Download as pdf or txt
You might also like
- Basics Techniques of Industrial EngineeringDocument8 pagesBasics Techniques of Industrial Engineeringxubi_xNo ratings yet
- Allowances in Time StudyDocument12 pagesAllowances in Time StudyPreksha PandeyNo ratings yet
- RatingDocument7 pagesRatingarunkadveNo ratings yet
- Mesauring EfficiencyDocument7 pagesMesauring EfficiencySaurabh SumanNo ratings yet
- Work Measurement: UsageDocument6 pagesWork Measurement: UsageVictor FarfanNo ratings yet
- Basics of IE Industrial Engineering YouDocument27 pagesBasics of IE Industrial Engineering YouIftakharul Islam100% (1)
- Industrial Eng and Garment PDFDocument9 pagesIndustrial Eng and Garment PDFrifat azimNo ratings yet
- Work MeasurementDocument51 pagesWork MeasurementShadaab AlamNo ratings yet
- Industrial Engineering in GMTDocument13 pagesIndustrial Engineering in GMTAnonymous wA6NGuyklDNo ratings yet
- Presentation 3Document39 pagesPresentation 3James johnNo ratings yet
- SMVDocument70 pagesSMVEmdad Apm100% (1)
- Application of Industrial Engineering (IE) Techniques in Garment IndustryDocument9 pagesApplication of Industrial Engineering (IE) Techniques in Garment IndustryMohammed Atiqul Hoque ChowdhuryNo ratings yet
- Line BalancingDocument62 pagesLine BalancingDrBollapu Sudarshan100% (1)
- AllowancesDocument15 pagesAllowancesHIMANSHU SINGHALNo ratings yet
- Work MeasurementDocument15 pagesWork MeasurementNishu ThimmaiahNo ratings yet
- Topic: Allowances: Delay AllowanceDocument35 pagesTopic: Allowances: Delay AllowanceharpominderNo ratings yet
- Work Measurement: Presented by-BINDU CHAUHAN Mba-Ii SemDocument20 pagesWork Measurement: Presented by-BINDU CHAUHAN Mba-Ii SemPRIYANKNo ratings yet
- Wom - Work StudyDocument9 pagesWom - Work StudyMichael OnamiNo ratings yet
- Time StudyDocument40 pagesTime StudySazid Rahman100% (1)
- Maie Work MeasurementDocument6 pagesMaie Work MeasurementLa GraciahNo ratings yet
- StopwatchDocument4 pagesStopwatchyasin husenNo ratings yet
- Assignment ShovonDocument20 pagesAssignment Shovonshamim hossainNo ratings yet
- Assignment No.-1: AnswerDocument9 pagesAssignment No.-1: AnswerUnnat ChuriNo ratings yet
- Labor Costing (Math Solution)Document36 pagesLabor Costing (Math Solution)Kamrul HassanNo ratings yet
- Historical at Experience Time Studies Predetermined Time Standards Work SamplingDocument2 pagesHistorical at Experience Time Studies Predetermined Time Standards Work Samplingmj alfred007No ratings yet
- Concept of Industrial Engineering (IE)Document27 pagesConcept of Industrial Engineering (IE)subbirNo ratings yet
- Unit 2 - Industrial Engineering & Ergonomics - WWW - Rgpvnotes.inDocument15 pagesUnit 2 - Industrial Engineering & Ergonomics - WWW - Rgpvnotes.inSACHIN HANAGALNo ratings yet
- Mid Term Answer Script (TXE-437)Document8 pagesMid Term Answer Script (TXE-437)Md. Wahidur Rahman LimonNo ratings yet
- Work Measurement-Compressed VersionDocument48 pagesWork Measurement-Compressed VersionL.a. LadoresNo ratings yet
- Chapter 1.5Document20 pagesChapter 1.5PrathmeshNo ratings yet
- Understanding OEEDocument5 pagesUnderstanding OEECristian Ramirez AmayaNo ratings yet
