Download as pdf or txt
You might also like
- 8-2 Spare Part Catalogue AncillaryDocument36 pages8-2 Spare Part Catalogue Ancillarycengiz kutukcu100% (1)
- Multi-Phase Flow Calculation of CV - MetsoDocument10 pagesMulti-Phase Flow Calculation of CV - MetsoJoseph WangNo ratings yet
- Report On Artificial Gas Lift 1Document60 pagesReport On Artificial Gas Lift 1Abhilash Baranwal100% (1)
- Armstrong FTVDocument6 pagesArmstrong FTVMaxi452No ratings yet
- Composite Dan Future IPR - 2010Document31 pagesComposite Dan Future IPR - 2010ekokusNo ratings yet
- SOLUTIONS Example Sheet 4Document6 pagesSOLUTIONS Example Sheet 4YanHoNo ratings yet
- 2014 Chapter 2 Gas Liquid FlowDocument37 pages2014 Chapter 2 Gas Liquid FlowLisajanelollyNo ratings yet
- Dr. Mohammed Abdul Ameer Alhumairi University of Misan College of Engineering - Petroleum DepartmentDocument9 pagesDr. Mohammed Abdul Ameer Alhumairi University of Misan College of Engineering - Petroleum DepartmentaliNo ratings yet
- Pipeline Engineering: Dept. ElectiveDocument19 pagesPipeline Engineering: Dept. ElectiveHarahwardhanamNo ratings yet
- Hagedorn-Brown Correlation: Multi-Phase Flow in PipesDocument48 pagesHagedorn-Brown Correlation: Multi-Phase Flow in PipesFarah Taha AbdullahNo ratings yet
- Bubble ColumnDocument34 pagesBubble ColumnihsanNo ratings yet
- Two Phase Flow Hagerdown & BrownDocument27 pagesTwo Phase Flow Hagerdown & BrownJonathan GuanoNo ratings yet
- Two Phase Flow in PipeDocument27 pagesTwo Phase Flow in PipeHassanKMNo ratings yet
- 3B7 Separation Processes L2 Notes YangDocument16 pages3B7 Separation Processes L2 Notes YangMoemen MetwallyNo ratings yet
- Two-Phase Flow (Gas-Flow) Line SizingDocument24 pagesTwo-Phase Flow (Gas-Flow) Line SizingvictorvikramNo ratings yet
- Calculate of Multiphase Flow ...Document18 pagesCalculate of Multiphase Flow ...محمد إبراهيم النعاسNo ratings yet
- TPE Immiscible DisplacementDocument22 pagesTPE Immiscible DisplacementAriel DjonthuNo ratings yet
- Unit 5 Flow Through Simple Pipes: StructureDocument20 pagesUnit 5 Flow Through Simple Pipes: StructureMir Mustafa AliNo ratings yet
- Sizing of Plate and Packed ColumnDocument47 pagesSizing of Plate and Packed Columnbakhtyar21No ratings yet
- Fluid Fluid Reaction Kinetics Lecture Notes IncompleteDocument49 pagesFluid Fluid Reaction Kinetics Lecture Notes IncompleteAliRashid0% (1)
- XXV Poster 01Document9 pagesXXV Poster 01AsimNo ratings yet
- Lab Sheet Energy Loss in Pipe and FittingDocument9 pagesLab Sheet Energy Loss in Pipe and FittingZudyn ZailaniNo ratings yet
- Two Phase Flow - Flow Regimes: Halld or P AlssonDocument25 pagesTwo Phase Flow - Flow Regimes: Halld or P AlssonLuthfiya NaifaNo ratings yet
- Two Phase FlowDocument22 pagesTwo Phase FlowAdil Khan100% (1)
- Wellbore PerformanceDocument10 pagesWellbore Performanceurooj jawwadNo ratings yet
- A4 FluidizaciónDocument7 pagesA4 FluidizaciónLara Higueras ArenaNo ratings yet
- Fluidization by A Liquid: Slugging Channeling SluggingDocument35 pagesFluidization by A Liquid: Slugging Channeling SluggingProcess EngineerNo ratings yet
- Flow Assurance Lecture Notes Oct 24 2017Document45 pagesFlow Assurance Lecture Notes Oct 24 2017ganesh100% (2)
- Tutorial 2 (Mar-Jul 2019)Document13 pagesTutorial 2 (Mar-Jul 2019)Roger FernandezNo ratings yet
