Download as pdf or txt
You might also like
- Summary of Learnings Derived From Organizational Design Simulation: Evolving StructuresDocument4 pagesSummary of Learnings Derived From Organizational Design Simulation: Evolving StructuresHarshad Savant100% (1)
- To Costing: For SEBI Grade A ExamDocument24 pagesTo Costing: For SEBI Grade A ExamMBBS BackBencherNo ratings yet
- CA FINAL SFM Written notes-MT EducareDocument433 pagesCA FINAL SFM Written notes-MT EducareSwaminathan S100% (3)
- Management For Rbi Sebi EtcDocument8 pagesManagement For Rbi Sebi EtcShubham Gupta100% (1)
- Saes T 566 PDFDocument9 pagesSaes T 566 PDFQa QcNo ratings yet
- Karen Adkins (Auth.) - Gossip, Epistemology, and Power - Knowledge Underground-Palgrave Macmillan (2017)Document300 pagesKaren Adkins (Auth.) - Gossip, Epistemology, and Power - Knowledge Underground-Palgrave Macmillan (2017)randomrandom221No ratings yet
- Companies Act - Imp SectionDocument5 pagesCompanies Act - Imp SectionShanu JainNo ratings yet
- SEBI Grade A Free Study Material Accountancy Accounting Standards RFDocument15 pagesSEBI Grade A Free Study Material Accountancy Accounting Standards RFshiivam sharmaNo ratings yet
- Sebi Grade A 2020 Costing Cost Control AnalysisDocument28 pagesSebi Grade A 2020 Costing Cost Control AnalysisThabarak Shaikh100% (1)
- MPU Courses OUM ACCDocument4 pagesMPU Courses OUM ACCismailNo ratings yet
- Sebi Grade A 2020: Accountancy: Accounting For Share Capital TransactionsDocument13 pagesSebi Grade A 2020: Accountancy: Accounting For Share Capital Transactions45satishNo ratings yet
- Sebi Grade A 2020: Economics: Keynesian Approach To National IncomeDocument14 pagesSebi Grade A 2020: Economics: Keynesian Approach To National IncomeanjaliNo ratings yet
- SEBI GRADE A 2020: ECONOMICS-Inflation & Phillips CurveDocument7 pagesSEBI GRADE A 2020: ECONOMICS-Inflation & Phillips CurveThabarak ShaikhNo ratings yet
- SEBI Grade A Free Study Material Commerce Accountancy Buy Back and ESOPDocument10 pagesSEBI Grade A Free Study Material Commerce Accountancy Buy Back and ESOPtejasreeNo ratings yet
- SEBI Grade A 2020: Commerce & Accountancy: Finacial Statements & Ratios Statement, Financial Statement Analysis & Ratio AnalysisDocument19 pagesSEBI Grade A 2020: Commerce & Accountancy: Finacial Statements & Ratios Statement, Financial Statement Analysis & Ratio Analysis45satishNo ratings yet
- Mock Numerical Questions: Model Test PaperDocument12 pagesMock Numerical Questions: Model Test PaperNaman JainNo ratings yet
- SEBI Grade A 2020 Economics Balance of PaymentsDocument11 pagesSEBI Grade A 2020 Economics Balance of PaymentsThabarak ShaikhNo ratings yet
- Sebi Grade A 2020: Economics-Consumption & Investment FunctionDocument11 pagesSebi Grade A 2020: Economics-Consumption & Investment FunctionThabarak ShaikhNo ratings yet
- Sebi Grade A 2020 Costing Methods of CostingDocument12 pagesSebi Grade A 2020 Costing Methods of Costing45satishNo ratings yet
- Sebi Grade A 2020: Economics-Business CyclesDocument12 pagesSebi Grade A 2020: Economics-Business CyclesThabarak ShaikhNo ratings yet
- SEBI Grade A 2020 Monetary and Fiscal Policy 1Document11 pagesSEBI Grade A 2020 Monetary and Fiscal Policy 1anjaliNo ratings yet
