Download as pdf or txt
You might also like
- ASTM B828 Cobre Soldering PDFDocument7 pagesASTM B828 Cobre Soldering PDFFranco Guillermo Huanca ZuñigaNo ratings yet
- Titanium Cladded Sheet Welding ProcedureDocument4 pagesTitanium Cladded Sheet Welding ProcedureNaveenNo ratings yet
- Bitumen Use in Electrical InsulationDocument6 pagesBitumen Use in Electrical Insulationsamar209No ratings yet
- CoorsTek SmWedgeDocument60 pagesCoorsTek SmWedgeRonnie MagsinoNo ratings yet
- Tensioning StripsDocument11 pagesTensioning StripssuksesNo ratings yet
- Uhlted States Patent (19) (11) Patent Number: 4,579,373: Neal Et Al. (45) Date of Patent: Apr. 1, 1986Document5 pagesUhlted States Patent (19) (11) Patent Number: 4,579,373: Neal Et Al. (45) Date of Patent: Apr. 1, 1986daniel_iosif_glNo ratings yet
- United States Patent (19) : (73) Assignee: NKK Corporation, Tokyo, JapanDocument7 pagesUnited States Patent (19) : (73) Assignee: NKK Corporation, Tokyo, JapanErin GokNo ratings yet
- LLLLLLLLLLL: United States Patent (191Document9 pagesLLLLLLLLLLL: United States Patent (191Mark EdowaiNo ratings yet
- R. Meredith, U.S. Patent 2,274,631Document5 pagesR. Meredith, U.S. Patent 2,274,631Erivaldo ConstantNo ratings yet
- United States Patent 19 11, 3,751,080: Bailey Et Al. (45) Aug. 7, 1973Document6 pagesUnited States Patent 19 11, 3,751,080: Bailey Et Al. (45) Aug. 7, 1973Ankita PadhiNo ratings yet
- April 25, 1967 E. M. Kent 3,315,350: Method of Manufacturing Repla Ceable Soldering Iron TipsDocument3 pagesApril 25, 1967 E. M. Kent 3,315,350: Method of Manufacturing Repla Ceable Soldering Iron TipsChristofer HairichiNo ratings yet
- Us3266821 PDFDocument5 pagesUs3266821 PDFDiogo CorreaNo ratings yet
- United States Patent (19) : Anderson Et Al. 54 Yacht Mast 11) 4,072,121Document7 pagesUnited States Patent (19) : Anderson Et Al. 54 Yacht Mast 11) 4,072,12112348No ratings yet
- Metal Tipping of Aircraft Propellers (15 July 1921)Document12 pagesMetal Tipping of Aircraft Propellers (15 July 1921)raheyo6168No ratings yet
- Us3467410 PDFDocument4 pagesUs3467410 PDFNaza GavaputriNo ratings yet
- United States PatentDocument6 pagesUnited States Patentaless2056No ratings yet
- United States Patent (19) : (54) Steam Turbine Assembly Process 75) Inventors: Gerd Bruckhoff, Wesel RudolfDocument7 pagesUnited States Patent (19) : (54) Steam Turbine Assembly Process 75) Inventors: Gerd Bruckhoff, Wesel RudolfBhavani PrasadNo ratings yet
- US4893426Document7 pagesUS4893426Jean DelaronciereNo ratings yet
- Us 4103196Document6 pagesUs 4103196Shankar PediredlaNo ratings yet
- United States Patent (191 ,: (11) Shields (45) Date of Patent: Jan. 22, 1985Document4 pagesUnited States Patent (191 ,: (11) Shields (45) Date of Patent: Jan. 22, 1985Karen CortezNo ratings yet
- A. Q. Cotterman 3,211,887Document6 pagesA. Q. Cotterman 3,211,887ELM EngenhariaNo ratings yet
- United States Patent (191: Merz Et A1. Date of PatentDocument13 pagesUnited States Patent (191: Merz Et A1. Date of Patentbonmarche28No ratings yet
- Dec. 29, 1970 Jean-Claude Asscher 3,550,228: Filed Aug. 6, 1968 4 Sheets-Sheet LDocument6 pagesDec. 29, 1970 Jean-Claude Asscher 3,550,228: Filed Aug. 6, 1968 4 Sheets-Sheet LVansala GanesanNo ratings yet
- Welding by Roop Lal RanaDocument21 pagesWelding by Roop Lal Ranaanmolmahajan1234No ratings yet
- Tài liệu5Document12 pagesTài liệu5Hoàng ĐứcNo ratings yet
- Crack Detection Methods For Lead-Free Solder Joints: Milos Dusek & Christopher HuntDocument26 pagesCrack Detection Methods For Lead-Free Solder Joints: Milos Dusek & Christopher HuntpastelquenteNo ratings yet
- Paper - Fatigue Failure of A Fillet Welded Nozzle Joint - Das, Bhaduri, Ray - 2003Document8 pagesPaper - Fatigue Failure of A Fillet Welded Nozzle Joint - Das, Bhaduri, Ray - 2003Claudio RodriguesNo ratings yet