- Expt Guide - F2 - Pressure DropDocument7 pagesExpt Guide - F2 - Pressure DropBabyyFacedNo ratings yet
- Slug FlowDocument43 pagesSlug FlowSonny Jason ANo ratings yet
- Lecture 3 Multiphase Flow 1 PDFDocument46 pagesLecture 3 Multiphase Flow 1 PDFmsdNo ratings yet
- Part-A Laminar Flow: The Flow of A Fluid When Each Particle of The Fluid Follows A Smooth PathDocument28 pagesPart-A Laminar Flow: The Flow of A Fluid When Each Particle of The Fluid Follows A Smooth PathAmirthavalli PE - Asst ProfNo ratings yet
- Bubble ColumnDocument34 pagesBubble ColumnihsanNo ratings yet
- Distillation 2Document20 pagesDistillation 2arslanadeelNo ratings yet
- Two Phase FlowDocument54 pagesTwo Phase Flowdistribuidoraggs2012No ratings yet
- Elementary Aspects of Two-Phase Flow in Pipes: R. Shankar SubramanianDocument3 pagesElementary Aspects of Two-Phase Flow in Pipes: R. Shankar Subramanianreddy331No ratings yet
- An Introduction To Multiphase Flow MeasurementDocument14 pagesAn Introduction To Multiphase Flow MeasurementDominicNo ratings yet
- Two Phase Flow in PipesDocument27 pagesTwo Phase Flow in PipesHassanKM100% (1)
- Subsea Engineering Flow Assurance: Hold-Up Flow RegimesDocument56 pagesSubsea Engineering Flow Assurance: Hold-Up Flow RegimesgetmellowNo ratings yet
- DF9 - Tubing Performance EvaluationDocument7 pagesDF9 - Tubing Performance Evaluationadnan0307No ratings yet
- Chapter 7-Wellbore PerformanceDocument48 pagesChapter 7-Wellbore Performanceyashar1612gh1379zhNo ratings yet
- Mass TransferDocument26 pagesMass Transfershivanshukushwaha6No ratings yet
- An Introduction To Multiphase Flow MeasurementDocument14 pagesAn Introduction To Multiphase Flow MeasurementHeverth OsorioNo ratings yet
- Notes On Two Phase Flow, Boiling Heat Transfer, and Boiling Crises in Pwrs and BwrsDocument34 pagesNotes On Two Phase Flow, Boiling Heat Transfer, and Boiling Crises in Pwrs and Bwrsمحمد سالمNo ratings yet
- Two Phase - IDocument27 pagesTwo Phase - IMed SamoudNo ratings yet
- Fluid Mechanics For DrillingDocument44 pagesFluid Mechanics For DrillingoperationmanagerNo ratings yet
- 1320 WETGASrev2009Document16 pages1320 WETGASrev2009Philip A Lawrence C.Eng. F. Inst M.C.100% (3)
- Gas AbsorptionDocument33 pagesGas Absorptionirfan hilmanNo ratings yet
- BHR 2013 E5Document16 pagesBHR 2013 E5John DoeNo ratings yet
- Effect of Liquid Viscosity On Flow Patterns of Gas-Liquid Two-Phase FlowDocument5 pagesEffect of Liquid Viscosity On Flow Patterns of Gas-Liquid Two-Phase Flowyoupof83No ratings yet
- July 25, 2013: "Basics of Fluid Mechanics"Document34 pagesJuly 25, 2013: "Basics of Fluid Mechanics"Saurabh SengarNo ratings yet
- G - D B F: Ravity Riven Ubbly LowsDocument32 pagesG - D B F: Ravity Riven Ubbly LowsAnkitPatel90No ratings yet
- Technip Separations PDFDocument60 pagesTechnip Separations PDFProcess EngineerNo ratings yet
- Topic 10 Gas-Liquid Systems: Considerations For Chemists & Engineers Working in Process DevelopmentDocument12 pagesTopic 10 Gas-Liquid Systems: Considerations For Chemists & Engineers Working in Process DevelopmentSasitharan MNo ratings yet
- Separators and Filters: Section 7Document15 pagesSeparators and Filters: Section 7SergioRinconSolanoNo ratings yet
- Mass Transfer Lecture 3-1Document20 pagesMass Transfer Lecture 3-1EDWIN SIMBARASHE MASUNUNGURENo ratings yet
