
Printed in Germany
Printed in Germany
You might also like
- Toyota Camry 2006 2011 Body Repair ManualDocument10 pagesToyota Camry 2006 2011 Body Repair Manualsarah100% (58)
- ASTM D2563 Visual Inspection - GRP LaminatesDocument24 pagesASTM D2563 Visual Inspection - GRP LaminatesMohamed Abdel Basit100% (3)
- Acids Bases and Salts WksheetDocument2 pagesAcids Bases and Salts WksheetShakwan WatermanNo ratings yet
- Coating Systems For The Series Version of Standard Trucks As Well As For Bus Components and AttachmentsDocument24 pagesCoating Systems For The Series Version of Standard Trucks As Well As For Bus Components and AttachmentsAkmal NizametdinovNo ratings yet
- Reinforced Concrete Buildings: Behavior and DesignFrom EverandReinforced Concrete Buildings: Behavior and DesignRating: 5 out of 5 stars5/5 (1)
- A320 SRM Oem 56Document7 pagesA320 SRM Oem 56Jhoshua AvilaNo ratings yet
- Printed in GermanyDocument2 pagesPrinted in GermanyEdson CarvalhoNo ratings yet
- Printed in GermanyDocument33 pagesPrinted in GermanyEdson CarvalhoNo ratings yet
- Printed in GermanyDocument31 pagesPrinted in GermanyEdson CarvalhoNo ratings yet
- Printed in GermanyDocument46 pagesPrinted in GermanyEdson CarvalhoNo ratings yet
- F1130-99R05 Practice For Inspecting The Coating System of A Ship PDFDocument15 pagesF1130-99R05 Practice For Inspecting The Coating System of A Ship PDFVictor Hugo Pexo100% (1)
- 51-21-00-001-Protective Treatment-A320Document4 pages51-21-00-001-Protective Treatment-A320FredNo ratings yet
- 50FC HFEC Deferment A320 - SRM - 01-Nov-2020 - 51-11-11 - Description - Allowable DamageDocument2 pages50FC HFEC Deferment A320 - SRM - 01-Nov-2020 - 51-11-11 - Description - Allowable DamagejosefgrimaNo ratings yet
- Printed in GermanyDocument109 pagesPrinted in GermanyGilberto GonzalezNo ratings yet
- Composite Components - Allowable Damage and Repair Classification GeneralDocument7 pagesComposite Components - Allowable Damage and Repair Classification GeneralRembrandt Garcia MatusNo ratings yet
- Damage Evaluation and Repair of Composite Structures: Gary Savage & Mark Oxley, Honda Racing F1 TeamDocument11 pagesDamage Evaluation and Repair of Composite Structures: Gary Savage & Mark Oxley, Honda Racing F1 TeamregorNo ratings yet
- Printed in GermanyDocument2 pagesPrinted in Germanyreza hassaniNo ratings yet
- Printed in GermanyDocument6 pagesPrinted in GermanyEdson CarvalhoNo ratings yet
- A320 - SRM - MSN - 05234 - 01-Aug-2019 - TASK 57-53-00-300-029 - Zone 1 - Skin Covered With Metal Strap RepairDocument20 pagesA320 - SRM - MSN - 05234 - 01-Aug-2019 - TASK 57-53-00-300-029 - Zone 1 - Skin Covered With Metal Strap Repairjr primeNo ratings yet
- A319 - A321 - LAA - and - LUS - A321NX - (A321 Structural Repair Manual) - (51-77-12-911-009)Document6 pagesA319 - A321 - LAA - and - LUS - A321NX - (A321 Structural Repair Manual) - (51-77-12-911-009)Juan MartelNo ratings yet
- Impact Damage Prediction and Failure Analysis of Heavily LoadedDocument23 pagesImpact Damage Prediction and Failure Analysis of Heavily LoadedGamelopNo ratings yet