- SEBI Grade A 2020 Companies Act Chapter XDocument8 pagesSEBI Grade A 2020 Companies Act Chapter Xnit07No ratings yet
- 50 Companies Act MCQs SEBIDocument97 pages50 Companies Act MCQs SEBIpreeti siriyaNo ratings yet
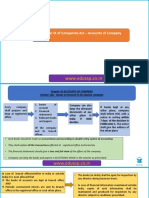
- WWW - Edutap.co - In: Chapter IX of Companies Act - Accounts of CompanyDocument15 pagesWWW - Edutap.co - In: Chapter IX of Companies Act - Accounts of Companyraahul dubeyNo ratings yet
- Economic & Social Issues Schemes For Rbi Grade B - Sebi Grade A - Nabard 2020Document68 pagesEconomic & Social Issues Schemes For Rbi Grade B - Sebi Grade A - Nabard 2020Amit Godara100% (1)
- CA Final GST MCQDocument111 pagesCA Final GST MCQMayur Savakiya100% (2)
- Sebi Grade A 2020: Economics: Determination of Output & EmploymentDocument7 pagesSebi Grade A 2020: Economics: Determination of Output & EmploymentThabarak ShaikhNo ratings yet
- SEBI Grade A Mock Test PDFDocument31 pagesSEBI Grade A Mock Test PDFSnehashree SahooNo ratings yet
- Company Law Share Capital & Debentures - Part 2: Important Mcqs - Chapter IvDocument29 pagesCompany Law Share Capital & Debentures - Part 2: Important Mcqs - Chapter IvamitNo ratings yet
- SEBI Grade A Question Bank Paper 2Document116 pagesSEBI Grade A Question Bank Paper 2Prince SaviourNo ratings yet
- Company Law Declaration & Payment of Dividend: Important Mcqs - Chapter ViiiDocument35 pagesCompany Law Declaration & Payment of Dividend: Important Mcqs - Chapter ViiiVismit PariharNo ratings yet
- Costing An Overview of Cost and Management Accounting 1 PDFDocument6 pagesCosting An Overview of Cost and Management Accounting 1 PDFkeerthi100% (2)
- Keynesian Approach To National IncomeDocument17 pagesKeynesian Approach To National IncomeThabarak ShaikhNo ratings yet
- Alternative Sources of Finance - Private and SocialDocument13 pagesAlternative Sources of Finance - Private and SocialSkanda KumarNo ratings yet
- National Income Concept MeasureDocument9 pagesNational Income Concept MeasureThabarak ShaikhNo ratings yet
- Monetary Policy: ESI Notes For RBI Grade B ExamDocument11 pagesMonetary Policy: ESI Notes For RBI Grade B ExamVidushi pandeyNo ratings yet
- Costing MCQ 2 PDFDocument11 pagesCosting MCQ 2 PDFSagar ShahNo ratings yet
- SEBI Grade A PYQDocument108 pagesSEBI Grade A PYQSnehashree SahooNo ratings yet
- Finance Reforms in The Banking and Finance Sector Revision SheetDocument9 pagesFinance Reforms in The Banking and Finance Sector Revision SheetAditya PawarNo ratings yet
- RBI Grade B 2021 Preparation Strategy, Exam Analysis & Cut OffDocument42 pagesRBI Grade B 2021 Preparation Strategy, Exam Analysis & Cut OffUnprecedented ScienceTVNo ratings yet
- Attachment Guidelines On Money Market InstrumentsDocument43 pagesAttachment Guidelines On Money Market Instrumentsdevesh chaudharyNo ratings yet
- Regulators-Sebi: Courses Offered: Rbi Grade B Sebi Grade A Nabard Grade A and B Ugc Net Paper 1 and 2Document12 pagesRegulators-Sebi: Courses Offered: Rbi Grade B Sebi Grade A Nabard Grade A and B Ugc Net Paper 1 and 2ramanNo ratings yet
- 1) RBI GRADE B Preparation - Microsoft OneNote OnlineDocument4 pages1) RBI GRADE B Preparation - Microsoft OneNote OnlineAman JainNo ratings yet
