Download as pdf or txt
You might also like
- J23-016B ManualDocument12 pagesJ23-016B ManualCarmen Méndez AnTonyNo ratings yet
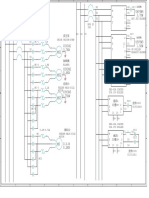
- S17222 FROM S16612 Electrical DrawingDocument23 pagesS17222 FROM S16612 Electrical DrawingDeniMestiWidianto100% (2)
- McCormick MTX135 Tractor Operator Manual PDFDocument22 pagesMcCormick MTX135 Tractor Operator Manual PDFfjjsjekdmmeNo ratings yet
- RS CNC Mechanical Manual Assembly-1Document117 pagesRS CNC Mechanical Manual Assembly-1Pedro MartinhoNo ratings yet
- Traction Die Cutting BG 07Document41 pagesTraction Die Cutting BG 07DeniMestiWidiantoNo ratings yet
- BOMAG Original Cutting Tools PDFDocument36 pagesBOMAG Original Cutting Tools PDFchristophe laurensNo ratings yet
- Manual Del Torno BJ1640 BJ1840 BJ1860DB PDFDocument90 pagesManual Del Torno BJ1640 BJ1840 BJ1860DB PDFJorge DeganteNo ratings yet
- Libretto G230 IngleseDocument52 pagesLibretto G230 IngleseMesara Kod KokijaNo ratings yet
- Jumper Setting & Connector List - v1.1Document12 pagesJumper Setting & Connector List - v1.1DeniMestiWidiantoNo ratings yet
- Traction Die Cutting BG 07Document41 pagesTraction Die Cutting BG 07DeniMestiWidiantoNo ratings yet
- Datasheet Industrial 501 Kb7sDocument2 pagesDatasheet Industrial 501 Kb7sNebojsa100% (1)
- 3RG7843 enDocument62 pages3RG7843 enRaj ChavanNo ratings yet
- 2019 Obe Slide PDFDocument130 pages2019 Obe Slide PDFahmad suhaimiNo ratings yet
- EM 260/410/510 Slitter Traction Unit BG 18: ArsomaDocument16 pagesEM 260/410/510 Slitter Traction Unit BG 18: ArsomaDeniMestiWidiantoNo ratings yet
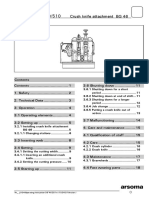
- Crush Knife Attachment - BG46Document19 pagesCrush Knife Attachment - BG46DeniMestiWidiantoNo ratings yet
- BG06 For Die Cutting - Cartoon Box PackagingDocument9 pagesBG06 For Die Cutting - Cartoon Box PackagingDeniMestiWidiantoNo ratings yet
- Carriage-Mounted Unwinding Station With Pneumatic Mandrel and BrakeDocument19 pagesCarriage-Mounted Unwinding Station With Pneumatic Mandrel and BrakeDeniMestiWidiantoNo ratings yet
- Servo Drive Water Cooler Roller PDFDocument20 pagesServo Drive Water Cooler Roller PDFDeniMestiWidiantoNo ratings yet
- Unwinding StationDocument34 pagesUnwinding StationDeniMestiWidiantoNo ratings yet
- Base Frame BG 10 Prepare MD4 Uv DryingDocument10 pagesBase Frame BG 10 Prepare MD4 Uv DryingDeniMestiWidiantoNo ratings yet
- Scribbing Tool BG 17Document11 pagesScribbing Tool BG 17DeniMestiWidiantoNo ratings yet
- C4.4 Medida Cigüeñal PermitidasDocument3 pagesC4.4 Medida Cigüeñal PermitidasLuis GutiérrezNo ratings yet
- Pm3288hhheng 319Document52 pagesPm3288hhheng 319Игорь АрутюнянNo ratings yet
- VJMillDocument57 pagesVJMillpelowisNo ratings yet
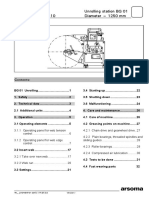
- Unrolling Station BG01Document33 pagesUnrolling Station BG01DeniMestiWidiantoNo ratings yet
- SD II PDF - OCRDocument18 pagesSD II PDF - OCRSuraj KumarNo ratings yet
- MotoniveladorasDocument22 pagesMotoniveladorasperulocaNo ratings yet
- Cooling Roller - 122mm DiameterDocument9 pagesCooling Roller - 122mm DiameterDeniMestiWidiantoNo ratings yet
- ArcMATE 120ic M20iADocument24 pagesArcMATE 120ic M20iABrendisNo ratings yet
