
A Loop Thermosyphon For Asphalt Tank Heating
A Loop Thermosyphon For Asphalt Tank Heating
You might also like
- XCMG XE215C, XE230C, XE260C Hydraulic Excavators Operating ManualDocument154 pagesXCMG XE215C, XE230C, XE260C Hydraulic Excavators Operating ManualEmmanuel Garcia Ozan94% (18)
- Vaporizer DesignDocument18 pagesVaporizer DesignEngr Abuzar Khan100% (2)
- 6th Central Pay Commission Salary CalculatorDocument15 pages6th Central Pay Commission Salary Calculatorrakhonde100% (436)
- User Manual Product Description Rectifier DPR 4000B: Concentrate On What Is Most Important For You - Your BusinessDocument12 pagesUser Manual Product Description Rectifier DPR 4000B: Concentrate On What Is Most Important For You - Your BusinessNdambuki Dickson25% (4)
- Electrobloc EBL99K PDFDocument14 pagesElectrobloc EBL99K PDFAles Korosec100% (1)
- Burner Management System PresentationDocument63 pagesBurner Management System Presentationankur2061100% (1)
- Design of A Heater For Natural Gas Stations AssistDocument7 pagesDesign of A Heater For Natural Gas Stations AssistMuhammad AhsanNo ratings yet
- Heat PipeDocument27 pagesHeat Pipesaurabh maneNo ratings yet
- Design of A Heater For Natural Gas Stations AssistDocument7 pagesDesign of A Heater For Natural Gas Stations Assistsid100% (1)
- Heat PipeDocument17 pagesHeat PipeViratBansalNo ratings yet
- Improve Vacuum Heater Reliability: Hydrocarbon ProcessingDocument4 pagesImprove Vacuum Heater Reliability: Hydrocarbon Processingros56No ratings yet
- Use of Heat Pipe Cooling Systems in The Electronics IndustryDocument6 pagesUse of Heat Pipe Cooling Systems in The Electronics Industryसचिन उरुणकरNo ratings yet
- Angelo MantelliDocument6 pagesAngelo MantelliNatarajan RavisankarNo ratings yet
- Heating With Coils and Jackets - Spirax SarcoDocument14 pagesHeating With Coils and Jackets - Spirax SarcoWEN GIE KONGNo ratings yet
- CFD Analysis On Pulsating Heat Pipe To Improve Heat TransferDocument5 pagesCFD Analysis On Pulsating Heat Pipe To Improve Heat TransferijripublishersNo ratings yet
- Steam VS Electric Heating (The Basics)Document5 pagesSteam VS Electric Heating (The Basics)Ricardo Bec100% (1)
- Tube Inserts in Fired Heaters - HCP 5Document8 pagesTube Inserts in Fired Heaters - HCP 5Reyes SanchezNo ratings yet
- Heat PipeDocument12 pagesHeat PipemokaNo ratings yet
- Common Questions Heat Pipes PDFDocument2 pagesCommon Questions Heat Pipes PDFTeo Pei San100% (1)
- ExtractionDocument6 pagesExtractionSanjoy BasakNo ratings yet
- Replacing A Steam Boiler - ES MagazineDocument10 pagesReplacing A Steam Boiler - ES MagazineBorkoBGNo ratings yet
- Miniature Refrigeration SystemDocument7 pagesMiniature Refrigeration SystemRameshkumar RNo ratings yet
- Technical Reference Guide On Steam DistributionDocument66 pagesTechnical Reference Guide On Steam DistributionDainycious KibiwottNo ratings yet
- Steam Distribution Piping ManualDocument66 pagesSteam Distribution Piping ManualPanagiotis Giannakopoulos100% (3)
- Waste Heat Boiler Plate Heat ExchangersDocument8 pagesWaste Heat Boiler Plate Heat ExchangerskondusamyNo ratings yet
- Process Industrial Control: Automatic Boiler Control SystemDocument17 pagesProcess Industrial Control: Automatic Boiler Control SystemPuven RanNo ratings yet
- Heat Recovery From Exhaust GasesDocument6 pagesHeat Recovery From Exhaust GasesnaveenNo ratings yet
- Ijlbps 64a41891092d7Document8 pagesIjlbps 64a41891092d7SaritaNo ratings yet
- Steam Power PlantDocument39 pagesSteam Power PlantizharizumieNo ratings yet
- Modeling of Fire Tube BoilerDocument16 pagesModeling of Fire Tube BoilerVignesh AlagesanNo ratings yet