- Printed in GermanyDocument222 pagesPrinted in GermanyGilberto GonzalezNo ratings yet
- Cirrus: Standard RepairsDocument10 pagesCirrus: Standard Repairsengine wangNo ratings yet
- Repair CompositeDocument22 pagesRepair Compositekashish4uNo ratings yet
- The New Penstock For The High Head Hydropower Plant KaunertalDocument9 pagesThe New Penstock For The High Head Hydropower Plant KaunertalStalyn SimbañaNo ratings yet
- 51 11 00 001 PDFDocument17 pages51 11 00 001 PDFirv lobNo ratings yet
- Chapter 2 UltmiteDocument4 pagesChapter 2 UltmiteUsama Moh GANo ratings yet
- TL 52038 enDocument12 pagesTL 52038 enCindy Rivera100% (1)
- Printed in GermanyDocument28 pagesPrinted in GermanySa Be MirNo ratings yet
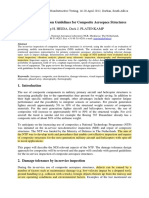
- In-Service Inspection Guidelines For Composite Aerospace Structures 2012 Bca LagiDocument14 pagesIn-Service Inspection Guidelines For Composite Aerospace Structures 2012 Bca Lagiaiman100% (1)
- SRM 57-21-11-101Document56 pagesSRM 57-21-11-101Ahmet Serdar GOKNo ratings yet
- TM 750 244 7Document18 pagesTM 750 244 7Scout478No ratings yet
- MY21 Sienna Dashcam (DIO) IssBDocument10 pagesMY21 Sienna Dashcam (DIO) IssBerviNo ratings yet
- Chapter 5Document21 pagesChapter 5Senai21dragoNo ratings yet
- Composite MaterialsDocument10 pagesComposite MaterialsGonzalo AnzaldoNo ratings yet
- WPD - Crane-Structural-Maintenance - Article MCC GRUA PORTICO PUERTODocument4 pagesWPD - Crane-Structural-Maintenance - Article MCC GRUA PORTICO PUERTODOCP INGENIERIAS SASNo ratings yet
- SECTION 07 51 00 Built-Up Bituminous RoofingDocument23 pagesSECTION 07 51 00 Built-Up Bituminous RoofingJuanPaoloYbañezNo ratings yet
- SRM Rud BalanceDocument43 pagesSRM Rud BalanceBuncha MatNo ratings yet
- G607 3 Hydraulic Jack Stowage BKT ModificationDocument2 pagesG607 3 Hydraulic Jack Stowage BKT ModificationmichaelNo ratings yet
- Damage Tolerance AnalysisDocument13 pagesDamage Tolerance AnalysisjilaalieNo ratings yet
- 51 ContentsDocument15 pages51 ContentsBruce PoloNo ratings yet
- Repairoffrpstructures - UK Best Practice Overview PDFDocument33 pagesRepairoffrpstructures - UK Best Practice Overview PDFErnie ErnieNo ratings yet
- Asme D2563 PDFDocument18 pagesAsme D2563 PDFMohd Idris MohiuddinNo ratings yet
- TL 218 EnglischDocument14 pagesTL 218 Englischjsantos_865904No ratings yet
- 711ART39K Repair Instruction, Rear Section Frame A35E A40EDocument10 pages711ART39K Repair Instruction, Rear Section Frame A35E A40EAwanNo ratings yet
- Visual Inspection of Electrical Protective Rubber Products: Standard Guide ForDocument14 pagesVisual Inspection of Electrical Protective Rubber Products: Standard Guide Forjuanita_0403No ratings yet
- MSN 33501 - SRDL - 19.10.2021Document39 pagesMSN 33501 - SRDL - 19.10.2021hadir.sob7yNo ratings yet
- Astm C1376-2003Document3 pagesAstm C1376-2003y2kareinNo ratings yet
- EA-001 - R1 FEA ReportDocument62 pagesEA-001 - R1 FEA Reportnatarajan RavisankarNo ratings yet