- Delphi Cookbook Second Edition Daniele Teti Full ChapterDocument24 pagesDelphi Cookbook Second Edition Daniele Teti Full Chaptermaboeepacia100% (3)
- Uzi/M6417, M 71 W75': Aug. 12, 1941-P. R. SeemillerDocument7 pagesUzi/M6417, M 71 W75': Aug. 12, 1941-P. R. SeemillerRadnumNo ratings yet
- United States Patent 1191 1111 3,956,085: Haas (45) May 11, 1976Document4 pagesUnited States Patent 1191 1111 3,956,085: Haas (45) May 11, 1976Alejandro Saravia AlcócerNo ratings yet
- Unit 4 Welded Joints: StructureDocument13 pagesUnit 4 Welded Joints: StructureDEEPAKNo ratings yet
- Iii Iihiiii: United States PatentDocument4 pagesIii Iihiiii: United States Patentshreyas sonuNo ratings yet
- US2442773Document3 pagesUS2442773Jean DelaronciereNo ratings yet
- US3404552Document4 pagesUS3404552Prabal JindalNo ratings yet
- United States Patent: Daywalt (45) Date of Patent: May 17, 2011Document4 pagesUnited States Patent: Daywalt (45) Date of Patent: May 17, 2011Orkhon GanchimegNo ratings yet
- Filed March 28, 1952: Cast RotorDocument4 pagesFiled March 28, 1952: Cast RotorGek CagatanNo ratings yet
- Connecting Rod CrackerDocument12 pagesConnecting Rod CrackerOkta Pariantoro Budi SetiawanNo ratings yet
- ME-218 Machine Design 1 - Lecture 9 Welded JointsDocument41 pagesME-218 Machine Design 1 - Lecture 9 Welded JointsJaveria KhanNo ratings yet
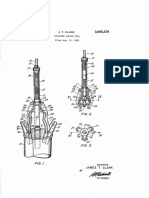
- BY WWW/a : April 12, 1960v A. Witte - 2,932,081Document3 pagesBY WWW/a : April 12, 1960v A. Witte - 2,932,081PrasadNo ratings yet
- Design of Machine ElementsDocument5 pagesDesign of Machine ElementsMohammedSafuvanKazhungilNo ratings yet
- Welded JointsDocument11 pagesWelded Jointse22mecu0009No ratings yet
- Equipment Design Chapter 3Document30 pagesEquipment Design Chapter 3Miguel Magat JovesNo ratings yet
- United States Patent (191 (11) Patent Number: 5 363 542: Sorem Et A1. (45) Date of Patent: Nov. 15, 1994Document6 pagesUnited States Patent (191 (11) Patent Number: 5 363 542: Sorem Et A1. (45) Date of Patent: Nov. 15, 1994mohammadreza91No ratings yet
- US3905090 (Patente 1975)Document6 pagesUS3905090 (Patente 1975)galpvseccNo ratings yet
- 'I Ini: March 28, l1961 .1. E. Dalgleish 2,976,679Document5 pages'I Ini: March 28, l1961 .1. E. Dalgleish 2,976,679ShameekaNo ratings yet
- United States PatentDocument7 pagesUnited States PatentBrilliant DavidsonNo ratings yet
- Us 1893840Document6 pagesUs 1893840Robert BercovitzNo ratings yet
- Honing ToolDocument3 pagesHoning ToolKyle YsitNo ratings yet
- El Desastre de La Plataforma Alexanter KieallandDocument9 pagesEl Desastre de La Plataforma Alexanter Kieallandcarrysis2No ratings yet
- MVMK Mm. .: File?d Jan. 29, 1944Document4 pagesMVMK Mm. .: File?d Jan. 29, 1944Syed Umair RizviNo ratings yet
- PVD Coating-ADocument12 pagesPVD Coating-Arijoy p pNo ratings yet
- United States Patent (19) : Patent Number: (45) Date of PatentDocument10 pagesUnited States Patent (19) : Patent Number: (45) Date of PatentMichael JordanNo ratings yet
- Clamping CoreDocument7 pagesClamping Corethunder1111gateNo ratings yet
- Soldering: Badrulariffin Mohd AlwaiDocument23 pagesSoldering: Badrulariffin Mohd AlwaiAli JavedNo ratings yet
- Application Data Sheet: Soldering and Brazing Copper Tube and FittingsDocument8 pagesApplication Data Sheet: Soldering and Brazing Copper Tube and FittingsDavid MurphyNo ratings yet
- 6ave. E: Sept. 13, 1966 F. Rompelen Etal 3,273,061Document4 pages6ave. E: Sept. 13, 1966 F. Rompelen Etal 3,273,061mohamed hemdanNo ratings yet
- How to Make Electrical Machines: Containing Full Directions for Making Electrical Machines, Induction Coils, Dynamos, and Many Novel Toys to Be Worked by ElectricityFrom EverandHow to Make Electrical Machines: Containing Full Directions for Making Electrical Machines, Induction Coils, Dynamos, and Many Novel Toys to Be Worked by ElectricityNo ratings yet