- Unesco - Eolss Sample Chapters: Steam Turbine Steam SystemDocument10 pagesUnesco - Eolss Sample Chapters: Steam Turbine Steam SystemIshu VohraNo ratings yet
- Steam: Fig. 10.1.1 A Typical Basic Steam CircuitDocument47 pagesSteam: Fig. 10.1.1 A Typical Basic Steam Circuitkris_2k3No ratings yet
- Exploring Pulsating Heat Pipe Efficiency Across Different Sizes and Heat LevelsDocument6 pagesExploring Pulsating Heat Pipe Efficiency Across Different Sizes and Heat Levelsdeepan101969No ratings yet
- Thermosyphon EffectDocument10 pagesThermosyphon EffectPit_mkluNo ratings yet
- Shopmillingmsme: Steam Jet Refrigeration SystemDocument7 pagesShopmillingmsme: Steam Jet Refrigeration SystembbaytlNo ratings yet
- 460 Mwe Supercritical Otu CFB Boiler: Łagisza Power Plant PolandDocument8 pages460 Mwe Supercritical Otu CFB Boiler: Łagisza Power Plant PolanddhmbasNo ratings yet
- Chapter 2.3: Steam System: Part-I: Objective Type Questions and AnswersDocument7 pagesChapter 2.3: Steam System: Part-I: Objective Type Questions and Answersmaran2786No ratings yet
- Important Questions & Answers: Process Auxiliaries and Utilities (GTU-3170516)Document24 pagesImportant Questions & Answers: Process Auxiliaries and Utilities (GTU-3170516)dhruv100% (4)
- Armstrong - Trapping Super Heated SteamDocument7 pagesArmstrong - Trapping Super Heated SteamLarry HoffmanNo ratings yet
- Superheaters and ReheaterDocument16 pagesSuperheaters and ReheaterBudi Norton100% (1)
- Shopmillingmsme: Steam Jet Refrigeration SystemDocument7 pagesShopmillingmsme: Steam Jet Refrigeration SystembbaytlNo ratings yet
- Steam Jet Refrigeration SystemDocument7 pagesSteam Jet Refrigeration SystembbaytlNo ratings yet
- Effectiveness of Sootblowers in Boilers Thermal Power StationDocument7 pagesEffectiveness of Sootblowers in Boilers Thermal Power Stationdillipsh123No ratings yet
- Engineering Letter: IndustrialsteamheatingsystemsDocument8 pagesEngineering Letter: Industrialsteamheatingsystemsmontie3No ratings yet
- Shopmillingmsme: Steam Jet Refrigeration SystemDocument7 pagesShopmillingmsme: Steam Jet Refrigeration SystembbaytlNo ratings yet
- Fire Tube BoilerDocument14 pagesFire Tube BoilersadvdsNo ratings yet
- Process Heating: Boiler OperationDocument12 pagesProcess Heating: Boiler Operationagrocel_bhv5591No ratings yet
- Modeling and Simulation of A Falling Film Evaporator For A Water Vapor Heat Pump SystemDocument8 pagesModeling and Simulation of A Falling Film Evaporator For A Water Vapor Heat Pump SystemZenNo ratings yet
- How To Select A Heat PipeDocument3 pagesHow To Select A Heat PipeAdrian NiżnikowskiNo ratings yet
- Boiler Q ADocument26 pagesBoiler Q AGnanaSekar100% (1)
- Application of HEat PipeDocument29 pagesApplication of HEat PipeNikhil ShahNo ratings yet
- Spiral Coil Radiator JournalDocument6 pagesSpiral Coil Radiator JournalTechnico TechnocratsNo ratings yet
- CO2 LaserWaterjet Cutting of Polycrystalline CubicDocument15 pagesCO2 LaserWaterjet Cutting of Polycrystalline Cubicram kishor singhNo ratings yet
- Applied Thermal Engineering: F.J. Gutiérrez OrtizDocument16 pagesApplied Thermal Engineering: F.J. Gutiérrez OrtizXamir Suarez AlejandroNo ratings yet
- Mechanics of the Household: A Course of Study Devoted to Domestic Machinery and Household Mechanical AppliancesFrom EverandMechanics of the Household: A Course of Study Devoted to Domestic Machinery and Household Mechanical AppliancesNo ratings yet