- D Eurocode 6 Masonry Vertical ResistanceDocument8 pagesD Eurocode 6 Masonry Vertical ResistancearcasteNo ratings yet
- Phosphate/Oil Corrosion Protective Coatings For FastenersDocument2 pagesPhosphate/Oil Corrosion Protective Coatings For FastenersMohammed EldakhakhnyNo ratings yet
- France2019 Article TheAlexanderLKiellandDisasterRDocument7 pagesFrance2019 Article TheAlexanderLKiellandDisasterRSebastian PaipaNo ratings yet
- GMW16717 - Decorative Interior Laminates and FilmsDocument16 pagesGMW16717 - Decorative Interior Laminates and Films廖健翔No ratings yet
- Astm E2083-00Document4 pagesAstm E2083-00z.botanical422No ratings yet
- Damage Tolerance Analysis Methodology For Aircraft Structures HCL WhitepapersDocument21 pagesDamage Tolerance Analysis Methodology For Aircraft Structures HCL WhitepapersLukas GneistNo ratings yet
- Phosphate/Oil Corrosion Protective Coatings For FastenersDocument2 pagesPhosphate/Oil Corrosion Protective Coatings For FastenersDarwin DarmawanNo ratings yet
- Damage Assessment and Reporting: 1. GeneralDocument40 pagesDamage Assessment and Reporting: 1. GeneralhugorgonzalezNo ratings yet
- Ageing and Life Extension of Offshore Structures: The Challenge of Managing Structural IntegrityFrom EverandAgeing and Life Extension of Offshore Structures: The Challenge of Managing Structural IntegrityNo ratings yet
- Shell Rhodina Grease SDX 2: Calcium Grease For Industrial ApplicationsDocument2 pagesShell Rhodina Grease SDX 2: Calcium Grease For Industrial ApplicationsKuhnNo ratings yet
- PNC2 - Casting IDocument6 pagesPNC2 - Casting IAlpNo ratings yet
- EPHY-MESS Slot Resistance ThermometersDocument11 pagesEPHY-MESS Slot Resistance ThermometersAli HashemiNo ratings yet
- Xu 2020Document11 pagesXu 2020Marco A. R. JimenesNo ratings yet
- Juba - Ficha Técnica 311BGC1 - enDocument2 pagesJuba - Ficha Técnica 311BGC1 - enlucky414No ratings yet
- Risk Based Inspection (RBI) 581Document468 pagesRisk Based Inspection (RBI) 581TommyNo ratings yet
- CH 2 Sci. Class 10Document4 pagesCH 2 Sci. Class 10vishwas latherNo ratings yet
- GFRP BrochureDocument4 pagesGFRP BrochureAnonymous RgjuCNLNo ratings yet
- Fundamentals of Engine Block Design: Harold GaringDocument20 pagesFundamentals of Engine Block Design: Harold Garingharold garing100% (1)
- Chemistry (2009) May Paper 2Document18 pagesChemistry (2009) May Paper 2JewelleNo ratings yet
- En 10025-2-2004 BS HotRolledProductDocument7 pagesEn 10025-2-2004 BS HotRolledProductChrill DsilvaNo ratings yet
- Electrical Installation and Maintenance Grade 12Document15 pagesElectrical Installation and Maintenance Grade 12Vanna Rebekah Ibatuan100% (1)
- Adsorption of Fatty Acids UsingDocument43 pagesAdsorption of Fatty Acids UsingmlermantovNo ratings yet
- Pearlescent Pigments Primer Part IDocument2 pagesPearlescent Pigments Primer Part INarendarNo ratings yet
- WN RF Flanges SCH 40 CL 150 19Document1 pageWN RF Flanges SCH 40 CL 150 19Mohamed RaafatNo ratings yet
- The Special Steel Book - V08.00.1119 - WEBDocument52 pagesThe Special Steel Book - V08.00.1119 - WEBkevin honiballNo ratings yet
