Download as pdf or txt
You might also like
- Lifan 125cc 1P52FMI Parts List ManualDocument33 pagesLifan 125cc 1P52FMI Parts List ManualMinibikeTech92% (12)
- Automotive Technology: Principles, Diagnosis, and ServiceDocument14 pagesAutomotive Technology: Principles, Diagnosis, and Servicedawit dejeneNo ratings yet
- BGM Parts ManaualDocument58 pagesBGM Parts ManaualDaniel Wellner86% (7)
- PITPRO 125cc Parts ListDocument16 pagesPITPRO 125cc Parts ListMinibikeTech67% (3)
- 2zr Fe Engine Mechanical Cylinder Head Gasket Installation 2009 Matrix PDFDocument7 pages2zr Fe Engine Mechanical Cylinder Head Gasket Installation 2009 Matrix PDFruben carranza100% (1)
- PITPRO 125cc Parts ListDocument16 pagesPITPRO 125cc Parts ListMinibikeTech67% (3)
- Lifan 150cc Parts ListDocument20 pagesLifan 150cc Parts ListMinibikeTech50% (8)
- 2KD-FTV Engine MechanicalDocument1 page2KD-FTV Engine Mechanicaladdis gilleNo ratings yet
- Thumpstar 125cc Engine Parts ListDocument17 pagesThumpstar 125cc Engine Parts ListMinibikeTech67% (3)
- YX140 Engine SplitDocument2 pagesYX140 Engine SplitMinibikeTech100% (2)
- MB G100-12Document4 pagesMB G100-12rowan0% (1)
- 1NZ-FE Engine Description PDFDocument17 pages1NZ-FE Engine Description PDFjuanNo ratings yet
- 4AT Automatic TransDocument132 pages4AT Automatic TransvarelafNo ratings yet
- # Proton Preve CFE Spare Part ListDocument30 pages# Proton Preve CFE Spare Part ListKyo KusanagiNo ratings yet
- Honda Wave 100, 100S 2005Document88 pagesHonda Wave 100, 100S 2005hwahydNo ratings yet
- PCT-00059-SCORPIO RHD DIESEL CHAIN DRIVE M2Di & GEAR DRIVE m2DiCR Ex - BSIII & BSIV 2WD - VERSIO PDFDocument218 pagesPCT-00059-SCORPIO RHD DIESEL CHAIN DRIVE M2Di & GEAR DRIVE m2DiCR Ex - BSIII & BSIV 2WD - VERSIO PDFneo_1314100% (1)
- Cylinder Head Gasket - Installation (08 - 2013 - ) (Cylinder Head Assembly) - Toyota Sienna 3.5ltsDocument8 pagesCylinder Head Gasket - Installation (08 - 2013 - ) (Cylinder Head Assembly) - Toyota Sienna 3.5ltsFran SanchezNo ratings yet
- Piston RingsDocument1 pagePiston RingsOlimpiu Vuia100% (1)
- Tech Daytona 115/125/119 Engine Maintenance/InfoDocument1 pageTech Daytona 115/125/119 Engine Maintenance/InfoMinibikeTechNo ratings yet
- Mahindra Parts CatalogDocument91 pagesMahindra Parts CatalogTara ChandNo ratings yet
- Preparation 2zr-Fe Engine Mechanical SST PDFDocument3 pagesPreparation 2zr-Fe Engine Mechanical SST PDFAlbert BriceñoNo ratings yet
- Gt250 PartsDocument353 pagesGt250 PartsLandynut100% (1)
- 1kd FTV PDFDocument2 pages1kd FTV PDFDayro Jose Geney OrtizNo ratings yet
- Yamaha LCDocument63 pagesYamaha LCjoshuaNo ratings yet
- Jetting How ToDocument1 pageJetting How ToMinibikeTechNo ratings yet
- Minibike Engine AssemblyDocument2 pagesMinibike Engine AssemblyMinibikeTech100% (1)
- Jetting How ToDocument1 pageJetting How ToMinibikeTechNo ratings yet
- ELKA Suspension MiniSeries 50 Owners Service ManualDocument15 pagesELKA Suspension MiniSeries 50 Owners Service ManualMinibikeTechNo ratings yet
- Tech Daytona 115/125/119 Engine Maintenance/InfoDocument1 pageTech Daytona 115/125/119 Engine Maintenance/InfoMinibikeTechNo ratings yet
- PITPRO 107cc 3 Valve Parts ListDocument16 pagesPITPRO 107cc 3 Valve Parts ListMinibikeTechNo ratings yet
