Models On Unstructured Grids: C. Eric Lynch and Marilyn J. SmithDocument14 pagesHybrid RANS-LES Turbulence Models On Unstructured Grids: C. Eric Lynch and Marilyn J. SmithAerospaceAngelNo ratings yet
- Si 7013 Bab Iv Advanced Concept - Mixed Mode: Ivindra Pane, PHD Kantor: Lab. Rekayasa Struktur Teknik Sipil, FTSLDocument44 pagesSi 7013 Bab Iv Advanced Concept - Mixed Mode: Ivindra Pane, PHD Kantor: Lab. Rekayasa Struktur Teknik Sipil, FTSLMauvil SulinciNo ratings yet
- Fluid Prop SyntaxDocument45 pagesFluid Prop SyntaxAnonymous 3fTYXaW7WNo ratings yet
- Bernoulli's PrincipleDocument26 pagesBernoulli's PrincipleJohn100% (2)
- Pressure LectureDocument75 pagesPressure LecturezhainogNo ratings yet
- Journal of Building EngineeringDocument14 pagesJournal of Building Engineeringnagham tariqNo ratings yet
- Table 5.6 VIII-2 2017Document1 pageTable 5.6 VIII-2 2017FelipeNo ratings yet
- Velocity - Time GraphsDocument31 pagesVelocity - Time GraphsCaloykOoy Danday DueñasNo ratings yet
- 1st Periodical Test Science 8 SY 2019-2020Document6 pages1st Periodical Test Science 8 SY 2019-2020Dayen Bison100% (1)
- Report On Aisi 316lnDocument13 pagesReport On Aisi 316lnpc12_70No ratings yet
- 4ph1 2p Que 20190615 PDFDocument20 pages4ph1 2p Que 20190615 PDFAqeelisLiveNo ratings yet
- Exercise Chapter 2 Physics Form 4Document4 pagesExercise Chapter 2 Physics Form 4afiqiman8950% (2)
- Assignment ElectrostaticsDocument3 pagesAssignment ElectrostaticsDr. Pradeep Kumar SharmaNo ratings yet
- Body Freedom Flutter of A Blended Wing Body ModelDocument5 pagesBody Freedom Flutter of A Blended Wing Body ModelFraNo ratings yet
- PrEN 1993-1!10!2003 Eurocode 3 - Design of Steel Structures - Part 1-10 - Material Toughness and Through-Thickness PropertiesDocument13 pagesPrEN 1993-1!10!2003 Eurocode 3 - Design of Steel Structures - Part 1-10 - Material Toughness and Through-Thickness PropertiesT Asm Al-AniNo ratings yet
- 607 003 PDFDocument7 pages607 003 PDFShikhar SinghNo ratings yet
- Assignment No 1Document2 pagesAssignment No 1Bikramjit SinghNo ratings yet
- Hydrodynamic BearingDocument68 pagesHydrodynamic BearingNISHANT395No ratings yet
- Involute Teeth: Design of Power Transmission SystemDocument5 pagesInvolute Teeth: Design of Power Transmission SystemJai SharmaNo ratings yet
- Sheet 1-Fluid DefinitionDocument2 pagesSheet 1-Fluid DefinitionUNKNOWNNo ratings yet
- Wind Turbine L9+L10 RevisedDocument111 pagesWind Turbine L9+L10 RevisedMohammed Al-OdatNo ratings yet
- 2011 Physics Unit 3 Trial Exam: Chemology Education ServicesDocument36 pages2011 Physics Unit 3 Trial Exam: Chemology Education ServicesThanh TrươngNo ratings yet
- Gujarat Technological University: SUBJECT CODE: 2130003Document5 pagesGujarat Technological University: SUBJECT CODE: 2130003Suman.SNo ratings yet
- Lecture 5 - Hydrostatic Forces On Curved Surfaces PDFDocument17 pagesLecture 5 - Hydrostatic Forces On Curved Surfaces PDFLendo PosaraNo ratings yet











































































































Download as pdf or txt
You might also like
- Strength of Material Experiment 3 (Torsion Test)Document20 pagesStrength of Material Experiment 3 (Torsion Test)Atikah Mohd57% (7)
