Download as pdf or txt
You might also like
- Om457 501 502 904 906 926 Maintenance and Repair PDFDocument174 pagesOm457 501 502 904 906 926 Maintenance and Repair PDFcliff joggerst100% (11)
- Smacna Hvac Duct Construction Standards ScribdDocument2 pagesSmacna Hvac Duct Construction Standards ScribdMuhamad Richard Menarizki0% (2)
- Buildex Product Brochure 2222Document60 pagesBuildex Product Brochure 2222KennyNo ratings yet
- A Presentation On Web DesigningDocument22 pagesA Presentation On Web DesigningNazish Qureshi100% (1)
- Itp Structural Steel Work Erection BlogDocument6 pagesItp Structural Steel Work Erection BlogIndwell RaigarhNo ratings yet
- ISBL&OSBLDocument10 pagesISBL&OSBLvrajakisoriDasiNo ratings yet
- Tank Inspection Standard Operating Procedures PDFDocument3 pagesTank Inspection Standard Operating Procedures PDFIfroz KhanNo ratings yet
- B 84567 SB MM1 SPC ST 00 0301 - 1 - AOC - Seal Gas Mercury Guard BedDocument7 pagesB 84567 SB MM1 SPC ST 00 0301 - 1 - AOC - Seal Gas Mercury Guard BedpragatheeskNo ratings yet
- Form Comisionig&Performance Conveyor TestDocument2 pagesForm Comisionig&Performance Conveyor Testariyanagung29No ratings yet
- Tank Fabrication & ErectionDocument72 pagesTank Fabrication & ErectionPramod GrNo ratings yet
- Sakuti Method - Statement - For - HRSG - Works CrsherDocument32 pagesSakuti Method - Statement - For - HRSG - Works CrsherMIL RABNo ratings yet
- Annex 7-2 Deviation ListDocument3 pagesAnnex 7-2 Deviation Listabdullah amanullahNo ratings yet
- Form PENETRANT TEST REPORTDocument1 pageForm PENETRANT TEST REPORTDadang TrifiantoNo ratings yet
- Testing and CommisioningDocument2 pagesTesting and CommisioningKrishna PatilNo ratings yet
- Gambar Sistem Proses Pembuatan BiodieselDocument1 pageGambar Sistem Proses Pembuatan BiodieselAkmal HanifNo ratings yet
- Commissioning RRDocument32 pagesCommissioning RRAinur Bamol NamsembilanNo ratings yet
- BW Filmfill EngDocument4 pagesBW Filmfill EngkylegazeNo ratings yet
- ITP Plan For Piping Erection - Rev3Document35 pagesITP Plan For Piping Erection - Rev3Dwikappa Asri UtamaNo ratings yet
- CP PT TTI (Jan 2018) New PDFDocument38 pagesCP PT TTI (Jan 2018) New PDFHaryadiNo ratings yet
- 29H-YM English PDFDocument108 pages29H-YM English PDFdeni subandiNo ratings yet
- Hydrostatic Pressure Test Report External Pipeline & Main Pipe Complete With Ferrule and Communication PipeDocument2 pagesHydrostatic Pressure Test Report External Pipeline & Main Pipe Complete With Ferrule and Communication PipeRohmat HidayatNo ratings yet
- 启动锅炉说明书Auxiliary boiler manualDocument32 pages启动锅炉说明书Auxiliary boiler manualAr Riaz100% (1)
- Method of Statement Boiler Hous FoundationDocument16 pagesMethod of Statement Boiler Hous FoundationSetia EdiNo ratings yet
- LSM Product Flyer 2021Document4 pagesLSM Product Flyer 2021JohnsonNo ratings yet
- GK04-SM-6P-00-202 Rev.B Steel Structure Erection ProcedureDocument15 pagesGK04-SM-6P-00-202 Rev.B Steel Structure Erection ProcedureElias EliasNo ratings yet
- Material Return Form: (Time: ...... : ...... ) 24 HoursDocument1 pageMaterial Return Form: (Time: ...... : ...... ) 24 HoursAbdul FaqihNo ratings yet
- SikaBit W-15 Page 1 - 39Document52 pagesSikaBit W-15 Page 1 - 39Keesh RonoloNo ratings yet
- HRSG Erection ProcedureDocument87 pagesHRSG Erection Procedurepedro13761No ratings yet
- Cp12 Pps 3274c Me Ds 001 Data Sheet Hvac Sunyaragi Rev.0Document1 pageCp12 Pps 3274c Me Ds 001 Data Sheet Hvac Sunyaragi Rev.0Triana Rosma Fikriyati DinaNo ratings yet
- Ns1-18ha-M-jee-1004.Work Plan Procedure For Erection of Top Girders of Boiler Steel Structure (On Shore M& e Erection Portion) .Part1Document25 pagesNs1-18ha-M-jee-1004.Work Plan Procedure For Erection of Top Girders of Boiler Steel Structure (On Shore M& e Erection Portion) .Part1namdq-1No ratings yet
- Boq Pekerjaan Pondasi 500 KV Lot 1.: Foundation For 500 KV Two Circuit TowersDocument8 pagesBoq Pekerjaan Pondasi 500 KV Lot 1.: Foundation For 500 KV Two Circuit TowersErick SavrinaldoNo ratings yet