- كتالوجات قطاعات الوميل M900Document48 pagesكتالوجات قطاعات الوميل M900asegiver asegiverNo ratings yet
- Reinforced Brickwork: Detailed SpecificationDocument13 pagesReinforced Brickwork: Detailed SpecificationMuskan JainNo ratings yet
- Toughening Agents: Toughners For PVCDocument2 pagesToughening Agents: Toughners For PVCSdkmega HhNo ratings yet
- D 1874 - 62 R04 Rde4nzqDocument2 pagesD 1874 - 62 R04 Rde4nzqMarceloNo ratings yet
- Appendix ThermodynamicsDocument50 pagesAppendix ThermodynamicsRiteshMandaliyaNo ratings yet
- Is 456 2000-Withamend-3Document137 pagesIs 456 2000-Withamend-3Muhammad HasanNo ratings yet
- Pryophoric Iron Fires: This Rapid Exothermic Oxidation With Incandescence Is Known As Pyrophoric OxidationDocument10 pagesPryophoric Iron Fires: This Rapid Exothermic Oxidation With Incandescence Is Known As Pyrophoric OxidationRao AnandaNo ratings yet
- Masterprotect 1812 TdsDocument2 pagesMasterprotect 1812 TdsIko SchyterNo ratings yet
- Modified Manganese Phosphate Conversion CoatingDocument24 pagesModified Manganese Phosphate Conversion Coatinggacm98No ratings yet
- LP Osb Sheathing SpecificationsDocument5 pagesLP Osb Sheathing SpecificationsMwaNo ratings yet
- Datasheet MH600Document2 pagesDatasheet MH600Diego Barboza PenteadoNo ratings yet
- Molecular Weight of Carbopol and PemulenDocument3 pagesMolecular Weight of Carbopol and PemulenMawarniNo ratings yet
- Acoustic Insulation MaterialsDocument11 pagesAcoustic Insulation Materialskesavaganesan58No ratings yet






















































































Download as docx, pdf, or txt
You might also like
- Toyota Camry 2006 2011 Body Repair ManualDocument10 pagesToyota Camry 2006 2011 Body Repair Manualsarah100% (58)
- ASTM D2563 Visual Inspection - GRP LaminatesDocument24 pagesASTM D2563 Visual Inspection - GRP LaminatesMohamed Abdel Basit100% (3)
- Acids Bases and Salts WksheetDocument2 pagesAcids Bases and Salts WksheetShakwan WatermanNo ratings yet
- Coating Systems For The Series Version of Standard Trucks As Well As For Bus Components and AttachmentsDocument24 pagesCoating Systems For The Series Version of Standard Trucks As Well As For Bus Components and AttachmentsAkmal NizametdinovNo ratings yet
- Reinforced Concrete Buildings: Behavior and DesignFrom EverandReinforced Concrete Buildings: Behavior and DesignRating: 5 out of 5 stars5/5 (1)
- A320 SRM Oem 56Document7 pagesA320 SRM Oem 56Jhoshua AvilaNo ratings yet
- Printed in GermanyDocument2 pagesPrinted in GermanyEdson CarvalhoNo ratings yet
- Printed in GermanyDocument33 pagesPrinted in GermanyEdson CarvalhoNo ratings yet
- Printed in GermanyDocument31 pagesPrinted in GermanyEdson CarvalhoNo ratings yet
- Printed in GermanyDocument46 pagesPrinted in GermanyEdson CarvalhoNo ratings yet
- F1130-99R05 Practice For Inspecting The Coating System of A Ship PDFDocument15 pagesF1130-99R05 Practice For Inspecting The Coating System of A Ship PDFVictor Hugo Pexo100% (1)
- 51-21-00-001-Protective Treatment-A320Document4 pages51-21-00-001-Protective Treatment-A320FredNo ratings yet