- How it Works: Dealing in simple language with steam, electricity, light, heat, sound, hydraulics, optics, etc., and with their applications to apparatus in common useFrom EverandHow it Works: Dealing in simple language with steam, electricity, light, heat, sound, hydraulics, optics, etc., and with their applications to apparatus in common useNo ratings yet
- Process Steam Systems: A Practical Guide for Operators, Maintainers, and DesignersFrom EverandProcess Steam Systems: A Practical Guide for Operators, Maintainers, and DesignersNo ratings yet
- Chimneys & Fireplaces: They Contribute to the Health Comfort and Happiness of the Farm Family - How to Build ThemFrom EverandChimneys & Fireplaces: They Contribute to the Health Comfort and Happiness of the Farm Family - How to Build ThemNo ratings yet
- The Complete HVAC BIBLE for Beginners: The Most Practical & Updated Guide to Heating, Ventilation, and Air Conditioning Systems | Installation, Troubleshooting and Repair | Residential & CommercialFrom EverandThe Complete HVAC BIBLE for Beginners: The Most Practical & Updated Guide to Heating, Ventilation, and Air Conditioning Systems | Installation, Troubleshooting and Repair | Residential & CommercialNo ratings yet
- Heating Systems Troubleshooting & Repair: Maintenance Tips and Forensic ObservationsFrom EverandHeating Systems Troubleshooting & Repair: Maintenance Tips and Forensic ObservationsNo ratings yet
- Protectoseal Emergency Vent Application Worksheet: Service ConditionsDocument1 pageProtectoseal Emergency Vent Application Worksheet: Service Conditionsankur2061No ratings yet
- Glycolysis PET WasteDocument13 pagesGlycolysis PET Wasteankur2061No ratings yet
- Equipment Process Data Sheet ChecklistDocument1 pageEquipment Process Data Sheet Checklistankur2061100% (1)
- High Purity Oxygen ( 99.5%) Production Using Vacuum Pressure Swing Adsorption (VPSA)Document2 pagesHigh Purity Oxygen ( 99.5%) Production Using Vacuum Pressure Swing Adsorption (VPSA)ankur2061No ratings yet
- Characterization of C6 Plus HCs in Natural GasDocument6 pagesCharacterization of C6 Plus HCs in Natural Gasankur2061No ratings yet
- Tank Steam Heating Overall HTC Heavy FODocument2 pagesTank Steam Heating Overall HTC Heavy FOankur2061No ratings yet
- General Guiidelines For Precommissioning and Commissioning A Chemical Process PlantDocument2 pagesGeneral Guiidelines For Precommissioning and Commissioning A Chemical Process Plantankur2061100% (1)
- P&ID Check ListDocument3 pagesP&ID Check Listankur2061No ratings yet
- Instrument Process Datasheet ChecklistDocument1 pageInstrument Process Datasheet Checklistankur2061No ratings yet
- PFD Check ListDocument2 pagesPFD Check Listankur2061No ratings yet
- Basicflowmeasurement 150428100633 Conversion Gate02 PDFDocument50 pagesBasicflowmeasurement 150428100633 Conversion Gate02 PDFankur2061No ratings yet
- Machine Reliability in Parallel Operations: Re (%) 100 PF Liability PDocument4 pagesMachine Reliability in Parallel Operations: Re (%) 100 PF Liability Pankur2061No ratings yet
- Phases of Process DesignDocument18 pagesPhases of Process Designankur2061No ratings yet
- Design of Hoppers Using Spreadsheet: Journal of Agricultural Engineering Research January 2010Document7 pagesDesign of Hoppers Using Spreadsheet: Journal of Agricultural Engineering Research January 2010ankur2061No ratings yet
- Designing and Testing of TurboexpanderDocument44 pagesDesigning and Testing of Turboexpanderankur2061No ratings yet
- Basic Surge Control System: FCV CoolerDocument2 pagesBasic Surge Control System: FCV Coolerankur2061No ratings yet
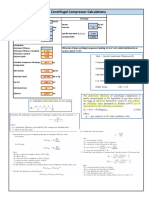