- Failuresinatypicaldrillingmudpump PDFDocument5 pagesFailuresinatypicaldrillingmudpump PDFchemsNo ratings yet
- Failuresinatypicaldrillingmudpump PDFDocument5 pagesFailuresinatypicaldrillingmudpump PDFchemsNo ratings yet
- 5 2019 01 14!11 06 50 PM PDFDocument10 pages5 2019 01 14!11 06 50 PM PDFchemsNo ratings yet
- 12p 160 Mud Pump PDFDocument14 pages12p 160 Mud Pump PDFchems100% (1)
- Module 4 Lesson 3Document5 pagesModule 4 Lesson 3Ludivina Lajot75% (4)
- 3629 Structtimber1 PDFDocument33 pages3629 Structtimber1 PDFPrithwish2014No ratings yet
- Ethics in Accounting A Decision Making Approach 1St Edition Klein Solutions Manual Full Chapter PDFDocument40 pagesEthics in Accounting A Decision Making Approach 1St Edition Klein Solutions Manual Full Chapter PDFLisaMartinykfz100% (9)
- I Slams War On TerrorDocument0 pagesI Slams War On TerrorkhalidpandithNo ratings yet
- Aegis - Designer and AnalyzerDocument26 pagesAegis - Designer and Analyzeropenid_S1hHcZODNo ratings yet
- Psycholinguistics: What It Is? - Language, Speech and Communication.Document4 pagesPsycholinguistics: What It Is? - Language, Speech and Communication.Edo PrasetiaNo ratings yet
- Guided Reading Lesson PlanDocument4 pagesGuided Reading Lesson Planapi-311848745No ratings yet
- Data Flow DiagramsDocument3 pagesData Flow DiagramsHaco Chinedu ObasiNo ratings yet
- 2018-09-01 Classic Land RoverDocument100 pages2018-09-01 Classic Land RovergufffNo ratings yet
- DLL WK 10 LC 171819Document14 pagesDLL WK 10 LC 171819Regiel Guiang ArnibalNo ratings yet
- Transmission Structures and Foundations:: CourseDocument8 pagesTransmission Structures and Foundations:: CoursejulianobiancoNo ratings yet
- Broadcast Equipment Radio EditedDocument35 pagesBroadcast Equipment Radio EditedMBURU MARTIN KARIUKINo ratings yet
- Terms of Use: Thank You For Respecting My Work!Document11 pagesTerms of Use: Thank You For Respecting My Work!Tammy Reyes VélizNo ratings yet
- Blood Typing ExperimentDocument6 pagesBlood Typing ExperimentAdib SadmanNo ratings yet
- Action ResearchDocument6 pagesAction Researchbenita valdezNo ratings yet
- The Decline of The WestDocument3 pagesThe Decline of The Westyasminbahat80% (5)
- Japan TechnologyDocument4 pagesJapan TechnologyMa Leonora SorianoNo ratings yet
- 13 B 2 NDocument7 pages13 B 2 NRay Ramilo100% (1)
- Recalls 10 - Np2Document6 pagesRecalls 10 - Np2Nova Clea BoquilonNo ratings yet
- VBA Water 6.09 Temperature Pressure Relief Valve Drain LinesDocument2 pagesVBA Water 6.09 Temperature Pressure Relief Valve Drain LinesgaryNo ratings yet
- Shetlandish Dialect PDFDocument180 pagesShetlandish Dialect PDFLuis PNo ratings yet
- Jack Goldestone - THE PROBLEM OF THE EARLY MODERN WORLD - TEXT PDFDocument36 pagesJack Goldestone - THE PROBLEM OF THE EARLY MODERN WORLD - TEXT PDFBojanNo ratings yet
- FAKRO Technical Specification DRF DU6 PDFDocument2 pagesFAKRO Technical Specification DRF DU6 PDFthomasNo ratings yet
- Stabilization of Dispersive Soil by Blending PolymDocument4 pagesStabilization of Dispersive Soil by Blending Polymnagy_andor_csongorNo ratings yet
- Nutrition Education Project Final VersionDocument16 pagesNutrition Education Project Final Versionapi-535168013No ratings yet
- IB Chemistry - SL Topic 7 Questions 1Document19 pagesIB Chemistry - SL Topic 7 Questions 1vaxor16689No ratings yet
- BiossDocument11 pagesBiossPriyanka SharmaNo ratings yet
- Modeling & Simulation of Spherical Robot Configuration Using Solidworks & MatlabDocument3 pagesModeling & Simulation of Spherical Robot Configuration Using Solidworks & Matlabkarthi0% (1)
- SyntaxDocument9 pagesSyntaxVeronicaTurtusanNo ratings yet