- 50FC HFEC Deferment A320 - SRM - 01-Nov-2020 - 51-11-11 - Description - Allowable DamageDocument2 pages50FC HFEC Deferment A320 - SRM - 01-Nov-2020 - 51-11-11 - Description - Allowable DamagejosefgrimaNo ratings yet
- Printed in GermanyDocument109 pagesPrinted in GermanyGilberto GonzalezNo ratings yet
- Composite Components - Allowable Damage and Repair Classification GeneralDocument7 pagesComposite Components - Allowable Damage and Repair Classification GeneralRembrandt Garcia MatusNo ratings yet
- Damage Evaluation and Repair of Composite Structures: Gary Savage & Mark Oxley, Honda Racing F1 TeamDocument11 pagesDamage Evaluation and Repair of Composite Structures: Gary Savage & Mark Oxley, Honda Racing F1 TeamregorNo ratings yet
- Printed in GermanyDocument2 pagesPrinted in Germanyreza hassaniNo ratings yet
- Printed in GermanyDocument6 pagesPrinted in GermanyEdson CarvalhoNo ratings yet
- A320 - SRM - MSN - 05234 - 01-Aug-2019 - TASK 57-53-00-300-029 - Zone 1 - Skin Covered With Metal Strap RepairDocument20 pagesA320 - SRM - MSN - 05234 - 01-Aug-2019 - TASK 57-53-00-300-029 - Zone 1 - Skin Covered With Metal Strap Repairjr primeNo ratings yet
- A319 - A321 - LAA - and - LUS - A321NX - (A321 Structural Repair Manual) - (51-77-12-911-009)Document6 pagesA319 - A321 - LAA - and - LUS - A321NX - (A321 Structural Repair Manual) - (51-77-12-911-009)Juan MartelNo ratings yet
- Impact Damage Prediction and Failure Analysis of Heavily LoadedDocument23 pagesImpact Damage Prediction and Failure Analysis of Heavily LoadedGamelopNo ratings yet
- Printed in GermanyDocument222 pagesPrinted in GermanyGilberto GonzalezNo ratings yet
- Cirrus: Standard RepairsDocument10 pagesCirrus: Standard Repairsengine wangNo ratings yet
- Repair CompositeDocument22 pagesRepair Compositekashish4uNo ratings yet
- The New Penstock For The High Head Hydropower Plant KaunertalDocument9 pagesThe New Penstock For The High Head Hydropower Plant KaunertalStalyn SimbañaNo ratings yet
- 51 11 00 001 PDFDocument17 pages51 11 00 001 PDFirv lobNo ratings yet
- Chapter 2 UltmiteDocument4 pagesChapter 2 UltmiteUsama Moh GANo ratings yet
- TL 52038 enDocument12 pagesTL 52038 enCindy Rivera100% (1)
- Printed in GermanyDocument28 pagesPrinted in GermanySa Be MirNo ratings yet
- In-Service Inspection Guidelines For Composite Aerospace Structures 2012 Bca LagiDocument14 pagesIn-Service Inspection Guidelines For Composite Aerospace Structures 2012 Bca Lagiaiman100% (1)
- SRM 57-21-11-101Document56 pagesSRM 57-21-11-101Ahmet Serdar GOKNo ratings yet
- TM 750 244 7Document18 pagesTM 750 244 7Scout478No ratings yet
- MY21 Sienna Dashcam (DIO) IssBDocument10 pagesMY21 Sienna Dashcam (DIO) IssBerviNo ratings yet
- Chapter 5Document21 pagesChapter 5Senai21dragoNo ratings yet
- Composite MaterialsDocument10 pagesComposite MaterialsGonzalo AnzaldoNo ratings yet
- WPD - Crane-Structural-Maintenance - Article MCC GRUA PORTICO PUERTODocument4 pagesWPD - Crane-Structural-Maintenance - Article MCC GRUA PORTICO PUERTODOCP INGENIERIAS SASNo ratings yet