- Centrifugal Compressor Calculations: Suction Discharge Input ParametersDocument1 pageCentrifugal Compressor Calculations: Suction Discharge Input Parametersankur20610% (1)
- Knowledge Sharing SeriesDocument12 pagesKnowledge Sharing Seriesankur2061No ratings yet
- Heat Transfer and Energy Loss in Bitumen Batching SystemDocument9 pagesHeat Transfer and Energy Loss in Bitumen Batching Systemankur2061No ratings yet
- Design Guidelines For Shell N Tube Exchs For High Viscosity FluidsDocument2 pagesDesign Guidelines For Shell N Tube Exchs For High Viscosity Fluidsankur2061No ratings yet
- Intro To Ceramics and GlassDocument7 pagesIntro To Ceramics and GlassJulius TorlaoNo ratings yet
- University of Gondar Institute of Technology Sewage Treatment and Disposal Assignment For 3 Year Cotm Max. of 5 Students Per GroupDocument2 pagesUniversity of Gondar Institute of Technology Sewage Treatment and Disposal Assignment For 3 Year Cotm Max. of 5 Students Per Groupmalik macNo ratings yet
- NVQ Witness Testimony ExampleDocument17 pagesNVQ Witness Testimony ExampleStefanKousoulas50% (2)
- Select Series: Standby GeneratorsDocument4 pagesSelect Series: Standby GeneratorsGerman E.No ratings yet
- Grc-Jali HDocument8 pagesGrc-Jali HMooneer El AssaadNo ratings yet
- Filter PressDocument5 pagesFilter PressMinol JayakodyNo ratings yet
- Ivr MPS PatialaDocument15 pagesIvr MPS PatialaSAI ASSOCIATENo ratings yet
- Toilet Floor PlanDocument1 pageToilet Floor PlanFahmie SuhaimiNo ratings yet
- 03 - Eletrical Diagram - 01Document27 pages03 - Eletrical Diagram - 01Abas AbasariNo ratings yet
- Lightning ArrestersDocument28 pagesLightning ArrestersDrMohammad Rafee ShaikNo ratings yet
- Samsung CAC Duct S Brochure 20140729 0Document16 pagesSamsung CAC Duct S Brochure 20140729 0Callany AnycallNo ratings yet
- 9E Word SheetsDocument3 pages9E Word Sheetssdrop09875No ratings yet
- Green Building Store MVHR Brochure-File032484Document9 pagesGreen Building Store MVHR Brochure-File032484Anthi ValavaniNo ratings yet
- Semi-Hermetic Air-Cooled Condensing Units: R22 Discus KW (60Hz)Document4 pagesSemi-Hermetic Air-Cooled Condensing Units: R22 Discus KW (60Hz)Ion NitaNo ratings yet
- Construction Materials and Testing: "Chapter 4: Concrete"Document15 pagesConstruction Materials and Testing: "Chapter 4: Concrete"DantesNo ratings yet
- Comparison of Coating Systems For CorrodurDocument1 pageComparison of Coating Systems For CorrodurFajar G PerdanaNo ratings yet
- SP 6700flake PBDocument2 pagesSP 6700flake PBHuỳnh TGNo ratings yet
- Pm6501 Mass Transfer I SyllabusDocument2 pagesPm6501 Mass Transfer I SyllabusSampathkumar MtechNo ratings yet
- Air Conditioning NotesDocument8 pagesAir Conditioning Notesmdravi89No ratings yet
- Owwg3 CatalogueDocument1 pageOwwg3 CatalogueRoshan ShanmughanNo ratings yet
- Trunk Piston Engine The Crank ShaftDocument10 pagesTrunk Piston Engine The Crank ShaftAayush AgrawalNo ratings yet
- Eilly Lilly AssignmentDocument8 pagesEilly Lilly AssignmentSumbul ShahNo ratings yet
- Epoxy Floor Coating MethodologyDocument6 pagesEpoxy Floor Coating MethodologyYbanez Marc80% (5)
- Recycling of Materials: Group 5Document28 pagesRecycling of Materials: Group 5Scared CreatorNo ratings yet
- Experiment 1-Emulsion Polymerization of PolystyreneDocument3 pagesExperiment 1-Emulsion Polymerization of Polystyrenekarimakar684No ratings yet
- Autonics Product Guide 2013Document20 pagesAutonics Product Guide 2013Sudipto MajumderNo ratings yet
- Timing Chain Replacement On A Volvo 3.2L EngineDocument10 pagesTiming Chain Replacement On A Volvo 3.2L EnginegrupoamsgarageNo ratings yet














































































