- Tech Daytona 115/125/119 Engine Maintenance/InfoDocument1 pageTech Daytona 115/125/119 Engine Maintenance/InfoMinibikeTechNo ratings yet
- Removing Flywheel and StatorDocument1 pageRemoving Flywheel and StatorMinibikeTechNo ratings yet
- Piston Ring Assembly Tips 4strk - Ringinstall2!24!05Document2 pagesPiston Ring Assembly Tips 4strk - Ringinstall2!24!05michaelmangaaNo ratings yet
- Spec For Perodua Viva EliteDocument8 pagesSpec For Perodua Viva EliteSite Engineer.2p2No ratings yet
- GPX 125 EngineDocument17 pagesGPX 125 Engineapts9752100% (1)
- Engine Mechanical (2Rz-Fe, 3Rz-Fe) : Service DataDocument4 pagesEngine Mechanical (2Rz-Fe, 3Rz-Fe) : Service DataDavid R PaucaraNo ratings yet
- CarburetorDocument29 pagesCarburetorCecilia GilNo ratings yet
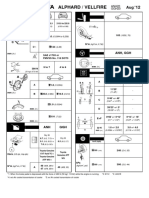
- ALPHARD/VELLFIRE Service SheetDocument2 pagesALPHARD/VELLFIRE Service SheetNyhcnaw100% (1)
- Manual de Calibracion de Valvulas Del Daihatsu Toyota TeriosDocument10 pagesManual de Calibracion de Valvulas Del Daihatsu Toyota Teriosahmed zhranNo ratings yet
- Daytona 125cc Repairing Locating Arm (Gearshift Fix)Document7 pagesDaytona 125cc Repairing Locating Arm (Gearshift Fix)MinibikeTech100% (2)
- Carburetor Tuning For Kawasaki Triples: Mikuni Carburetor Circuits Carb Sync Tuning (Cont.) Effects of Jetting VariablesDocument32 pagesCarburetor Tuning For Kawasaki Triples: Mikuni Carburetor Circuits Carb Sync Tuning (Cont.) Effects of Jetting VariablesJoseNo ratings yet
- Removal: 2Tr-Fe Engine Mechanical - Timing ChainDocument15 pagesRemoval: 2Tr-Fe Engine Mechanical - Timing ChainNacho Akiba-keiNo ratings yet
- Naza Ria Rover KV6 Engine Cam Marking ManualDocument7 pagesNaza Ria Rover KV6 Engine Cam Marking ManualLee Ming Fee100% (1)
- Toyota Engine Oil Pressure TestDocument3 pagesToyota Engine Oil Pressure TestAmon Kiay100% (1)
- Proton Gen 2 2014 AUDocument4 pagesProton Gen 2 2014 AUFajri JoeNo ratings yet
- Manual Transmission 5mtt200aDocument93 pagesManual Transmission 5mtt200aChai KailingNo ratings yet
- Toyota GD Series Diesel EnginesDocument17 pagesToyota GD Series Diesel Enginesrafaelrgr100% (1)
- PDF At115 2002 NouvoDocument293 pagesPDF At115 2002 NouvoSyahrom NiezamNo ratings yet
- Honda Unicorn Cdi Wiring Diagram PDFDocument3 pagesHonda Unicorn Cdi Wiring Diagram PDFSleep Care0% (2)
- Honda Wave Parts Manual enDocument61 pagesHonda Wave Parts Manual enVinz CustodioNo ratings yet
- Yamaha 125ZR Technical SpecsDocument2 pagesYamaha 125ZR Technical SpecsStanley Ochieng' Ouma100% (2)
- Saga 1.3 FLX Executive (M) PDFDocument11 pagesSaga 1.3 FLX Executive (M) PDFGameMedia SurabayaNo ratings yet
- Parts Catalogue Karisma 125Document93 pagesParts Catalogue Karisma 125syakira ajieraNo ratings yet
- Daytona 150cc T-REX Installing Instructions - Chain RollerDocument5 pagesDaytona 150cc T-REX Installing Instructions - Chain RollerMinibikeTechNo ratings yet
- PC KarismaDocument62 pagesPC KarismaoggutNo ratings yet
- Valve Body PDFDocument9 pagesValve Body PDFTimur TOT100% (1)
- Owner's Manual PLATINA 100 110 BS VI PDFDocument48 pagesOwner's Manual PLATINA 100 110 BS VI PDFUlagaariyan Premkumar0% (1)
- Mitsubishi Motor 1.5,11B 2007-2017 InglesDocument51 pagesMitsubishi Motor 1.5,11B 2007-2017 InglesmanualNo ratings yet
- MANUALTRANSMISSIONDocument51 pagesMANUALTRANSMISSIONIan AriestaNo ratings yet
