Download as pdf or txt
You might also like
- TK270-370-376-Engine Manual PDFDocument130 pagesTK270-370-376-Engine Manual PDFDennis Cezar Mendes100% (18)
- Storage Tank Fabrication & Erection ProcedureDocument15 pagesStorage Tank Fabrication & Erection ProcedureSenthil Kumaran100% (12)
- Storage Tank Inspection API 650Document27 pagesStorage Tank Inspection API 650Pandu Damay Putra93% (14)
- Method Statement Installation of Sheet PileDocument9 pagesMethod Statement Installation of Sheet PileRonnie Jungco SarmientoNo ratings yet
- Method StatementDocument19 pagesMethod Statementjohney292% (12)
- Job Procedure For Eriction of TankDocument13 pagesJob Procedure For Eriction of TankAnonymous i3lI9M100% (2)
- Coiled Tubing Operations at a Glance: What Do You Know About Coiled Tubing Operations!From EverandCoiled Tubing Operations at a Glance: What Do You Know About Coiled Tubing Operations!Rating: 5 out of 5 stars5/5 (2)
- Tank Erection ProcedureDocument15 pagesTank Erection Procedurejohney294% (16)
- Inspection TankDocument22 pagesInspection Tanksbmmla100% (2)
- GE Frame F Inspection ItemsDocument4 pagesGE Frame F Inspection ItemsCarlos Toscano100% (2)
- Tankage Erection - Procedure - CPCL SiteDocument10 pagesTankage Erection - Procedure - CPCL SiteAnantha Narayanan50% (2)
- Oil Storage Tank Construction ProcedureDocument11 pagesOil Storage Tank Construction ProcedureANGEL TORRES100% (3)
- Method StatementDocument10 pagesMethod StatementEmmanuel kusimoNo ratings yet
- Cone Roof Tank Erection ProcedureDocument8 pagesCone Roof Tank Erection ProcedureBoby Thomas100% (1)
- Chevron Specification TAM-MU-6: Cone Roof ReplacementDocument8 pagesChevron Specification TAM-MU-6: Cone Roof ReplacementBurak GülenNo ratings yet
- Niigata - Replacing Bottom Plates of Oil Storage TanksDocument7 pagesNiigata - Replacing Bottom Plates of Oil Storage TanksJohnson Olarewaju100% (2)
- Method Statement: ApprovalDocument21 pagesMethod Statement: ApprovalzhanghuiNo ratings yet
- Piling ProcedureDocument7 pagesPiling ProcedureimranNo ratings yet
- Tank ErectionDocument13 pagesTank Erectionsajay2010No ratings yet
- Job Methodology For Fabrication & Erection of TankDocument22 pagesJob Methodology For Fabrication & Erection of TankBIPIN BALANNo ratings yet
- METHOD STATEMENT FOR EARLY WORKS PACKAGE Rev-3 - Emaar The ViewsDocument6 pagesMETHOD STATEMENT FOR EARLY WORKS PACKAGE Rev-3 - Emaar The Viewsaliengineer953No ratings yet
- Tank Erection ProcedureDocument13 pagesTank Erection ProcedureAshokkumar ThangarajNo ratings yet
- Method Statement For Cast In-Situ ConcreteDocument31 pagesMethod Statement For Cast In-Situ ConcreteIsam GhawadrehNo ratings yet
- Tank Erection ProcedureDocument29 pagesTank Erection ProcedureVisas Siva100% (3)
- Erection Steel TankDocument86 pagesErection Steel TankDuke Maher Salem100% (1)
- Fabrication Procedure and Inspection ReportsDocument22 pagesFabrication Procedure and Inspection ReportsabbasNo ratings yet
- Above Ground Storage Tanks PresentationDocument28 pagesAbove Ground Storage Tanks PresentationRamesh sivanNo ratings yet
- Tank Procedure by Conventional MethodDocument8 pagesTank Procedure by Conventional Methodsatish04No ratings yet
- Exam July 2021Document16 pagesExam July 202101280724321 Helmy100% (1)
- Na Feb 2017Document22 pagesNa Feb 2017Janarthanan NagalingamNo ratings yet