Download as pdf or txt
You might also like
- XCMG XE215C, XE230C, XE260C Hydraulic Excavators Operating ManualDocument154 pagesXCMG XE215C, XE230C, XE260C Hydraulic Excavators Operating ManualEmmanuel Garcia Ozan94% (18)
- Vaporizer DesignDocument18 pagesVaporizer DesignEngr Abuzar Khan100% (2)
- 6th Central Pay Commission Salary CalculatorDocument15 pages6th Central Pay Commission Salary Calculatorrakhonde100% (436)
- User Manual Product Description Rectifier DPR 4000B: Concentrate On What Is Most Important For You - Your BusinessDocument12 pagesUser Manual Product Description Rectifier DPR 4000B: Concentrate On What Is Most Important For You - Your BusinessNdambuki Dickson25% (4)
- Electrobloc EBL99K PDFDocument14 pagesElectrobloc EBL99K PDFAles Korosec100% (1)
- Burner Management System PresentationDocument63 pagesBurner Management System Presentationankur2061100% (1)
- Design of A Heater For Natural Gas Stations AssistDocument7 pagesDesign of A Heater For Natural Gas Stations AssistMuhammad AhsanNo ratings yet
- Heat PipeDocument27 pagesHeat Pipesaurabh maneNo ratings yet
- Design of A Heater For Natural Gas Stations AssistDocument7 pagesDesign of A Heater For Natural Gas Stations Assistsid100% (1)
- Heat PipeDocument17 pagesHeat PipeViratBansalNo ratings yet
- Improve Vacuum Heater Reliability: Hydrocarbon ProcessingDocument4 pagesImprove Vacuum Heater Reliability: Hydrocarbon Processingros56No ratings yet
- Use of Heat Pipe Cooling Systems in The Electronics IndustryDocument6 pagesUse of Heat Pipe Cooling Systems in The Electronics Industryसचिन उरुणकरNo ratings yet
- Angelo MantelliDocument6 pagesAngelo MantelliNatarajan RavisankarNo ratings yet
- Heating With Coils and Jackets - Spirax SarcoDocument14 pagesHeating With Coils and Jackets - Spirax SarcoWEN GIE KONGNo ratings yet
- CFD Analysis On Pulsating Heat Pipe To Improve Heat TransferDocument5 pagesCFD Analysis On Pulsating Heat Pipe To Improve Heat TransferijripublishersNo ratings yet
- Steam VS Electric Heating (The Basics)Document5 pagesSteam VS Electric Heating (The Basics)Ricardo Bec100% (1)
- Tube Inserts in Fired Heaters - HCP 5Document8 pagesTube Inserts in Fired Heaters - HCP 5Reyes SanchezNo ratings yet
- Heat PipeDocument12 pagesHeat PipemokaNo ratings yet
- Common Questions Heat Pipes PDFDocument2 pagesCommon Questions Heat Pipes PDFTeo Pei San100% (1)
- ExtractionDocument6 pagesExtractionSanjoy BasakNo ratings yet
- Replacing A Steam Boiler - ES MagazineDocument10 pagesReplacing A Steam Boiler - ES MagazineBorkoBGNo ratings yet
- Miniature Refrigeration SystemDocument7 pagesMiniature Refrigeration SystemRameshkumar RNo ratings yet
- Technical Reference Guide On Steam DistributionDocument66 pagesTechnical Reference Guide On Steam DistributionDainycious KibiwottNo ratings yet
- Steam Distribution Piping ManualDocument66 pagesSteam Distribution Piping ManualPanagiotis Giannakopoulos100% (3)
- Waste Heat Boiler Plate Heat ExchangersDocument8 pagesWaste Heat Boiler Plate Heat ExchangerskondusamyNo ratings yet
- Process Industrial Control: Automatic Boiler Control SystemDocument17 pagesProcess Industrial Control: Automatic Boiler Control SystemPuven RanNo ratings yet
- Heat Recovery From Exhaust GasesDocument6 pagesHeat Recovery From Exhaust GasesnaveenNo ratings yet
- Ijlbps 64a41891092d7Document8 pagesIjlbps 64a41891092d7SaritaNo ratings yet
- Steam Power PlantDocument39 pagesSteam Power PlantizharizumieNo ratings yet