- 2021 - 09 - 07 MSR PresentationDocument17 pages2021 - 09 - 07 MSR PresentationAhmed ElwanyNo ratings yet
- Web Turn Over - BG51 - On CarriageDocument16 pagesWeb Turn Over - BG51 - On CarriageDeniMestiWidiantoNo ratings yet
- M-Jet ManualDocument28 pagesM-Jet ManualbwackerlyNo ratings yet
- MaxWell 4.5in Casing CuttingtoolDocument3 pagesMaxWell 4.5in Casing Cuttingtooljunbo duNo ratings yet
- Operating Manual: ZAY7032G ZAY7040G ZAY7045G ZAY7032G/1 ZAY7040G/1 ZAY7045G/1Document22 pagesOperating Manual: ZAY7032G ZAY7040G ZAY7045G ZAY7032G/1 ZAY7040G/1 ZAY7045G/1Anonymous Cx74V6ntI80% (1)
- Spidex OperatingDocument10 pagesSpidex Operatingwalk001No ratings yet
- Paving Products-Section 15Document42 pagesPaving Products-Section 15pmcisissengueNo ratings yet
- Especificaciones Zapatas D3GDocument4 pagesEspecificaciones Zapatas D3GJose YatoNo ratings yet
- Hilti CatalogDocument13 pagesHilti CatalogYongHan KwongNo ratings yet
- ZX32GDocument29 pagesZX32Gkassa mamoNo ratings yet
- Perkins 4.154 Torque Specs and Assembly Information Copy.Document42 pagesPerkins 4.154 Torque Specs and Assembly Information Copy.Engine PartsNo ratings yet
- Mill Drill Bench Machine MD 20DASH25Document26 pagesMill Drill Bench Machine MD 20DASH25kassa mamoNo ratings yet
- CordStripper EngDocument18 pagesCordStripper Engcanito73No ratings yet
- Soyer ManualDocument10 pagesSoyer ManualdoarzevelNo ratings yet
- Juki DLN6390Document52 pagesJuki DLN6390Raza SmartNo ratings yet
- 31 51 03 Simatool Technische Datenblätter TP 150 ENDocument3 pages31 51 03 Simatool Technische Datenblätter TP 150 ENSh.nasirpurNo ratings yet
- 2296 - Fette - Prev Maint Booklet - Single Pages - 2.25.19 - PRINTDocument44 pages2296 - Fette - Prev Maint Booklet - Single Pages - 2.25.19 - PRINTbouzina ibrahim100% (1)
- BG Barrier Gate User Instruction 20191104Document21 pagesBG Barrier Gate User Instruction 20191104Sigit TarioNo ratings yet
- Manual - AR2 Robot Arm AssemblyDocument67 pagesManual - AR2 Robot Arm AssemblyMohammad NasutionNo ratings yet
- 2020 YZF R6 Kit Manual enDocument70 pages2020 YZF R6 Kit Manual enLillo VetroNo ratings yet
- A100M 3D Fiber Laser Cutting Head Users ManualDocument19 pagesA100M 3D Fiber Laser Cutting Head Users Manualmohamad eslamiNo ratings yet
- Axl 6 141 WebDocument26 pagesAxl 6 141 Webmiguelsalazarhome88No ratings yet
- MAGNUMDocument60 pagesMAGNUMeaglego00No ratings yet
- Model 52H Hydraulic Shear: Operation, Parts & Maintenance ManualDocument10 pagesModel 52H Hydraulic Shear: Operation, Parts & Maintenance ManualOmar SalmonNo ratings yet
- Project Kissoft TDODocument24 pagesProject Kissoft TDOJoseNo ratings yet
- Base Frame BG10 With Offset Phase Shifter Gear BoxDocument9 pagesBase Frame BG10 With Offset Phase Shifter Gear BoxDeniMestiWidiantoNo ratings yet
- MP12 NEO ST471A17 GX270 Et PM 4 Trous A E01 1Document6 pagesMP12 NEO ST471A17 GX270 Et PM 4 Trous A E01 1Erandi AlcarazNo ratings yet
- Slides - Design Guideline For HDI (MULTEK)Document11 pagesSlides - Design Guideline For HDI (MULTEK)great602No ratings yet
- 01 MB 7 Auto Transmission PDFDocument192 pages01 MB 7 Auto Transmission PDFÁlvaro Urrieta TroncosoNo ratings yet