- SECTION 07 51 00 Built-Up Bituminous RoofingDocument23 pagesSECTION 07 51 00 Built-Up Bituminous RoofingJuanPaoloYbañezNo ratings yet
- SRM Rud BalanceDocument43 pagesSRM Rud BalanceBuncha MatNo ratings yet
- G607 3 Hydraulic Jack Stowage BKT ModificationDocument2 pagesG607 3 Hydraulic Jack Stowage BKT ModificationmichaelNo ratings yet
- Damage Tolerance AnalysisDocument13 pagesDamage Tolerance AnalysisjilaalieNo ratings yet
- 51 ContentsDocument15 pages51 ContentsBruce PoloNo ratings yet
- Repairoffrpstructures - UK Best Practice Overview PDFDocument33 pagesRepairoffrpstructures - UK Best Practice Overview PDFErnie ErnieNo ratings yet
- Asme D2563 PDFDocument18 pagesAsme D2563 PDFMohd Idris MohiuddinNo ratings yet
- TL 218 EnglischDocument14 pagesTL 218 Englischjsantos_865904No ratings yet
- 711ART39K Repair Instruction, Rear Section Frame A35E A40EDocument10 pages711ART39K Repair Instruction, Rear Section Frame A35E A40EAwanNo ratings yet
- Visual Inspection of Electrical Protective Rubber Products: Standard Guide ForDocument14 pagesVisual Inspection of Electrical Protective Rubber Products: Standard Guide Forjuanita_0403No ratings yet
- MSN 33501 - SRDL - 19.10.2021Document39 pagesMSN 33501 - SRDL - 19.10.2021hadir.sob7yNo ratings yet
- Astm C1376-2003Document3 pagesAstm C1376-2003y2kareinNo ratings yet
- EA-001 - R1 FEA ReportDocument62 pagesEA-001 - R1 FEA Reportnatarajan RavisankarNo ratings yet
- D Eurocode 6 Masonry Vertical ResistanceDocument8 pagesD Eurocode 6 Masonry Vertical ResistancearcasteNo ratings yet
- Phosphate/Oil Corrosion Protective Coatings For FastenersDocument2 pagesPhosphate/Oil Corrosion Protective Coatings For FastenersMohammed EldakhakhnyNo ratings yet
- France2019 Article TheAlexanderLKiellandDisasterRDocument7 pagesFrance2019 Article TheAlexanderLKiellandDisasterRSebastian PaipaNo ratings yet
- GMW16717 - Decorative Interior Laminates and FilmsDocument16 pagesGMW16717 - Decorative Interior Laminates and Films廖健翔No ratings yet
- Astm E2083-00Document4 pagesAstm E2083-00z.botanical422No ratings yet
- Damage Tolerance Analysis Methodology For Aircraft Structures HCL WhitepapersDocument21 pagesDamage Tolerance Analysis Methodology For Aircraft Structures HCL WhitepapersLukas GneistNo ratings yet
- Phosphate/Oil Corrosion Protective Coatings For FastenersDocument2 pagesPhosphate/Oil Corrosion Protective Coatings For FastenersDarwin DarmawanNo ratings yet
- Damage Assessment and Reporting: 1. GeneralDocument40 pagesDamage Assessment and Reporting: 1. GeneralhugorgonzalezNo ratings yet
- Ageing and Life Extension of Offshore Structures: The Challenge of Managing Structural IntegrityFrom EverandAgeing and Life Extension of Offshore Structures: The Challenge of Managing Structural IntegrityNo ratings yet
- Shell Rhodina Grease SDX 2: Calcium Grease For Industrial ApplicationsDocument2 pagesShell Rhodina Grease SDX 2: Calcium Grease For Industrial ApplicationsKuhnNo ratings yet