- JAIIB AFM Practice MCQs Part 1Document17 pagesJAIIB AFM Practice MCQs Part 1preetmehtaNo ratings yet
- SEBI Grade A Complete GuideDocument20 pagesSEBI Grade A Complete GuideAtul AnandNo ratings yet
- CA Final IDT MCQ by Tharun Raj Sir-May 2019Document115 pagesCA Final IDT MCQ by Tharun Raj Sir-May 2019Karthik Srinivas Narapalle0% (1)
- FAQs and MCQs On GST Sep18 PDFDocument523 pagesFAQs and MCQs On GST Sep18 PDFGiri SukumarNo ratings yet
- Attachment Summary - Cash Flow Statement PDFDocument5 pagesAttachment Summary - Cash Flow Statement PDFUnmesh MitraNo ratings yet
- CAIIB ABM Sample Questions by Murugan - For Nov 14 Exams PDFDocument142 pagesCAIIB ABM Sample Questions by Murugan - For Nov 14 Exams PDFaasifimam902088% (56)
- My Preparation JourneyDocument3 pagesMy Preparation JourneySandeep SumanNo ratings yet
- Company Law Appointment and Qualifications of Directors - Part 1Document28 pagesCompany Law Appointment and Qualifications of Directors - Part 1Vismit PariharNo ratings yet
- Important Mcqs - Chapter Iv: Company Law Share Capital and Debentures - Part 3Document28 pagesImportant Mcqs - Chapter Iv: Company Law Share Capital and Debentures - Part 3amitNo ratings yet
- Risk Management Sample Questions by Murugan-Sep 2021 ExamsDocument189 pagesRisk Management Sample Questions by Murugan-Sep 2021 Examsbhargav100% (1)
- Assignment of Management of Working Capital On Dehejia CommiteeDocument3 pagesAssignment of Management of Working Capital On Dehejia CommiteeShubhamNo ratings yet
- 16 CA Final SFM Mafa Formula Booklet by Aaditya Jain All Formula in One PlaDocument89 pages16 CA Final SFM Mafa Formula Booklet by Aaditya Jain All Formula in One Plasiddharth karli100% (1)
- 03c GST Question Bank CA Inter June 2020 Exam 5th EditionDocument178 pages03c GST Question Bank CA Inter June 2020 Exam 5th Editionk kakkarNo ratings yet
- My Journey To RBI - Naveen KarthikDocument7 pagesMy Journey To RBI - Naveen KarthikGowtham Pallekonda100% (2)
- LeadershipDocument110 pagesLeadershipAshok YadavNo ratings yet
- GST MCQ For Nov 2023 TdsDocument15 pagesGST MCQ For Nov 2023 TdsNikiNo ratings yet
- JIT Report TDocument25 pagesJIT Report TVinay PanditNo ratings yet
- Lean System Edited Lyst7490Document23 pagesLean System Edited Lyst7490AbhilashNo ratings yet
- Lean Manufacturing 2017Document15 pagesLean Manufacturing 2017Relu CosteaNo ratings yet
- Just in Time Jit Lean and Toyota Production System TPSDocument38 pagesJust in Time Jit Lean and Toyota Production System TPSTrishia Camille SatuitoNo ratings yet
- Synopsis FinalDocument19 pagesSynopsis FinaltechcaresystemNo ratings yet
- Apeapcet 2023Document1 pageApeapcet 202345satishNo ratings yet
- 3) CommitteesDocument8 pages3) Committees45satishNo ratings yet
- Andhra Pradesh Public Service Commission # Hyderabad Departmental Tests May, 2017 Session NOTIFICATION NO.06/2017Document1 pageAndhra Pradesh Public Service Commission # Hyderabad Departmental Tests May, 2017 Session NOTIFICATION NO.06/201745satishNo ratings yet
- Good ArticleDocument3 pagesGood Article45satishNo ratings yet
- MarchDocument3 pagesMarch45satishNo ratings yet