- Modeling of Fire Tube BoilerDocument16 pagesModeling of Fire Tube BoilerVignesh AlagesanNo ratings yet
- Unesco - Eolss Sample Chapters: Steam Turbine Steam SystemDocument10 pagesUnesco - Eolss Sample Chapters: Steam Turbine Steam SystemIshu VohraNo ratings yet
- Steam: Fig. 10.1.1 A Typical Basic Steam CircuitDocument47 pagesSteam: Fig. 10.1.1 A Typical Basic Steam Circuitkris_2k3No ratings yet
- Exploring Pulsating Heat Pipe Efficiency Across Different Sizes and Heat LevelsDocument6 pagesExploring Pulsating Heat Pipe Efficiency Across Different Sizes and Heat Levelsdeepan101969No ratings yet
- Thermosyphon EffectDocument10 pagesThermosyphon EffectPit_mkluNo ratings yet
- Shopmillingmsme: Steam Jet Refrigeration SystemDocument7 pagesShopmillingmsme: Steam Jet Refrigeration SystembbaytlNo ratings yet
- 460 Mwe Supercritical Otu CFB Boiler: Łagisza Power Plant PolandDocument8 pages460 Mwe Supercritical Otu CFB Boiler: Łagisza Power Plant PolanddhmbasNo ratings yet
- Chapter 2.3: Steam System: Part-I: Objective Type Questions and AnswersDocument7 pagesChapter 2.3: Steam System: Part-I: Objective Type Questions and Answersmaran2786No ratings yet
- Important Questions & Answers: Process Auxiliaries and Utilities (GTU-3170516)Document24 pagesImportant Questions & Answers: Process Auxiliaries and Utilities (GTU-3170516)dhruv100% (4)
- Armstrong - Trapping Super Heated SteamDocument7 pagesArmstrong - Trapping Super Heated SteamLarry HoffmanNo ratings yet
- Superheaters and ReheaterDocument16 pagesSuperheaters and ReheaterBudi Norton100% (1)
- Shopmillingmsme: Steam Jet Refrigeration SystemDocument7 pagesShopmillingmsme: Steam Jet Refrigeration SystembbaytlNo ratings yet
- Steam Jet Refrigeration SystemDocument7 pagesSteam Jet Refrigeration SystembbaytlNo ratings yet
- Effectiveness of Sootblowers in Boilers Thermal Power StationDocument7 pagesEffectiveness of Sootblowers in Boilers Thermal Power Stationdillipsh123No ratings yet
- Engineering Letter: IndustrialsteamheatingsystemsDocument8 pagesEngineering Letter: Industrialsteamheatingsystemsmontie3No ratings yet
- Shopmillingmsme: Steam Jet Refrigeration SystemDocument7 pagesShopmillingmsme: Steam Jet Refrigeration SystembbaytlNo ratings yet
- Fire Tube BoilerDocument14 pagesFire Tube BoilersadvdsNo ratings yet
- Process Heating: Boiler OperationDocument12 pagesProcess Heating: Boiler Operationagrocel_bhv5591No ratings yet
- Modeling and Simulation of A Falling Film Evaporator For A Water Vapor Heat Pump SystemDocument8 pagesModeling and Simulation of A Falling Film Evaporator For A Water Vapor Heat Pump SystemZenNo ratings yet
- How To Select A Heat PipeDocument3 pagesHow To Select A Heat PipeAdrian NiżnikowskiNo ratings yet
- Boiler Q ADocument26 pagesBoiler Q AGnanaSekar100% (1)
- Application of HEat PipeDocument29 pagesApplication of HEat PipeNikhil ShahNo ratings yet
- Spiral Coil Radiator JournalDocument6 pagesSpiral Coil Radiator JournalTechnico TechnocratsNo ratings yet
- CO2 LaserWaterjet Cutting of Polycrystalline CubicDocument15 pagesCO2 LaserWaterjet Cutting of Polycrystalline Cubicram kishor singhNo ratings yet
- Applied Thermal Engineering: F.J. Gutiérrez OrtizDocument16 pagesApplied Thermal Engineering: F.J. Gutiérrez OrtizXamir Suarez AlejandroNo ratings yet
- Mechanics of the Household: A Course of Study Devoted to Domestic Machinery and Household Mechanical AppliancesFrom EverandMechanics of the Household: A Course of Study Devoted to Domestic Machinery and Household Mechanical AppliancesNo ratings yet