- GR00000600-11E 4G69 Engine MechanicalDocument56 pagesGR00000600-11E 4G69 Engine MechanicalHarold SarmientoNo ratings yet
- Honda 2.0L R20A-R20Z Engine Specs, Problems, ReliabilityDocument4 pagesHonda 2.0L R20A-R20Z Engine Specs, Problems, Reliabilityedson.acordiNo ratings yet
- Engine Kv6 RepairDocument78 pagesEngine Kv6 RepairSören Christopher Lax100% (1)
- Xenon 2 2l Dicor LHD e IVDocument570 pagesXenon 2 2l Dicor LHD e IVgavinNo ratings yet
- Especificaciones de Ajuste Toyota 2kd-ftvDocument3 pagesEspecificaciones de Ajuste Toyota 2kd-ftvyonth faiber rivasNo ratings yet
- 2012 45P2 Byson 1l45p460e1Document64 pages2012 45P2 Byson 1l45p460e1Ilham IsmailNo ratings yet
- Einbau Kolbenringsaetze Piston Ring Sets enDocument3 pagesEinbau Kolbenringsaetze Piston Ring Sets enEdimilson RodriguesNo ratings yet
- GY6 Big Bore Kit InstallationDocument80 pagesGY6 Big Bore Kit InstallationAndrew McGovern100% (2)
- P250-250S Cap 07 (CYLINDER PISTON)Document9 pagesP250-250S Cap 07 (CYLINDER PISTON)Minh ChuNo ratings yet
- klr685 Kit InstructionsDocument3 pagesklr685 Kit InstructionsGabriel GonzalezNo ratings yet
- KXR50 Cap 08 (Cilindro Pistone)Document18 pagesKXR50 Cap 08 (Cilindro Pistone)tutifruti649No ratings yet
- VDL Service ManualDocument13 pagesVDL Service ManualSergio Martín BrionesNo ratings yet
- Procedure Changing Piston RingDocument12 pagesProcedure Changing Piston RingAdhitya WisnuNo ratings yet
- TTR125 150BigBore Update2Document4 pagesTTR125 150BigBore Update2eddielindermannNo ratings yet
- Engine Service Manual Renegade 300 SeriesDocument76 pagesEngine Service Manual Renegade 300 SeriesArul Gnana JohnNo ratings yet
- Propeller Fitting InstructionsDocument7 pagesPropeller Fitting Instructionsrubens0001No ratings yet
- Wossner Piston Installation Instructions and Ring End GapDocument1 pageWossner Piston Installation Instructions and Ring End GapkyriakosNo ratings yet
- Stompracing PDI Sheet (Assembly & Running Check)Document2 pagesStompracing PDI Sheet (Assembly & Running Check)MinibikeTechNo ratings yet
- Daytona 150cc T-REX Installing Instructions - Chain RollerDocument5 pagesDaytona 150cc T-REX Installing Instructions - Chain RollerMinibikeTechNo ratings yet
- Daytona 125cc Repairing Locating Arm (Gearshift Fix)Document7 pagesDaytona 125cc Repairing Locating Arm (Gearshift Fix)MinibikeTech100% (2)
- Daytona Parts 150ccDocument10 pagesDaytona Parts 150ccMinibikeTechNo ratings yet
- GPX 125 EngineDocument17 pagesGPX 125 Engineapts9752100% (1)
- Design Symbols - Spark PlugsDocument2 pagesDesign Symbols - Spark Plugsmechkarov1100% (1)
- Trialtech Vapor Sensor Install InstructionsDocument2 pagesTrialtech Vapor Sensor Install InstructionsMinibikeTechNo ratings yet
- Mikuni VM CarburatorDocument20 pagesMikuni VM Carburatorgiacummo100% (3)
- Installing Takegawa Hyper Cam (KLX110/DRZ110)Document1 pageInstalling Takegawa Hyper Cam (KLX110/DRZ110)MinibikeTechNo ratings yet
- Mikuni 26mm Carb Kit Setup For KLX/DRZ 110Document1 pageMikuni 26mm Carb Kit Setup For KLX/DRZ 110MinibikeTechNo ratings yet
- CRF50 Borekit Fitting How To (82cc)Document6 pagesCRF50 Borekit Fitting How To (82cc)MinibikeTech100% (1)
- Fault Finding For Charging System Diagnostic/TroubleshootingDocument4 pagesFault Finding For Charging System Diagnostic/TroubleshootingMinibikeTechNo ratings yet