- Principles of Major Manufacturing ProcessesDocument40 pagesPrinciples of Major Manufacturing ProcessesWatyu Dennis PeterNo ratings yet
- CH 4Document17 pagesCH 4Smith100% (1)
- Rapid Redesign of Metal Load-Bearing Aircraft Brackets in PlasticDocument16 pagesRapid Redesign of Metal Load-Bearing Aircraft Brackets in PlasticSabanSaulicNo ratings yet
- Be Final Year ProjectDocument17 pagesBe Final Year ProjectMALLIKARJUN KATARENo ratings yet
- RCC91 One-Way Solid Slabs (Tables)Document8 pagesRCC91 One-Way Solid Slabs (Tables)Mohd Said Mohd ZakariaNo ratings yet
- Two-Way Slabs Design To BS 8110Document4 pagesTwo-Way Slabs Design To BS 8110samloo1997No ratings yet
- 6-Chapter - 09 - Strengthening MechanismsDocument32 pages6-Chapter - 09 - Strengthening MechanismsZain FarhanNo ratings yet
- Design and Analysis of Skid Frame For Pumping StationDocument6 pagesDesign and Analysis of Skid Frame For Pumping StationtizioNo ratings yet
- Metal FormingDocument40 pagesMetal Formingumesh vasavaNo ratings yet
- Ch16 Sheet Metal Forming ProcessesDocument47 pagesCh16 Sheet Metal Forming ProcessessaminziNo ratings yet
- GalvanizedDocument20 pagesGalvanizedWaqas RajaNo ratings yet
- Creusabro 101 PDFDocument43 pagesCreusabro 101 PDFRavjManjunathNo ratings yet
- Manufacturing Process - I: Sheet Metal WorkingDocument60 pagesManufacturing Process - I: Sheet Metal WorkingHarshal RahateNo ratings yet
- CH 16Document47 pagesCH 16marihomenonNo ratings yet
- Surface Integrity Difference Between Hard Turned and Ground Surfaces PDFDocument4 pagesSurface Integrity Difference Between Hard Turned and Ground Surfaces PDFmccapaceNo ratings yet
- Spreadsheets To BS 8110 & EC2: First Floor-Edge Panel SH 07-Nov-2020 130Document1 pageSpreadsheets To BS 8110 & EC2: First Floor-Edge Panel SH 07-Nov-2020 130buddikalrNo ratings yet
- ETABS 2016 Concrete Frame Design: ETABS 2016 16.2.0 License # 1MRJ287JMT4QHDKDocument2 pagesETABS 2016 Concrete Frame Design: ETABS 2016 16.2.0 License # 1MRJ287JMT4QHDKBimalBhandariNo ratings yet
- Fundamentals of Metal FormingDocument47 pagesFundamentals of Metal FormingShivraj ChouguleNo ratings yet
- Direct Strength Design of Cold-Formed C-Sections FDocument15 pagesDirect Strength Design of Cold-Formed C-Sections FHassan Ali SadiqNo ratings yet
- RCC94 Two-Way Slabs (Tables)Document4 pagesRCC94 Two-Way Slabs (Tables)HAFEELNo ratings yet
- Design of Atmospheric Tanks - API650Document25 pagesDesign of Atmospheric Tanks - API650Faizal CANo ratings yet
- F To G: 1 To 2: Spreadsheets To BS 8110 & EC2Document4 pagesF To G: 1 To 2: Spreadsheets To BS 8110 & EC2JigarNo ratings yet
- F To G: 1 To 2: Spreadsheets To BS 8110 & EC2Document3 pagesF To G: 1 To 2: Spreadsheets To BS 8110 & EC2மாறன் செங்கேணிNo ratings yet
- F To G: 1 To 2: Spreadsheets To BS 8110 & EC2Document1 pageF To G: 1 To 2: Spreadsheets To BS 8110 & EC2Ujol PraNo ratings yet
- Shell Tonna S2 M 32: Performance, Features & Benefits Main ApplicationsDocument3 pagesShell Tonna S2 M 32: Performance, Features & Benefits Main ApplicationsNoah DoeserNo ratings yet
- F To G: 1 To 2: Spreadsheets To BS 8110 & EC2Document3 pagesF To G: 1 To 2: Spreadsheets To BS 8110 & EC2Cioabla BogdanNo ratings yet
- Baseplate Design 11Document3 pagesBaseplate Design 11haymsa977No ratings yet