- How it Works: Dealing in simple language with steam, electricity, light, heat, sound, hydraulics, optics, etc., and with their applications to apparatus in common useFrom EverandHow it Works: Dealing in simple language with steam, electricity, light, heat, sound, hydraulics, optics, etc., and with their applications to apparatus in common useNo ratings yet
- Process Steam Systems: A Practical Guide for Operators, Maintainers, and DesignersFrom EverandProcess Steam Systems: A Practical Guide for Operators, Maintainers, and DesignersNo ratings yet
- Chimneys & Fireplaces: They Contribute to the Health Comfort and Happiness of the Farm Family - How to Build ThemFrom EverandChimneys & Fireplaces: They Contribute to the Health Comfort and Happiness of the Farm Family - How to Build ThemNo ratings yet
- The Complete HVAC BIBLE for Beginners: The Most Practical & Updated Guide to Heating, Ventilation, and Air Conditioning Systems | Installation, Troubleshooting and Repair | Residential & CommercialFrom EverandThe Complete HVAC BIBLE for Beginners: The Most Practical & Updated Guide to Heating, Ventilation, and Air Conditioning Systems | Installation, Troubleshooting and Repair | Residential & CommercialNo ratings yet
- Heating Systems Troubleshooting & Repair: Maintenance Tips and Forensic ObservationsFrom EverandHeating Systems Troubleshooting & Repair: Maintenance Tips and Forensic ObservationsNo ratings yet
- Protectoseal Emergency Vent Application Worksheet: Service ConditionsDocument1 pageProtectoseal Emergency Vent Application Worksheet: Service Conditionsankur2061No ratings yet
- Glycolysis PET WasteDocument13 pagesGlycolysis PET Wasteankur2061No ratings yet
- Equipment Process Data Sheet ChecklistDocument1 pageEquipment Process Data Sheet Checklistankur2061100% (1)
- High Purity Oxygen ( 99.5%) Production Using Vacuum Pressure Swing Adsorption (VPSA)Document2 pagesHigh Purity Oxygen ( 99.5%) Production Using Vacuum Pressure Swing Adsorption (VPSA)ankur2061No ratings yet
- Characterization of C6 Plus HCs in Natural GasDocument6 pagesCharacterization of C6 Plus HCs in Natural Gasankur2061No ratings yet
- Tank Steam Heating Overall HTC Heavy FODocument2 pagesTank Steam Heating Overall HTC Heavy FOankur2061No ratings yet
- General Guiidelines For Precommissioning and Commissioning A Chemical Process PlantDocument2 pagesGeneral Guiidelines For Precommissioning and Commissioning A Chemical Process Plantankur2061100% (1)
- P&ID Check ListDocument3 pagesP&ID Check Listankur2061No ratings yet
- Instrument Process Datasheet ChecklistDocument1 pageInstrument Process Datasheet Checklistankur2061No ratings yet
- PFD Check ListDocument2 pagesPFD Check Listankur2061No ratings yet
- Basicflowmeasurement 150428100633 Conversion Gate02 PDFDocument50 pagesBasicflowmeasurement 150428100633 Conversion Gate02 PDFankur2061No ratings yet
- Machine Reliability in Parallel Operations: Re (%) 100 PF Liability PDocument4 pagesMachine Reliability in Parallel Operations: Re (%) 100 PF Liability Pankur2061No ratings yet
- Phases of Process DesignDocument18 pagesPhases of Process Designankur2061No ratings yet
- Design of Hoppers Using Spreadsheet: Journal of Agricultural Engineering Research January 2010Document7 pagesDesign of Hoppers Using Spreadsheet: Journal of Agricultural Engineering Research January 2010ankur2061No ratings yet
- Designing and Testing of TurboexpanderDocument44 pagesDesigning and Testing of Turboexpanderankur2061No ratings yet
- Basic Surge Control System: FCV CoolerDocument2 pagesBasic Surge Control System: FCV Coolerankur2061No ratings yet