- Stress Analysis Using Actual Coke DrumDocument11 pagesStress Analysis Using Actual Coke Drumash1968No ratings yet
- Kuwait Oil Company (Kusrncu) : Specification NumberDocument9 pagesKuwait Oil Company (Kusrncu) : Specification Numbernpwal100% (1)
- Tank InspectionDocument7 pagesTank InspectionTina Miller100% (1)
- Replacement of The Pontoon Outer Rim Method StatementDocument2 pagesReplacement of The Pontoon Outer Rim Method StatementGvdB75No ratings yet
- 26 418Document6 pages26 418ari_prasNo ratings yet
- Construction Procedures of Concrete Encasement, Anchor, and Thrust BlocksDocument3 pagesConstruction Procedures of Concrete Encasement, Anchor, and Thrust BlocksJoe Mari CapaNo ratings yet
- Reconditioning of ValvesDocument6 pagesReconditioning of ValvesPaul PhiliphsNo ratings yet
- Site Erected Atmospheric Pressure Storage TankDocument16 pagesSite Erected Atmospheric Pressure Storage TankRakesh RanjanNo ratings yet
- Tank Field Inspection and Test ProcedureDocument29 pagesTank Field Inspection and Test Proceduresbmmla91% (22)
- 26.05.2021-METHOD STATEMENT - VERTICAL LOAD TEST by Anchor MethodDocument16 pages26.05.2021-METHOD STATEMENT - VERTICAL LOAD TEST by Anchor MethodpdksubudhiNo ratings yet
- Hydromechanical - Technical SpecificationsDocument16 pagesHydromechanical - Technical SpecificationsdishkuNo ratings yet
- Appendix III - Spec - TNK - FBR PDFDocument12 pagesAppendix III - Spec - TNK - FBR PDFJaswinder SohalNo ratings yet
- CSG Drilling and Well IntegrityDocument3 pagesCSG Drilling and Well IntegrityYassir AliNo ratings yet
- Iqwq-ce1092-Mpere-00-0001 - 1 Static Equipement Installation Plan (Tank)Document17 pagesIqwq-ce1092-Mpere-00-0001 - 1 Static Equipement Installation Plan (Tank)Ali MajeedNo ratings yet
- SEPL-Boiler Erection Instruction ManualDocument14 pagesSEPL-Boiler Erection Instruction ManualKartheek Ramishetti100% (2)
- Tank Erection ProcedureDocument5 pagesTank Erection Procedurearmed.forces73No ratings yet
- L9 - Construction Methodology - 1Document20 pagesL9 - Construction Methodology - 1J. Kumar Infraprojects LtdNo ratings yet
- Dokumen - Tips - api-650-653-questions-closed-book-with-NO AnswersDocument5 pagesDokumen - Tips - api-650-653-questions-closed-book-with-NO AnswersQuintusNo ratings yet
- Typ. Construction MethodologyDocument29 pagesTyp. Construction MethodologyvijayshelkeNo ratings yet
- Api 510 Q&aDocument13 pagesApi 510 Q&aShaikh Aftab100% (2)
- Api 510 Questions & Answers (Closed 1)Document12 pagesApi 510 Questions & Answers (Closed 1)Mohammed Shakil100% (3)
- Tank Field Inspection and Test ProcedureDocument29 pagesTank Field Inspection and Test ProcedureFadlul Akbar Herfianto100% (2)
- #5 Scope of WorkDocument32 pages#5 Scope of Workrohit_me083No ratings yet
- Installation and Operation Instructions For Custom Mark III CP Series Oil Fired UnitFrom EverandInstallation and Operation Instructions For Custom Mark III CP Series Oil Fired UnitNo ratings yet
- How to prepare Welding Procedures for Oil & Gas PipelinesFrom EverandHow to prepare Welding Procedures for Oil & Gas PipelinesRating: 5 out of 5 stars5/5 (1)
- Practical Rules for the Management of a Locomotive Engine in the Station, on the Road, and in cases of AccidentFrom EverandPractical Rules for the Management of a Locomotive Engine in the Station, on the Road, and in cases of AccidentNo ratings yet