- Metalmaster PR-133A 134A 136A 204A 252A Plate Rolls Operation Manual ENDocument26 pagesMetalmaster PR-133A 134A 136A 204A 252A Plate Rolls Operation Manual ENRichard RoperNo ratings yet
- Machinery 11Document32 pagesMachinery 11PT.CAHAYA ANUGERAH SAKTINo ratings yet
- Biselador de 3 AntorchasDocument7 pagesBiselador de 3 AntorchasIrving Israel IrvingNo ratings yet
- ABB DISCONNECTOR SSBII ManualDocument14 pagesABB DISCONNECTOR SSBII Manualวิวรรธน์ ปัญจมะวัตNo ratings yet
- Valvula en Linea Norgren x30Document6 pagesValvula en Linea Norgren x30Base SistemasNo ratings yet
- Valvula en Linea Norgren 030Document6 pagesValvula en Linea Norgren 030Base SistemasNo ratings yet
- Band Saw (Missing Shop Manual): The Tool Information You Need at Your FingertipsFrom EverandBand Saw (Missing Shop Manual): The Tool Information You Need at Your FingertipsRating: 5 out of 5 stars5/5 (1)
- Watchdog WDM Driver User's ManualDocument84 pagesWatchdog WDM Driver User's ManualDeniMestiWidiantoNo ratings yet
- TPC-XX40: User ManualDocument54 pagesTPC-XX40: User ManualDeniMestiWidiantoNo ratings yet
- Installation Prepare, Read It Before Install The MachineDocument2 pagesInstallation Prepare, Read It Before Install The MachineDeniMestiWidiantoNo ratings yet
- 125-File Utama Naskah-200-1-10-20180209Document8 pages125-File Utama Naskah-200-1-10-20180209DeniMestiWidiantoNo ratings yet
- LWII-120 SCOD A040 中文 20210916Document9 pagesLWII-120 SCOD A040 中文 20210916DeniMestiWidiantoNo ratings yet
- TPC-1071H - 1271H - 1571H - 1771H - User Manual - Ed3Document88 pagesTPC-1071H - 1271H - 1571H - 1771H - User Manual - Ed3DeniMestiWidiantoNo ratings yet
- Scribbing Tool BG 17Document11 pagesScribbing Tool BG 17DeniMestiWidiantoNo ratings yet
- TPC-1261H: User ManualDocument106 pagesTPC-1261H: User ManualDeniMestiWidiantoNo ratings yet
- TPC-31T 61T Manual Ed1 PDFDocument76 pagesTPC-31T 61T Manual Ed1 PDFDeniMestiWidiantoNo ratings yet
- TPC-671H: User ManualDocument22 pagesTPC-671H: User ManualDeniMestiWidiantoNo ratings yet
- User Manual: Intel Touch Panel Computer With High Luminance 12.1" Svga TFT LCDDocument84 pagesUser Manual: Intel Touch Panel Computer With High Luminance 12.1" Svga TFT LCDDeniMestiWidianto100% (1)
- TPC-1570H: User ManualDocument106 pagesTPC-1570H: User ManualDeniMestiWidiantoNo ratings yet
- TPC-650H: User ManualDocument42 pagesTPC-650H: User ManualDeniMestiWidiantoNo ratings yet
- PenMount 6000 Controller Installation Guide V1.6Document61 pagesPenMount 6000 Controller Installation Guide V1.6DeniMestiWidiantoNo ratings yet
- User Manual: Intel Touch Panel Computer With High Luminance 17" Sxga TFT LCDDocument56 pagesUser Manual: Intel Touch Panel Computer With High Luminance 17" Sxga TFT LCDDeniMestiWidiantoNo ratings yet
- Advantech XPe Add-OnsDocument28 pagesAdvantech XPe Add-OnsDeniMestiWidiantoNo ratings yet
- TPC-1250H/1550H/ 1750H: User ManualDocument30 pagesTPC-1250H/1550H/ 1750H: User ManualDeniMestiWidiantoNo ratings yet
- TPC-651H/1251H: User ManualDocument48 pagesTPC-651H/1251H: User ManualDeniMestiWidiantoNo ratings yet
- TPC-1550H/1551H: User ManualDocument28 pagesTPC-1550H/1551H: User ManualDeniMestiWidiantoNo ratings yet