- Centrifugal Compressor Calculations: Suction Discharge Input ParametersDocument1 pageCentrifugal Compressor Calculations: Suction Discharge Input Parametersankur20610% (1)
- Knowledge Sharing SeriesDocument12 pagesKnowledge Sharing Seriesankur2061No ratings yet
- Heat Transfer and Energy Loss in Bitumen Batching SystemDocument9 pagesHeat Transfer and Energy Loss in Bitumen Batching Systemankur2061No ratings yet
- Design Guidelines For Shell N Tube Exchs For High Viscosity FluidsDocument2 pagesDesign Guidelines For Shell N Tube Exchs For High Viscosity Fluidsankur2061No ratings yet
- Intro To Ceramics and GlassDocument7 pagesIntro To Ceramics and GlassJulius TorlaoNo ratings yet
- University of Gondar Institute of Technology Sewage Treatment and Disposal Assignment For 3 Year Cotm Max. of 5 Students Per GroupDocument2 pagesUniversity of Gondar Institute of Technology Sewage Treatment and Disposal Assignment For 3 Year Cotm Max. of 5 Students Per Groupmalik macNo ratings yet
- NVQ Witness Testimony ExampleDocument17 pagesNVQ Witness Testimony ExampleStefanKousoulas50% (2)
- Select Series: Standby GeneratorsDocument4 pagesSelect Series: Standby GeneratorsGerman E.No ratings yet
- Grc-Jali HDocument8 pagesGrc-Jali HMooneer El AssaadNo ratings yet
- Filter PressDocument5 pagesFilter PressMinol JayakodyNo ratings yet
- Ivr MPS PatialaDocument15 pagesIvr MPS PatialaSAI ASSOCIATENo ratings yet
- Toilet Floor PlanDocument1 pageToilet Floor PlanFahmie SuhaimiNo ratings yet
- 03 - Eletrical Diagram - 01Document27 pages03 - Eletrical Diagram - 01Abas AbasariNo ratings yet
- Lightning ArrestersDocument28 pagesLightning ArrestersDrMohammad Rafee ShaikNo ratings yet
- Samsung CAC Duct S Brochure 20140729 0Document16 pagesSamsung CAC Duct S Brochure 20140729 0Callany AnycallNo ratings yet
- 9E Word SheetsDocument3 pages9E Word Sheetssdrop09875No ratings yet
- Green Building Store MVHR Brochure-File032484Document9 pagesGreen Building Store MVHR Brochure-File032484Anthi ValavaniNo ratings yet
- Semi-Hermetic Air-Cooled Condensing Units: R22 Discus KW (60Hz)Document4 pagesSemi-Hermetic Air-Cooled Condensing Units: R22 Discus KW (60Hz)Ion NitaNo ratings yet
- Construction Materials and Testing: "Chapter 4: Concrete"Document15 pagesConstruction Materials and Testing: "Chapter 4: Concrete"DantesNo ratings yet
- Comparison of Coating Systems For CorrodurDocument1 pageComparison of Coating Systems For CorrodurFajar G PerdanaNo ratings yet
- SP 6700flake PBDocument2 pagesSP 6700flake PBHuỳnh TGNo ratings yet
- Pm6501 Mass Transfer I SyllabusDocument2 pagesPm6501 Mass Transfer I SyllabusSampathkumar MtechNo ratings yet
- Air Conditioning NotesDocument8 pagesAir Conditioning Notesmdravi89No ratings yet
- Owwg3 CatalogueDocument1 pageOwwg3 CatalogueRoshan ShanmughanNo ratings yet
- Trunk Piston Engine The Crank ShaftDocument10 pagesTrunk Piston Engine The Crank ShaftAayush AgrawalNo ratings yet
- Eilly Lilly AssignmentDocument8 pagesEilly Lilly AssignmentSumbul ShahNo ratings yet
- Epoxy Floor Coating MethodologyDocument6 pagesEpoxy Floor Coating MethodologyYbanez Marc80% (5)
- Recycling of Materials: Group 5Document28 pagesRecycling of Materials: Group 5Scared CreatorNo ratings yet
- Experiment 1-Emulsion Polymerization of PolystyreneDocument3 pagesExperiment 1-Emulsion Polymerization of Polystyrenekarimakar684No ratings yet
- Autonics Product Guide 2013Document20 pagesAutonics Product Guide 2013Sudipto MajumderNo ratings yet
- Timing Chain Replacement On A Volvo 3.2L EngineDocument10 pagesTiming Chain Replacement On A Volvo 3.2L EnginegrupoamsgarageNo ratings yet