- PaperCode 3 13 21 35 54 71Document3 pagesPaperCode 3 13 21 35 54 7145satishNo ratings yet
- TIMETABLE (March 2021term)Document2 pagesTIMETABLE (March 2021term)45satishNo ratings yet
- FisheriesDocument1 pageFisheries45satishNo ratings yet
- TIMETABLE SEPT 2019 TermDocument2 pagesTIMETABLE SEPT 2019 Term45satishNo ratings yet
- Nine Science and Technology MissionsDocument5 pagesNine Science and Technology Missions45satishNo ratings yet
- PC 2 12 20Document3 pagesPC 2 12 2045satishNo ratings yet
- Dept Nov 2023 Notification - 102023 - 26102023Document8 pagesDept Nov 2023 Notification - 102023 - 2610202345satishNo ratings yet
- Sebi Grade A 2020 Costing Methods of CostingDocument12 pagesSebi Grade A 2020 Costing Methods of Costing45satishNo ratings yet
- WEBNOTE25072022Document1 pageWEBNOTE2507202245satishNo ratings yet
- Group-I Services SPORTS Category-28-2022 - 14072023Document2 pagesGroup-I Services SPORTS Category-28-2022 - 1407202345satishNo ratings yet
- Financial Inclusion 4Document6 pagesFinancial Inclusion 445satishNo ratings yet
- Checklist AEEDocument3 pagesChecklist AEE45satishNo ratings yet
- General Insurance Corporation of India: (A Government of India Company) Recruitment of Scale I OfficersDocument34 pagesGeneral Insurance Corporation of India: (A Government of India Company) Recruitment of Scale I Officers45satishNo ratings yet
- EAMCET - 2012 Toppers in Engineering: Page 3 of 4Document2 pagesEAMCET - 2012 Toppers in Engineering: Page 3 of 445satishNo ratings yet
- SEBI Grade A 2020: Commerce & Accountancy: Finacial Statements & Ratios Statement, Financial Statement Analysis & Ratio AnalysisDocument19 pagesSEBI Grade A 2020: Commerce & Accountancy: Finacial Statements & Ratios Statement, Financial Statement Analysis & Ratio Analysis45satishNo ratings yet
- IAS Mains Geology 2018 Paper 1Document5 pagesIAS Mains Geology 2018 Paper 145satishNo ratings yet
- DM (F©H$ Boim (Ddau: Mavr À (V Y (V Am¡A (D (Z Mos ©Document52 pagesDM (F©H$ Boim (Ddau: Mavr À (V Y (V Am¡A (D (Z Mos ©45satishNo ratings yet
- Economic Survey 2020-21Document81 pagesEconomic Survey 2020-2145satishNo ratings yet
- Book PDFDocument104 pagesBook PDF45satishNo ratings yet
- Unit 11 15 PDFDocument84 pagesUnit 11 15 PDF45satishNo ratings yet
- Sebi Grade A 2020 Costing Methods of CostingDocument12 pagesSebi Grade A 2020 Costing Methods of Costing45satishNo ratings yet
- Sebi Grade A 2020: Accountancy: Accounting For Share Capital TransactionsDocument13 pagesSebi Grade A 2020: Accountancy: Accounting For Share Capital Transactions45satishNo ratings yet
- SEBI Grade A Free Study Material Commerce Accountancy Buy Back and ESOPDocument10 pagesSEBI Grade A Free Study Material Commerce Accountancy Buy Back and ESOPtejasreeNo ratings yet
- Ielts: Writing SkillsDocument13 pagesIelts: Writing SkillssurjeetNo ratings yet
- Taman Kanak-Kanak (TK) Al Khasanah Gresik, Indonesia: HerawatiDocument20 pagesTaman Kanak-Kanak (TK) Al Khasanah Gresik, Indonesia: HerawatiSiti NurkhalisaNo ratings yet
- The Art Teaching Piano PDFDocument280 pagesThe Art Teaching Piano PDFMichael Thanh Truong100% (5)
- Framework Document: Defence Science and Technology LaboratoryDocument33 pagesFramework Document: Defence Science and Technology LaboratorySpin WatchNo ratings yet