- Diamond Grinding Wheels CBN Grinding Wheels Main CatalogueDocument40 pagesDiamond Grinding Wheels CBN Grinding Wheels Main Cataloguemukeka182No ratings yet
- Improving The Quality of The Machining Process Through New TechnologiesDocument4 pagesImproving The Quality of The Machining Process Through New TechnologiesKaitlynNo ratings yet
- Tool WearDocument12 pagesTool WearSharath Kumar Bm100% (1)
- Natsteel - Reinforcement BarsDocument12 pagesNatsteel - Reinforcement BarsJianhua WuNo ratings yet
- Natsteel RebarsDocument12 pagesNatsteel RebarsjoebriffaNo ratings yet
- 6.0 Column: VerticallyDocument27 pages6.0 Column: VerticallyWah KhaingNo ratings yet
- SkyCiv Beam Summary Report - VOXXGxJyAKneLvy1PoCJwgX53oG4J78vDocument7 pagesSkyCiv Beam Summary Report - VOXXGxJyAKneLvy1PoCJwgX53oG4J78vBastian David Castro BastiasNo ratings yet
- Gearbox DesignDocument32 pagesGearbox DesignphitahnNo ratings yet
- School of Mechanical and Automotive Engineering University of UlsanDocument20 pagesSchool of Mechanical and Automotive Engineering University of UlsanmowazzemNo ratings yet
- SLAB OldDocument1 pageSLAB OldSumedha MayadunnaNo ratings yet
- Chapter 5Document11 pagesChapter 5Omprakash DeshpandeNo ratings yet
- Catalogue-Tungaloy - 12 - Grades andDocument49 pagesCatalogue-Tungaloy - 12 - Grades andJose' TNo ratings yet
- RCC94 Two-Way Slabs (Tables)Document5 pagesRCC94 Two-Way Slabs (Tables)christi SNo ratings yet
- Thyssen Krupp SteelDocument14 pagesThyssen Krupp Steel^passwordNo ratings yet
- Unit 4 New MPDocument31 pagesUnit 4 New MPPriya DharshniNo ratings yet
- Design of Vertical Lift Service Gates Salarond Barrage: 1.0 Technical DetailsDocument23 pagesDesign of Vertical Lift Service Gates Salarond Barrage: 1.0 Technical DetailsRanjeet Singh MoreyNo ratings yet
- M268749 M268710CD TaperedRollerBearings TDO (TaperedDoubleOuter) ImperialDocument4 pagesM268749 M268710CD TaperedRollerBearings TDO (TaperedDoubleOuter) ImperialMARCOS LAY GARCIA COONo ratings yet
- MFT II ME 8451 Watermark ImpDocument188 pagesMFT II ME 8451 Watermark ImpjssrikantamurthyNo ratings yet
- International Journal of Research Publication and ReviewsDocument7 pagesInternational Journal of Research Publication and ReviewsBasavaraj G LNo ratings yet
- Cutting Performance of CBN and Diamond Tools in DryDocument11 pagesCutting Performance of CBN and Diamond Tools in Dryznovak77No ratings yet
- Advances in Casting: Presented By: M K Poddar M.Tech (2 Sem) Regn No ME093111 Manufacturing Engg. NIT WarangalDocument26 pagesAdvances in Casting: Presented By: M K Poddar M.Tech (2 Sem) Regn No ME093111 Manufacturing Engg. NIT WarangalMohd munafNo ratings yet
- 14 Spline NutDocument24 pages14 Spline NutCAT MINING SHOVELNo ratings yet
- 3D Printing of Wheel Knuckle For Weight OptimizationDocument18 pages3D Printing of Wheel Knuckle For Weight OptimizationKrishna LankaNo ratings yet
- RCC94 Two-Way Slabs (Tables)Document3 pagesRCC94 Two-Way Slabs (Tables)Mohammad Twaha JaumbocusNo ratings yet
- Foundation Design by AFES ProgramDocument25 pagesFoundation Design by AFES ProgramសចៀនNo ratings yet
- Pushing The Boundaries of Steel Machining.: ISO Insert Series For Steel TurningDocument24 pagesPushing The Boundaries of Steel Machining.: ISO Insert Series For Steel TurningAlexandre SouzaNo ratings yet