- Maintain and Improve Your Powerboat: 100 Ways to Make Your Boat BetterFrom EverandMaintain and Improve Your Powerboat: 100 Ways to Make Your Boat BetterNo ratings yet
- Steam Turbines A Book of Instruction for the Adjustment and Operation of the Principal Types of this Class of Prime MoversFrom EverandSteam Turbines A Book of Instruction for the Adjustment and Operation of the Principal Types of this Class of Prime MoversRating: 5 out of 5 stars5/5 (2)
- Sewage Disposal Works: Their Design and ConstructionFrom EverandSewage Disposal Works: Their Design and ConstructionNo ratings yet
- The Art of Welding: Practical Information and Useful Exercises for Oxyacetylene and Electric Arc WeldingFrom EverandThe Art of Welding: Practical Information and Useful Exercises for Oxyacetylene and Electric Arc WeldingNo ratings yet
- 01 PDFDocument7 pages01 PDFbikas_sahaNo ratings yet
- JERP Brief ProcessDocument14 pagesJERP Brief Processbikas_sahaNo ratings yet
- Helium Survey-Leak IdentificationDocument1 pageHelium Survey-Leak Identificationbikas_sahaNo ratings yet
- NaphthaDocument2 pagesNaphthabikas_sahaNo ratings yet
- Corrosion Under InsulationDocument1 pageCorrosion Under Insulationbikas_sahaNo ratings yet
- ALKYLATION START Up StepsDocument2 pagesALKYLATION START Up Stepsbikas_sahaNo ratings yet
- Start Up of Alkylation Reactor R101Document4 pagesStart Up of Alkylation Reactor R101bikas_sahaNo ratings yet
- R101 To R801 Start Up PlanDocument21 pagesR101 To R801 Start Up Planbikas_sahaNo ratings yet
- Current Progress W.R.T. Rev-2 Manhour Estimation: Reliance Petroleum Ltd. - Jamnagar Export Refinery ProjectDocument2 pagesCurrent Progress W.R.T. Rev-2 Manhour Estimation: Reliance Petroleum Ltd. - Jamnagar Export Refinery Projectbikas_sahaNo ratings yet
- Activity: Dec-07 Jan-08 FRB 08 Mar-08Document4 pagesActivity: Dec-07 Jan-08 FRB 08 Mar-08bikas_sahaNo ratings yet
- Interview - Questionaire - SoftwareEngineerDocument5 pagesInterview - Questionaire - SoftwareEngineerbikas_sahaNo ratings yet
- Answer Key For Operator To Panel Officer - Question Data BankDocument3 pagesAnswer Key For Operator To Panel Officer - Question Data Bankbikas_sahaNo ratings yet
- OPTR PO Overall Rev 1Document20 pagesOPTR PO Overall Rev 1bikas_sahaNo ratings yet
- Anser Key De-Engg-2004Document5 pagesAnser Key De-Engg-2004bikas_sahaNo ratings yet
- Answer Key For Operator To Panel Officer - Question Data BankDocument3 pagesAnswer Key For Operator To Panel Officer - Question Data Bankbikas_sahaNo ratings yet
- Model Questions: (All Questions Are For 1 Mark Each)Document23 pagesModel Questions: (All Questions Are For 1 Mark Each)bikas_sahaNo ratings yet
- Validation Question Bank Rev 01Document34 pagesValidation Question Bank Rev 01bikas_sahaNo ratings yet
- Please (X) Mark in The Answer Sheet For Marking The Correct AnswerDocument6 pagesPlease (X) Mark in The Answer Sheet For Marking The Correct Answerbikas_sahaNo ratings yet
- Q (Lab) - Revised - 50 - Filerted - QDocument6 pagesQ (Lab) - Revised - 50 - Filerted - Qbikas_sahaNo ratings yet
- Question Paper - (Electrical) : Maximum Marks: 50 Time Allowed: 1 HourDocument6 pagesQuestion Paper - (Electrical) : Maximum Marks: 50 Time Allowed: 1 Hourbikas_sahaNo ratings yet
- Anser Key De-Engg-2005Document8 pagesAnser Key De-Engg-2005bikas_sahaNo ratings yet
- Question Paper Inst TOCDocument8 pagesQuestion Paper Inst TOCbikas_sahaNo ratings yet