- PNC2 - Casting IDocument6 pagesPNC2 - Casting IAlpNo ratings yet
- EPHY-MESS Slot Resistance ThermometersDocument11 pagesEPHY-MESS Slot Resistance ThermometersAli HashemiNo ratings yet
- Xu 2020Document11 pagesXu 2020Marco A. R. JimenesNo ratings yet
- Juba - Ficha Técnica 311BGC1 - enDocument2 pagesJuba - Ficha Técnica 311BGC1 - enlucky414No ratings yet
- Risk Based Inspection (RBI) 581Document468 pagesRisk Based Inspection (RBI) 581TommyNo ratings yet
- CH 2 Sci. Class 10Document4 pagesCH 2 Sci. Class 10vishwas latherNo ratings yet
- GFRP BrochureDocument4 pagesGFRP BrochureAnonymous RgjuCNLNo ratings yet
- Fundamentals of Engine Block Design: Harold GaringDocument20 pagesFundamentals of Engine Block Design: Harold Garingharold garing100% (1)
- Chemistry (2009) May Paper 2Document18 pagesChemistry (2009) May Paper 2JewelleNo ratings yet
- En 10025-2-2004 BS HotRolledProductDocument7 pagesEn 10025-2-2004 BS HotRolledProductChrill DsilvaNo ratings yet
- Electrical Installation and Maintenance Grade 12Document15 pagesElectrical Installation and Maintenance Grade 12Vanna Rebekah Ibatuan100% (1)
- Adsorption of Fatty Acids UsingDocument43 pagesAdsorption of Fatty Acids UsingmlermantovNo ratings yet
- Pearlescent Pigments Primer Part IDocument2 pagesPearlescent Pigments Primer Part INarendarNo ratings yet
- WN RF Flanges SCH 40 CL 150 19Document1 pageWN RF Flanges SCH 40 CL 150 19Mohamed RaafatNo ratings yet
- The Special Steel Book - V08.00.1119 - WEBDocument52 pagesThe Special Steel Book - V08.00.1119 - WEBkevin honiballNo ratings yet
- كتالوجات قطاعات الوميل M900Document48 pagesكتالوجات قطاعات الوميل M900asegiver asegiverNo ratings yet
- Reinforced Brickwork: Detailed SpecificationDocument13 pagesReinforced Brickwork: Detailed SpecificationMuskan JainNo ratings yet
- Toughening Agents: Toughners For PVCDocument2 pagesToughening Agents: Toughners For PVCSdkmega HhNo ratings yet
- D 1874 - 62 R04 Rde4nzqDocument2 pagesD 1874 - 62 R04 Rde4nzqMarceloNo ratings yet
- Appendix ThermodynamicsDocument50 pagesAppendix ThermodynamicsRiteshMandaliyaNo ratings yet
- Is 456 2000-Withamend-3Document137 pagesIs 456 2000-Withamend-3Muhammad HasanNo ratings yet
- Pryophoric Iron Fires: This Rapid Exothermic Oxidation With Incandescence Is Known As Pyrophoric OxidationDocument10 pagesPryophoric Iron Fires: This Rapid Exothermic Oxidation With Incandescence Is Known As Pyrophoric OxidationRao AnandaNo ratings yet
- Masterprotect 1812 TdsDocument2 pagesMasterprotect 1812 TdsIko SchyterNo ratings yet
- Modified Manganese Phosphate Conversion CoatingDocument24 pagesModified Manganese Phosphate Conversion Coatinggacm98No ratings yet
- LP Osb Sheathing SpecificationsDocument5 pagesLP Osb Sheathing SpecificationsMwaNo ratings yet
- Datasheet MH600Document2 pagesDatasheet MH600Diego Barboza PenteadoNo ratings yet
- Molecular Weight of Carbopol and PemulenDocument3 pagesMolecular Weight of Carbopol and PemulenMawarniNo ratings yet
- Acoustic Insulation MaterialsDocument11 pagesAcoustic Insulation Materialskesavaganesan58No ratings yet