- Hydrauli Sheet BendingDocument44 pagesHydrauli Sheet BendingRoshanil kambleNo ratings yet
- L357049NW L357010CD TaperedRollerBearings TDO (TaperedDoubleOuter) ImperialDocument5 pagesL357049NW L357010CD TaperedRollerBearings TDO (TaperedDoubleOuter) ImperialMohamed AliNo ratings yet
- Deformations Calculation and Control IIDocument7 pagesDeformations Calculation and Control IIMário RosaNo ratings yet
- L357049NW L357010CD TaperedRollerBearings TDO (TaperedDoubleOuter) ImperialDocument5 pagesL357049NW L357010CD TaperedRollerBearings TDO (TaperedDoubleOuter) Imperialjose.villanuevaNo ratings yet
- Deck Slab Formwork - 25 - 5 - 2022Document10 pagesDeck Slab Formwork - 25 - 5 - 2022thazinNo ratings yet
- ETABS 2016 Concrete Frame Design: ETABS 2016 16.0.3 Gilang Ramadhan Andaluna License # 1S5LLY67BDQYHLRDocument2 pagesETABS 2016 Concrete Frame Design: ETABS 2016 16.0.3 Gilang Ramadhan Andaluna License # 1S5LLY67BDQYHLRbudifreadnoNo ratings yet
- 1 IntroductionDocument26 pages1 IntroductionGangadhar TallaNo ratings yet
- Lec 10 and 11Document63 pagesLec 10 and 11Gangadhar TallaNo ratings yet
- 3 Materials Requirement PlanningDocument22 pages3 Materials Requirement PlanningGangadhar TallaNo ratings yet
- Module 5Document69 pagesModule 5Gangadhar TallaNo ratings yet
- Engineering Drawing-Lab05Document2 pagesEngineering Drawing-Lab05Gangadhar TallaNo ratings yet
- Module 1Document52 pagesModule 1Gangadhar TallaNo ratings yet
- Module 2Document35 pagesModule 2Gangadhar TallaNo ratings yet
- Laboratory Assignment 6: Q1. Draw The SECTIONAL FRONT VIEW of The Object Below. DO NOT DIMENSIONDocument2 pagesLaboratory Assignment 6: Q1. Draw The SECTIONAL FRONT VIEW of The Object Below. DO NOT DIMENSIONGangadhar TallaNo ratings yet
- Laboratory Assignment 7: Q1. Draw The CABINET VIEW of The Following Solid. Take The Depth-Line at 45 From The HorizontalDocument2 pagesLaboratory Assignment 7: Q1. Draw The CABINET VIEW of The Following Solid. Take The Depth-Line at 45 From The HorizontalGangadhar TallaNo ratings yet
- Engineering Drawing-Lab08Document1 pageEngineering Drawing-Lab08Gangadhar TallaNo ratings yet
- Engineering Drawing-Lab04Document1 pageEngineering Drawing-Lab04Gangadhar TallaNo ratings yet
- Engineering Drawing-Lab03Document1 pageEngineering Drawing-Lab03Gangadhar TallaNo ratings yet
- Mechanical Engineering IIT Kanpur: Anupam SaxenaDocument2 pagesMechanical Engineering IIT Kanpur: Anupam SaxenaGangadhar TallaNo ratings yet
- Laboratory Assignment 2: 30 4 Faces AT R30 30 oDocument1 pageLaboratory Assignment 2: 30 4 Faces AT R30 30 oGangadhar TallaNo ratings yet
- Metal Cutting 1: N 0.5 N 1 N 1 N 0.5Document6 pagesMetal Cutting 1: N 0.5 N 1 N 1 N 0.5Gangadhar TallaNo ratings yet
- Engineering Drawing03Document3 pagesEngineering Drawing03Gangadhar TallaNo ratings yet
- Castingslides 161115034827 PDFDocument67 pagesCastingslides 161115034827 PDFGangadhar TallaNo ratings yet
- MTech CimDocument114 pagesMTech CimGangadhar TallaNo ratings yet
- MTech MEDocument110 pagesMTech MEGangadhar TallaNo ratings yet
- Modern Machining ProcessesDocument4 pagesModern Machining ProcessesGangadhar TallaNo ratings yet
- Powder MetallurgyDocument1 pagePowder MetallurgyGangadhar TallaNo ratings yet