- Addendum To 280 2018 PDFDocument2 pagesAddendum To 280 2018 PDFGoretti rea LautNo ratings yet
- History, Heritage and Interiors: A Contemporary Confluence ofDocument15 pagesHistory, Heritage and Interiors: A Contemporary Confluence ofSada SanjayNo ratings yet
- Spec TLE 16: Edukasyong Pantahanan at Pangkabuhayan EngageDocument4 pagesSpec TLE 16: Edukasyong Pantahanan at Pangkabuhayan EngageMichelle BaylosisNo ratings yet
- BEE Spelling Authors:: Assessment AssessmentDocument12 pagesBEE Spelling Authors:: Assessment AssessmentSaraswathy KandasamyNo ratings yet
- A02 Gold TB New 7183 PreDocument6 pagesA02 Gold TB New 7183 PreMarta0% (2)
- Humanistic Approach To People Management (Asad)Document3 pagesHumanistic Approach To People Management (Asad)asad ihsanNo ratings yet
- Table of Content: Koket Daycare PLC Business Proposal We Strive For Quality ServiceDocument16 pagesTable of Content: Koket Daycare PLC Business Proposal We Strive For Quality Servicebahiran fikaduNo ratings yet
- Air India - Indian Airlines MergerDocument14 pagesAir India - Indian Airlines MergerMridu ChadhaNo ratings yet
- Clothing Manufacturing Association of IndiaDocument14 pagesClothing Manufacturing Association of IndiaShanti PatelNo ratings yet
- Malto, Catherine June 02, 2021 Educ 3B/English 3B FS 101Document6 pagesMalto, Catherine June 02, 2021 Educ 3B/English 3B FS 101Ma. Irish Joy CruzNo ratings yet
- Country Notebook: The Country Notebook-A Guide For Developing A Marketing PlanDocument9 pagesCountry Notebook: The Country Notebook-A Guide For Developing A Marketing PlanAbdul HadiNo ratings yet
- Brownell v. Sun Life Assurance of Canada, G.R. No. L-5731, June 22, 1954Document4 pagesBrownell v. Sun Life Assurance of Canada, G.R. No. L-5731, June 22, 1954Eduard Anthony AjeroNo ratings yet
- Professional Competency Examination (Pce) : Frequently Asked QuestionDocument5 pagesProfessional Competency Examination (Pce) : Frequently Asked Questiongilbert850507No ratings yet
- Introduction and Definition of Popular Culture and Related TopicsDocument2 pagesIntroduction and Definition of Popular Culture and Related TopicsJustine Claire VelasquezNo ratings yet
- EEAPG11 Q2 Mod6 Writing-The-position-paper v2Document24 pagesEEAPG11 Q2 Mod6 Writing-The-position-paper v2G Barroja, Avegale100% (2)
- Jayla's NCAT ResumeDocument2 pagesJayla's NCAT ResumeJaylaNo ratings yet
- 4th Industrial RevolutionDocument18 pages4th Industrial RevolutionSanuNo ratings yet
- Making A Space For Taste - Contextand Discourse in The Specialty Coffee SceneDocument8 pagesMaking A Space For Taste - Contextand Discourse in The Specialty Coffee SceneAngélica AzevedoNo ratings yet
- Process Quality Monitoring and Evaluation (Qme)Document1 pageProcess Quality Monitoring and Evaluation (Qme)Cess AyomaNo ratings yet
- CVA - de Xuat de Thi HSG Mon Anh Lop 10 Khu Vuc DH-BB - 2013Document17 pagesCVA - de Xuat de Thi HSG Mon Anh Lop 10 Khu Vuc DH-BB - 2013Cỏ May MắnNo ratings yet
- MCM Admission FormDocument5 pagesMCM Admission FormPANKAJ GANGWARNo ratings yet
- Case AnalysisDocument3 pagesCase AnalysisMiguel EnzoNo ratings yet