- Unwinding StationDocument34 pagesUnwinding StationDeniMestiWidiantoNo ratings yet
- EN - Lamp Change VCP ECP HCP NP IW1 IR ENDocument14 pagesEN - Lamp Change VCP ECP HCP NP IW1 IR ENDeniMestiWidiantoNo ratings yet
- EN - RHINO Five Year Warranty - Datasheet DS1004Document3 pagesEN - RHINO Five Year Warranty - Datasheet DS1004DeniMestiWidiantoNo ratings yet
- Usama Bin Aslam (CV)Document1 pageUsama Bin Aslam (CV)Muhammad ArsalanNo ratings yet
- CV of ImamDocument3 pagesCV of Imammdimam87No ratings yet
- A320 PneumaticDocument60 pagesA320 PneumaticTarik Benzineb100% (2)
- Dobladoras BraunDocument4 pagesDobladoras BraunDiana Marcela Londoño MárquezNo ratings yet
- GM 1960 - GP9 Procedure March 2005Document10 pagesGM 1960 - GP9 Procedure March 2005vladameerNo ratings yet
- Ap01 Opc53 Week No 44pDocument1 pageAp01 Opc53 Week No 44pSurya ChowdaryNo ratings yet
- Once The Folder Has Been Downloaded Type The Following On The Terminal WindowDocument2 pagesOnce The Folder Has Been Downloaded Type The Following On The Terminal WindowpdnoobNo ratings yet
- SMPS Telchom 2KW PDFDocument96 pagesSMPS Telchom 2KW PDFDiyon NothinglastnameNo ratings yet
- (Pre-Ups 3) Physics Ses DP024Document8 pages(Pre-Ups 3) Physics Ses DP024SITI SARAH BINTI MUHAMAD KHAMIS (MITI)No ratings yet
- 412 MM CH95Document50 pages412 MM CH95Ibrahim AsifNo ratings yet
- Drilling Attachment: CPA Range OverviewDocument3 pagesDrilling Attachment: CPA Range OverviewPablo NarváezNo ratings yet
- Spare Parts Catalogue: AXLE 20.43 REF: 572755Document8 pagesSpare Parts Catalogue: AXLE 20.43 REF: 572755marcelo sampaioNo ratings yet
- Catálogp de Conectores para Subestaciones, Ago2011Document8 pagesCatálogp de Conectores para Subestaciones, Ago2011Otto AcnNo ratings yet
- Final-Exam-in-IT-IPT02 Mobile DevelopmentDocument5 pagesFinal-Exam-in-IT-IPT02 Mobile DevelopmentAlvin Sy EnricoNo ratings yet
- Flow Path ReadingsDocument6 pagesFlow Path Readingspulakjaiswal85No ratings yet
- HKT Catalog PDFDocument37 pagesHKT Catalog PDFlasithNo ratings yet
- Tinyxml 2 Tinyxml 2Document7 pagesTinyxml 2 Tinyxml 2duanlv89No ratings yet
- Richard M. Beldyk, PE, NSPE AWS Certified Welding Engineer AFE Certified Plant EngineerDocument80 pagesRichard M. Beldyk, PE, NSPE AWS Certified Welding Engineer AFE Certified Plant EngineerScott K.L LeeNo ratings yet
- Weldamatic 250sDocument26 pagesWeldamatic 250sIan GrimshawNo ratings yet
- Developing A Micro-Bubble Generator and Practical System For PurifyingDocument4 pagesDeveloping A Micro-Bubble Generator and Practical System For PurifyingFadhilah SurotoNo ratings yet
- Phases and SolutionsDocument105 pagesPhases and SolutionsMolina ThirumalNo ratings yet
- New York State Thruway LawsuitDocument11 pagesNew York State Thruway LawsuitWGRZ-TVNo ratings yet
- Prosurge UL CertificateDocument13 pagesProsurge UL CertificateROMEL ENRIQUE LOLI SALCEDONo ratings yet
- Inventory SlipDocument5 pagesInventory SlipMarvin VillahermosaNo ratings yet
- MRO - Maintenance, Repair OverhaulDocument20 pagesMRO - Maintenance, Repair Overhaulaedilmeri1No ratings yet
- GeomDocument10 pagesGeomhanyapercobaan53No ratings yet