- CDI To Loom Wiring DiagramDocument1 pageCDI To Loom Wiring DiagramMinibikeTechNo ratings yet
- Offroad Motorcycling How ToDocument10 pagesOffroad Motorcycling How ToMinibikeTechNo ratings yet
- YX140 Cam RemovalDocument5 pagesYX140 Cam RemovalMinibikeTechNo ratings yet
- Teleflex NFB Safe T II Steering System Instruction ManualDocument2 pagesTeleflex NFB Safe T II Steering System Instruction ManualJulie LafranceNo ratings yet
- Landing Gear: BK117 C-2 Training Manual CAT B1 Landing GearDocument7 pagesLanding Gear: BK117 C-2 Training Manual CAT B1 Landing GearЕвгений КасьяновNo ratings yet
- KTA50 Engine Parts CatalogueDocument213 pagesKTA50 Engine Parts CatalogueGaly Hossam100% (4)
- Avm 10 Front AxleDocument3 pagesAvm 10 Front AxlePilar TorquemadaNo ratings yet
- 905 - Crankshaft & Thrust BearingDocument19 pages905 - Crankshaft & Thrust BearingVuHongNhatNo ratings yet
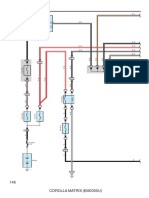
- Cruise Control: 146 Corolla Matrix (Em0350U)Document6 pagesCruise Control: 146 Corolla Matrix (Em0350U)Cejas MicroNo ratings yet
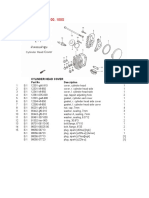
- c90 Part - List - 2005-2007Document73 pagesc90 Part - List - 2005-2007Leonardo HalonNo ratings yet
- Toro50 SpecDocument3 pagesToro50 SpecAli Narváez quispeNo ratings yet
- Avionics Tools: CM WP ME HA AP LG EP CS IN EL AV TO PS BVDocument1 pageAvionics Tools: CM WP ME HA AP LG EP CS IN EL AV TO PS BVjoel alvaradoNo ratings yet
- Solex Manual S3800Document84 pagesSolex Manual S3800Kieran Coveney100% (1)
- Ervice AND Arts Anual: Elmhults Konstruktions AbDocument39 pagesErvice AND Arts Anual: Elmhults Konstruktions AbMelanie GerdesNo ratings yet
- IX. Replacement Parts: Mastercraft 12 1/2" Thickness Planer With Work Stand 55-5503-4Document4 pagesIX. Replacement Parts: Mastercraft 12 1/2" Thickness Planer With Work Stand 55-5503-4Robert TourangeauNo ratings yet
- WSM - 0000693 - en - Steering GearDocument4 pagesWSM - 0000693 - en - Steering GearNoeRtjahya AhmadNo ratings yet
- Drawing (Electrical) - CompressedDocument13 pagesDrawing (Electrical) - CompressedMUHAMMAD AZRI ABD WAHABNo ratings yet
- SM 1Document345 pagesSM 1Percival Alvaro100% (1)
- Lab Manual-H & P-1me2603Document40 pagesLab Manual-H & P-1me2603Hi helloNo ratings yet
- Pipe Properties and DimensionsDocument6 pagesPipe Properties and DimensionsJanzxhel Alva OlazoNo ratings yet
- Doosan Engine de 12 Maintenance ManualDocument10 pagesDoosan Engine de 12 Maintenance ManualJoseph100% (57)
- 3230F350 PARTS CatalogDocument5 pages3230F350 PARTS CatalogLIONN TESTE2021No ratings yet
- Assembly Transmission 777DDocument62 pagesAssembly Transmission 777DKeron TrotzNo ratings yet
- Siemens-SQM1 SQM2 enDocument7 pagesSiemens-SQM1 SQM2 enserg minimeNo ratings yet
- Triplex Service DropDocument3 pagesTriplex Service DropEvan Merkel0% (1)
- Volvo l120f SchematicsDocument10 pagesVolvo l120f Schematicsclyde100% (66)
- Bosch Motronic Mp3 2-Multipoint-Xu10j2cte RGX 406 Peugeot Fan ClubDocument7 pagesBosch Motronic Mp3 2-Multipoint-Xu10j2cte RGX 406 Peugeot Fan ClubMohamed TarekNo ratings yet
- M4002432211d102a2 - 2528CH 41 60Document20 pagesM4002432211d102a2 - 2528CH 41 60NaimahSulistianingsih100% (1)
- EC140D Hyd - GB20029183A - HDocument24 pagesEC140D Hyd - GB20029183A - HHoàng QuânNo ratings yet