- Jawaharlal Nehru Technological University Kakinada: III Year B. Tech. Petrochemical Engineering II SemDocument37 pagesJawaharlal Nehru Technological University Kakinada: III Year B. Tech. Petrochemical Engineering II SemHashmi AshmalNo ratings yet
- Introduction to Applied Colloid and Surface ChemistryFrom EverandIntroduction to Applied Colloid and Surface ChemistryNo ratings yet
- ALKYLATION START Up StepsDocument2 pagesALKYLATION START Up Stepsbikas_sahaNo ratings yet
- JERP Brief ProcessDocument14 pagesJERP Brief Processbikas_sahaNo ratings yet
- 01 PDFDocument7 pages01 PDFbikas_sahaNo ratings yet
- Corrosion Under InsulationDocument1 pageCorrosion Under Insulationbikas_sahaNo ratings yet
- OPTR PO Overall Rev 1Document20 pagesOPTR PO Overall Rev 1bikas_sahaNo ratings yet
- NaphthaDocument2 pagesNaphthabikas_sahaNo ratings yet
- Activity: Dec-07 Jan-08 FRB 08 Mar-08Document4 pagesActivity: Dec-07 Jan-08 FRB 08 Mar-08bikas_sahaNo ratings yet
- Current Progress W.R.T. Rev-2 Manhour Estimation: Reliance Petroleum Ltd. - Jamnagar Export Refinery ProjectDocument2 pagesCurrent Progress W.R.T. Rev-2 Manhour Estimation: Reliance Petroleum Ltd. - Jamnagar Export Refinery Projectbikas_sahaNo ratings yet
- R101 To R801 Start Up PlanDocument21 pagesR101 To R801 Start Up Planbikas_sahaNo ratings yet
- Helium Survey-Leak IdentificationDocument1 pageHelium Survey-Leak Identificationbikas_sahaNo ratings yet
- Answer Key For Operator To Panel Officer - Question Data BankDocument3 pagesAnswer Key For Operator To Panel Officer - Question Data Bankbikas_sahaNo ratings yet
- Start Up of Alkylation Reactor R101Document4 pagesStart Up of Alkylation Reactor R101bikas_sahaNo ratings yet
- Interview - Questionaire - SoftwareEngineerDocument5 pagesInterview - Questionaire - SoftwareEngineerbikas_sahaNo ratings yet
- Answer Key For Operator To Panel Officer - Question Data BankDocument3 pagesAnswer Key For Operator To Panel Officer - Question Data Bankbikas_sahaNo ratings yet
- Model Questions: (All Questions Are For 1 Mark Each)Document23 pagesModel Questions: (All Questions Are For 1 Mark Each)bikas_sahaNo ratings yet
- Please (X) Mark in The Answer Sheet For Marking The Correct AnswerDocument6 pagesPlease (X) Mark in The Answer Sheet For Marking The Correct Answerbikas_sahaNo ratings yet
- Q (Lab) - Revised - 50 - Filerted - QDocument6 pagesQ (Lab) - Revised - 50 - Filerted - Qbikas_sahaNo ratings yet
- Anser Key De-Engg-2005Document8 pagesAnser Key De-Engg-2005bikas_sahaNo ratings yet
- Objective of The Program: Sr. No. 1 2 3 4Document2 pagesObjective of The Program: Sr. No. 1 2 3 4bikas_sahaNo ratings yet
- Question Paper - (Electrical) : Maximum Marks: 50 Time Allowed: 1 HourDocument6 pagesQuestion Paper - (Electrical) : Maximum Marks: 50 Time Allowed: 1 Hourbikas_sahaNo ratings yet
- Internal Advt Questn - APO - DIP. MECH - B SC - ALLDocument9 pagesInternal Advt Questn - APO - DIP. MECH - B SC - ALLbikas_sahaNo ratings yet
- Question Paper Inst TOCDocument8 pagesQuestion Paper Inst TOCbikas_sahaNo ratings yet
- Ems Question Answer HTDocument2 pagesEms Question Answer HTbikas_sahaNo ratings yet
- Anser Key De-Engg-2004Document5 pagesAnser Key De-Engg-2004bikas_sahaNo ratings yet