- Validation Question Bank Rev 02Document22 pagesValidation Question Bank Rev 02bikas_sahaNo ratings yet
- Internal Advt Questn - APO - DIP. MECH - B SC - ALLDocument9 pagesInternal Advt Questn - APO - DIP. MECH - B SC - ALLbikas_sahaNo ratings yet
- Objective of The Program: Sr. No. 1 2 3 4Document2 pagesObjective of The Program: Sr. No. 1 2 3 4bikas_sahaNo ratings yet
- Ems Question Answer HTDocument2 pagesEms Question Answer HTbikas_sahaNo ratings yet
- Chemical - 1 - De-Engg - 2004Document7 pagesChemical - 1 - De-Engg - 2004bikas_sahaNo ratings yet
- Internal Advt Questn - APO - DIP. ELECT - Filtered - 50 - CPPDocument7 pagesInternal Advt Questn - APO - DIP. ELECT - Filtered - 50 - CPPbikas_sahaNo ratings yet
- 2016 - Prediksi UN SMK Bahasa Inggris PDFDocument9 pages2016 - Prediksi UN SMK Bahasa Inggris PDFabtiar27100% (1)
- FFD Candu 6Document20 pagesFFD Candu 6Siddhartha PramanickNo ratings yet
- Petrobras Albacora PDFDocument2 pagesPetrobras Albacora PDFKevin GarciaNo ratings yet
- CPCLDocument33 pagesCPCLmuse_chenNo ratings yet
- Logging and Formation EvaluationDocument292 pagesLogging and Formation EvaluationAkshay Pratap Singh Shekhawat100% (1)
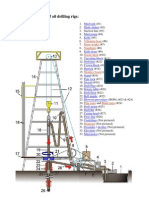
- List of Components of Oil Drilling RigsDocument7 pagesList of Components of Oil Drilling RigsJennifer Màrtin100% (5)
- TurboDocument8 pagesTurboKorichiKarimNo ratings yet
- Reversing Gears of A Marine Diesel EngineDocument4 pagesReversing Gears of A Marine Diesel Engineashry_tarekNo ratings yet
- (346880241) DK9601B1 - PV350 User ManualDocument48 pages(346880241) DK9601B1 - PV350 User ManualJeremyYmerehNo ratings yet
- Issue 6 Inspectors NewsletterDocument2 pagesIssue 6 Inspectors NewsletterDeepakNo ratings yet
- WD600 6Document8 pagesWD600 6Ootteehhb UuqNo ratings yet
- Brochure PowershoreDocument24 pagesBrochure PowershoreNikoleta Și Sergiu BabanuțaNo ratings yet
- World Wide Anomaly Oil Gas WellDocument122 pagesWorld Wide Anomaly Oil Gas WellVincent J. CataldiNo ratings yet
- Nabard Esi Ard Short Notes & McqsDocument18 pagesNabard Esi Ard Short Notes & McqsIndranil SasmalNo ratings yet
- Manual Industrial Stationary 8L 9L 103LDocument42 pagesManual Industrial Stationary 8L 9L 103LJoao SilvaNo ratings yet
- Wartsila 2005Document108 pagesWartsila 2005123habib123fikri100% (1)
- API Tank StudyDocument100 pagesAPI Tank StudyraoNo ratings yet
- Machine Evaluation Check ListDocument12 pagesMachine Evaluation Check Listakashdeep100% (3)
- Material Management PlanDocument7 pagesMaterial Management PlanImtiyaz Akhtar100% (1)
- IOCL MarketingDocument14 pagesIOCL MarketingUJJWALNo ratings yet
- Agricultural Power and Machinery - DCSuministrado - QUESTIONS 2011Document4 pagesAgricultural Power and Machinery - DCSuministrado - QUESTIONS 2011Gladys Ruth Paypa100% (3)
- A 201Document1 pageA 201AnuranjanNo ratings yet
- Allocation in LCADocument55 pagesAllocation in LCAsimaproindiaNo ratings yet
- Carb Syncro ManualDocument4 pagesCarb Syncro ManualJoshua VinyardNo ratings yet
- The 8-Speed Automatic Gearbox 0C8 Design and Function: Service TrainingDocument52 pagesThe 8-Speed Automatic Gearbox 0C8 Design and Function: Service TrainingZoltan Marosan100% (2)
- JSA - Chemical CleaningDocument4 pagesJSA - Chemical CleaningkrshhNo ratings yet
- Manual EkfcDocument12 pagesManual EkfcDavid GallardoNo ratings yet