- Practical Guide To Work Study [Revised Edition]From EverandPractical Guide To Work Study [Revised Edition]Rating: 4 out of 5 stars4/5 (1)
- Course Outcomes: Topic Iv: Time StudyDocument11 pagesCourse Outcomes: Topic Iv: Time StudyAngelo RoqueNo ratings yet
- Time StudyDocument26 pagesTime StudyNunuy Lacheng100% (2)
- Cost Accounting - Bcom - Module IIIDocument7 pagesCost Accounting - Bcom - Module IIImohammedarshad0021No ratings yet
- Ie ToolsDocument61 pagesIe ToolsDaizy SungaNo ratings yet
- Work Measurement: A Methodology Used For Establishing Time StandardsDocument24 pagesWork Measurement: A Methodology Used For Establishing Time StandardsLa GraciahNo ratings yet
- Work MeasurementDocument13 pagesWork MeasurementVincent Alonzo100% (1)
- Experiment # 01: ObjectivesDocument3 pagesExperiment # 01: ObjectivesMaham batoolNo ratings yet
- Experiment 1 To Determine The Normal Time and The Standard Time For A Given ActivityDocument9 pagesExperiment 1 To Determine The Normal Time and The Standard Time For A Given ActivityMuhammad Waleed TariqNo ratings yet
- Performance RatingDocument6 pagesPerformance Ratingselva_raj215414No ratings yet
- OEE in The OfficeDocument6 pagesOEE in The OfficeumeshjmangroliyaNo ratings yet
- For StudyDocument15 pagesFor StudyDhanaperumal VarulaNo ratings yet
- For StudyDocument15 pagesFor StudyDhanaperumal VarulaNo ratings yet
- Industrial EngineeringDocument35 pagesIndustrial Engineeringaqsa imranNo ratings yet
- Line BalancingDocument43 pagesLine BalancingEsubalew gebrieNo ratings yet
- Cbmec1 M12 WedDocument6 pagesCbmec1 M12 Wedilalimngputingilaw3No ratings yet
- Work Design CaseDocument4 pagesWork Design CasePallav GujarathiNo ratings yet
- CH3 LabourDocument9 pagesCH3 Labourzuereyda100% (4)
- Experiment # 01: ObjectivesDocument15 pagesExperiment # 01: ObjectivesMuhammad SanaNo ratings yet
- Industrial EngineeringDocument63 pagesIndustrial Engineeringgaurav503050No ratings yet
- PR 3Document8 pagesPR 3mech bhabhaNo ratings yet
- Industrial Engineering Basics - John DeereDocument319 pagesIndustrial Engineering Basics - John DeereAlpha Excellence consulting100% (1)
- 12 Manufacturing MetricsDocument6 pages12 Manufacturing MetricsWendy SarriaNo ratings yet
- Time Study Revised 2018Document21 pagesTime Study Revised 2018Shishir Kumar100% (1)
- OM - Work Measurment Learning CurvesDocument20 pagesOM - Work Measurment Learning CurvesZeda WanieNo ratings yet
- CH 14 Work StudyDocument65 pagesCH 14 Work StudySurogste Mibusontad100% (1)
- Takt Time: A Guide to the Very Basic Lean CalculationFrom EverandTakt Time: A Guide to the Very Basic Lean CalculationRating: 5 out of 5 stars5/5 (2)
- Understanding OEE in Lean Production: Toyota Production System ConceptsFrom EverandUnderstanding OEE in Lean Production: Toyota Production System ConceptsRating: 5 out of 5 stars5/5 (1)
- Pengaruh Pendidikan Kesehatan Tentang Kekerasan DalamDocument10 pagesPengaruh Pendidikan Kesehatan Tentang Kekerasan DalamDhaveFebby PapuanaNo ratings yet
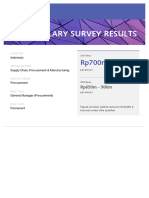
- Robert Walters Salary SurveyDocument5 pagesRobert Walters Salary SurveySyaiful BahriNo ratings yet