- Internal Advt Questn - APO - DIP. ELECT - Filtered - 50 - CPPDocument7 pagesInternal Advt Questn - APO - DIP. ELECT - Filtered - 50 - CPPbikas_sahaNo ratings yet
- Validation Question Bank Rev 01Document34 pagesValidation Question Bank Rev 01bikas_sahaNo ratings yet
- Chemical - 1 - De-Engg - 2004Document7 pagesChemical - 1 - De-Engg - 2004bikas_sahaNo ratings yet
- Validation Question Bank Rev 02Document22 pagesValidation Question Bank Rev 02bikas_sahaNo ratings yet
- Homework No 7Document2 pagesHomework No 7WaleedNo ratings yet
- EpplerDocument5 pagesEpplersumon1314No ratings yet
- Choke SizingDocument6 pagesChoke SizingshervinyNo ratings yet
- SAMNYANg AVVDocument5 pagesSAMNYANg AVVanisyariskiNo ratings yet
- Pascal's Law: Same in All DirectionDocument11 pagesPascal's Law: Same in All Directioncool kidNo ratings yet
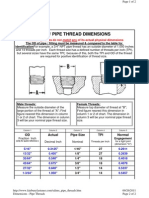
- Xdims Pipe ThreadsDocument2 pagesXdims Pipe ThreadsamevaluacionesNo ratings yet
- Sprinkler Irrigation: By: R. J. PatelDocument81 pagesSprinkler Irrigation: By: R. J. PatelDhruv DholariyaNo ratings yet
- Crawl TurbulenceDocument12 pagesCrawl TurbulenceRicardo PietrobonNo ratings yet
- Types of Drag: Visit To Download All Module Question Papers and Study MaterialsDocument6 pagesTypes of Drag: Visit To Download All Module Question Papers and Study MaterialsAkash DeyNo ratings yet
- Unsteady Flow On Closed ConduitsDocument4 pagesUnsteady Flow On Closed ConduitsPujan NeupaneNo ratings yet
- Transport Phenomena - R. S. Brodkey and H. C. HersheyDocument114 pagesTransport Phenomena - R. S. Brodkey and H. C. HersheySanika TalathiNo ratings yet
- Fluid Dynamics of Cricket Ball SwingDocument14 pagesFluid Dynamics of Cricket Ball SwingShaswat SrivastavaNo ratings yet
- Computer Exercise 1 Applied Computational Fluid Dynamics MVK150Document3 pagesComputer Exercise 1 Applied Computational Fluid Dynamics MVK150juchaca36No ratings yet
- Open Channel HydraulicsDocument66 pagesOpen Channel HydraulicsZeJun Zhao100% (2)
- Kebutuhan Steam Untuk Blowing BoilerDocument3 pagesKebutuhan Steam Untuk Blowing BoilerRizal FauziNo ratings yet
- BaumannDocument5 pagesBaumannSergio RiveraNo ratings yet
- Api 570 Module 7 Api 578 Practice Questions: Terms in This SetDocument31 pagesApi 570 Module 7 Api 578 Practice Questions: Terms in This SetNIMANo ratings yet
- Section 23 21 00 - Hydronic Valves and SundriesDocument22 pagesSection 23 21 00 - Hydronic Valves and Sundriesvaradarajck893No ratings yet
- Engineering Science and Technology, An International JournalDocument12 pagesEngineering Science and Technology, An International JournalOguzhan OnderNo ratings yet
- T5 2D CylinderDocument81 pagesT5 2D CylinderlfgmarcantoniNo ratings yet
- Sand Cleaning 2Document14 pagesSand Cleaning 2MostafaNo ratings yet
- A10 A Pid Va 718589 203Document1 pageA10 A Pid Va 718589 203zhangNo ratings yet
- Pump Performance Datasheet: Operating Conditions LiquidDocument3 pagesPump Performance Datasheet: Operating Conditions LiquidMilan KareliyaNo ratings yet
- Airflow Through Mine OpeningDocument6 pagesAirflow Through Mine Openingersunilsingh1No ratings yet
- Fluid Mechanics II Part 1Document35 pagesFluid Mechanics II Part 1Waleed TayyabNo ratings yet
- Experiment: Major Loss in Pipe: ObjectiveDocument14 pagesExperiment: Major Loss in Pipe: Objectivetesfa negaNo ratings yet