- Vibrations and Waves - Lecture 02 - Oct11Document25 pagesVibrations and Waves - Lecture 02 - Oct11ykt28mrkz9No ratings yet
- Tips For CSIR NET For Physical SciencesDocument24 pagesTips For CSIR NET For Physical SciencesboltuNo ratings yet
- Hybrid RANS-LES Turbulence Models On Unstructured Grids: C. Eric Lynch and Marilyn J. SmithDocument14 pagesHybrid RANS-LES Turbulence Models On Unstructured Grids: C. Eric Lynch and Marilyn J. SmithAerospaceAngelNo ratings yet
- Si 7013 Bab Iv Advanced Concept - Mixed Mode: Ivindra Pane, PHD Kantor: Lab. Rekayasa Struktur Teknik Sipil, FTSLDocument44 pagesSi 7013 Bab Iv Advanced Concept - Mixed Mode: Ivindra Pane, PHD Kantor: Lab. Rekayasa Struktur Teknik Sipil, FTSLMauvil SulinciNo ratings yet
- Fluid Prop SyntaxDocument45 pagesFluid Prop SyntaxAnonymous 3fTYXaW7WNo ratings yet
- Bernoulli's PrincipleDocument26 pagesBernoulli's PrincipleJohn100% (2)
- Pressure LectureDocument75 pagesPressure LecturezhainogNo ratings yet
- Journal of Building EngineeringDocument14 pagesJournal of Building Engineeringnagham tariqNo ratings yet
- Table 5.6 VIII-2 2017Document1 pageTable 5.6 VIII-2 2017FelipeNo ratings yet
- Velocity - Time GraphsDocument31 pagesVelocity - Time GraphsCaloykOoy Danday DueñasNo ratings yet
- 1st Periodical Test Science 8 SY 2019-2020Document6 pages1st Periodical Test Science 8 SY 2019-2020Dayen Bison100% (1)
- Report On Aisi 316lnDocument13 pagesReport On Aisi 316lnpc12_70No ratings yet
- 4ph1 2p Que 20190615 PDFDocument20 pages4ph1 2p Que 20190615 PDFAqeelisLiveNo ratings yet
- Exercise Chapter 2 Physics Form 4Document4 pagesExercise Chapter 2 Physics Form 4afiqiman8950% (2)
- Assignment ElectrostaticsDocument3 pagesAssignment ElectrostaticsDr. Pradeep Kumar SharmaNo ratings yet
- Body Freedom Flutter of A Blended Wing Body ModelDocument5 pagesBody Freedom Flutter of A Blended Wing Body ModelFraNo ratings yet
- PrEN 1993-1!10!2003 Eurocode 3 - Design of Steel Structures - Part 1-10 - Material Toughness and Through-Thickness PropertiesDocument13 pagesPrEN 1993-1!10!2003 Eurocode 3 - Design of Steel Structures - Part 1-10 - Material Toughness and Through-Thickness PropertiesT Asm Al-AniNo ratings yet
- 607 003 PDFDocument7 pages607 003 PDFShikhar SinghNo ratings yet
- Assignment No 1Document2 pagesAssignment No 1Bikramjit SinghNo ratings yet
- Hydrodynamic BearingDocument68 pagesHydrodynamic BearingNISHANT395No ratings yet
- Involute Teeth: Design of Power Transmission SystemDocument5 pagesInvolute Teeth: Design of Power Transmission SystemJai SharmaNo ratings yet
- Sheet 1-Fluid DefinitionDocument2 pagesSheet 1-Fluid DefinitionUNKNOWNNo ratings yet
- Wind Turbine L9+L10 RevisedDocument111 pagesWind Turbine L9+L10 RevisedMohammed Al-OdatNo ratings yet
- 2011 Physics Unit 3 Trial Exam: Chemology Education ServicesDocument36 pages2011 Physics Unit 3 Trial Exam: Chemology Education ServicesThanh TrươngNo ratings yet
- Gujarat Technological University: SUBJECT CODE: 2130003Document5 pagesGujarat Technological University: SUBJECT CODE: 2130003Suman.SNo ratings yet
- Lecture 5 - Hydrostatic Forces On Curved Surfaces PDFDocument17 pagesLecture 5 - Hydrostatic Forces On Curved Surfaces PDFLendo PosaraNo ratings yet