- Ip 15Document42 pagesIp 15owenh796100% (4)
- Torres Puerto+Playa (Vertical Density - Gerardo Mingo-2010)Document6 pagesTorres Puerto+Playa (Vertical Density - Gerardo Mingo-2010)Moises100% (1)
- Case Digests in PropertyDocument95 pagesCase Digests in PropertyRemelyn SeldaNo ratings yet
- Null 13Document4 pagesNull 13oreeditsemasilo85No ratings yet
- Lexi BDocument62 pagesLexi BPetruss RonyyNo ratings yet
- Attachment - 9387 - 63bd823872cf8 - 63bd81f56e412 - A Man Like None Other 101 110Document29 pagesAttachment - 9387 - 63bd823872cf8 - 63bd81f56e412 - A Man Like None Other 101 110BURAK DEMIRNo ratings yet
- Trucking ServicesDocument4 pagesTrucking ServicesMica BuanNo ratings yet
- Daftar Pustaka: Thrombosis: Basic Principles and Clinical Practice. 6 Ed. Philadelphia, PADocument3 pagesDaftar Pustaka: Thrombosis: Basic Principles and Clinical Practice. 6 Ed. Philadelphia, PAAhmad Agus PurwantoNo ratings yet
- Winkler Test For Dissolved OxygenDocument3 pagesWinkler Test For Dissolved OxygenDOMINICNo ratings yet
- Brian Cooksey - An Introduction To APIs-Zapier Inc (2014)Document100 pagesBrian Cooksey - An Introduction To APIs-Zapier Inc (2014)zakaria abbadiNo ratings yet
- Certificate NosDocument18 pagesCertificate NosSinchana SinchuNo ratings yet
- Week 4 PDFDocument8 pagesWeek 4 PDFChelsea RoqueNo ratings yet
- Arts Activity Sheet: Quarter 2 - Week 1-2Document8 pagesArts Activity Sheet: Quarter 2 - Week 1-2Charrie Mae MalloNo ratings yet
- CP7211 Advanced Databases Laboratory ManualDocument63 pagesCP7211 Advanced Databases Laboratory Manualashaheer75% (4)
- Civil Engineering Study Program (CESP) State Polytechnic of MalangDocument8 pagesCivil Engineering Study Program (CESP) State Polytechnic of MalangDita LestariNo ratings yet
- The Language of Legal DocumentsDocument15 pagesThe Language of Legal DocumentsAldo CokaNo ratings yet
- 09 PDFDocument20 pages09 PDFEr R K MehtaNo ratings yet
- IETE Template JRDocument7 pagesIETE Template JRAshish Kumar0% (1)
- Moves That Make You Feel Great: Calf Stretch Chair SquatDocument2 pagesMoves That Make You Feel Great: Calf Stretch Chair Squatnotsosafe89No ratings yet
- Unit 1,2,3,4,5 MaDocument97 pagesUnit 1,2,3,4,5 MaPRADYUMN KUMAR DUBEYNo ratings yet
- Steyr S MaticDocument6 pagesSteyr S Maticclcasal0% (1)
- Avnet TP Sap Arp PL May14Document77 pagesAvnet TP Sap Arp PL May14Kathak DancerNo ratings yet
- Smart Battery Data Specification Revision 1.1 ErrataDocument5 pagesSmart Battery Data Specification Revision 1.1 ErrataredmsbatteryNo ratings yet
- Gfps 9182 Product Range PVC U en PDFDocument568 pagesGfps 9182 Product Range PVC U en PDFjj bagzNo ratings yet
- Setting Outlook RulesDocument2 pagesSetting Outlook Ruleswijaya_dny0% (1)
- Setting and Hardening of ConcreteDocument30 pagesSetting and Hardening of ConcreteManjer123No ratings yet
- Tire Gas DiffusionDocument3 pagesTire Gas DiffusionfhdeutschmannNo ratings yet
- Coa MyobDocument4 pagesCoa Myobalthaf alfadliNo ratings yet































![Practical Guide To Work Study [Revised Edition]](https://imgv2-2-f.scribdassets.com/img/word_document/245836753/149x198/e8597dfaef/1709916910?v=1)