- P-16002 Ciculatiing Water Pump (CWP) REFURBISH/ REPAIR PUMP PARTS SURYSA SAKTI SUKSESDocument95 pagesP-16002 Ciculatiing Water Pump (CWP) REFURBISH/ REPAIR PUMP PARTS SURYSA SAKTI SUKSESSales SssNo ratings yet
- Jms Site Preparation - RGTP p20220019 Esb Con Jms 9243 0013Document11 pagesJms Site Preparation - RGTP p20220019 Esb Con Jms 9243 0013amir hakimNo ratings yet
- Cleaning Economizer PDFDocument1 pageCleaning Economizer PDFsijinjoyNo ratings yet
- RQMS PF 100 - Daily Site DiaryDocument2 pagesRQMS PF 100 - Daily Site DiaryMaheshwor Man JoshiNo ratings yet
- V75 GF - Viton 75 Type GF Material Data SheetDocument1 pageV75 GF - Viton 75 Type GF Material Data Sheetseeralan_1986No ratings yet
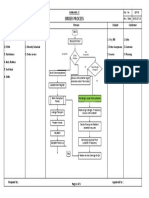
- Order Process: Annexure - CDocument1 pageOrder Process: Annexure - Cdaniel_sasikumarNo ratings yet
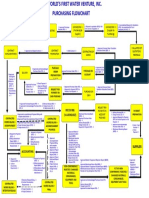
- Purchasing Flowchart FinalDocument1 pagePurchasing Flowchart FinalSpex AbrogarNo ratings yet
- Updated QAQC FormatDocument16 pagesUpdated QAQC FormatAkash Singh TomarNo ratings yet
- SL - No Description of Activity Inspection by Records Remark SUB Vendor Vendor Oif/Tpia 1Document2 pagesSL - No Description of Activity Inspection by Records Remark SUB Vendor Vendor Oif/Tpia 1Suraj ShettyNo ratings yet
- RFI Chipping & PaddingDocument80 pagesRFI Chipping & Paddingcrys suryo prayogoNo ratings yet
- Shedule Work: Proyek Jasa Konstruksi Revitalisasi Terminal LPG Arun (Rtla) Lhokseumawe, AcehDocument1 pageShedule Work: Proyek Jasa Konstruksi Revitalisasi Terminal LPG Arun (Rtla) Lhokseumawe, AcehEdy D'archee100% (1)
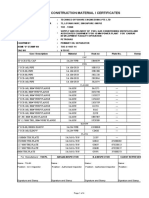
- List of Construction Material / CertificatesDocument4 pagesList of Construction Material / CertificatesHanuman RaoNo ratings yet
- SOW Fabrikasi C-335-01 - 19.116.1Document1 pageSOW Fabrikasi C-335-01 - 19.116.1AlfanNo ratings yet
- PHR-PP-QC-GG-002 QAQC ProceduresDocument16 pagesPHR-PP-QC-GG-002 QAQC Proceduresmashari budiNo ratings yet
- 10 Juni 2020: Mild Steel: Gmaw / 3F: Asme Viii: Penetrant Test ReportDocument2 pages10 Juni 2020: Mild Steel: Gmaw / 3F: Asme Viii: Penetrant Test ReportDadang TrifiantoNo ratings yet
- $gatra: To Date Ftom No. NoDocument6 pages$gatra: To Date Ftom No. NoAndreas SchlagerNo ratings yet
- DLT 852-2016 enDocument75 pagesDLT 852-2016 enWinnjone YinNo ratings yet
- KP 15015026-15015028Document98 pagesKP 15015026-15015028bagasNo ratings yet
- SILO Crane 184 (70 Ton)Document7 pagesSILO Crane 184 (70 Ton)dvggfdhdbdfvbNo ratings yet
- Provision of EPCI Services For EPCIC Sidayu Wellhead Platforms and Pipelines Sidayu Field DevelopmentDocument7 pagesProvision of EPCI Services For EPCIC Sidayu Wellhead Platforms and Pipelines Sidayu Field Developmentriandi100% (1)
- (KPCC) Sop - Gas BoosterDocument12 pages(KPCC) Sop - Gas BoosterWindy Nitaejun HorvejkulNo ratings yet
- 4 Boiler PDFDocument175 pages4 Boiler PDFRahmadhani Putri Masdar100% (1)
- ROS-020 Edition 2015 Rev 00-2015 - Scaffold PDFDocument24 pagesROS-020 Edition 2015 Rev 00-2015 - Scaffold PDFFayaz MohammedNo ratings yet
- Area Handover FormDocument1 pageArea Handover FormsivagaaneshNo ratings yet
- Sop-Pemasangan Spectacle BlindDocument5 pagesSop-Pemasangan Spectacle BlindRidwan PradityaNo ratings yet
- LINE 100 RFQ CV 004 - Requisition Steel Structure ErectionDocument97 pagesLINE 100 RFQ CV 004 - Requisition Steel Structure ErectionACHMAD.KAMALNo ratings yet
- Catalogue Liontray PDFDocument60 pagesCatalogue Liontray PDFMEKANIK ELODA100% (2)
- Prosedur Penetran TestingDocument11 pagesProsedur Penetran TestingIkhsan DalimuntheNo ratings yet
- Pengantar Dfki Pipa: Ediman Hotman Ir. MMBAT., DPL - SMDocument15 pagesPengantar Dfki Pipa: Ediman Hotman Ir. MMBAT., DPL - SMMulYadi100% (1)
- ITP For EDGDocument6 pagesITP For EDGmuraliNo ratings yet
- Proc. Surface Prep. & Painting Pt. HAMON - CommentDocument22 pagesProc. Surface Prep. & Painting Pt. HAMON - CommentDjokoNo ratings yet
- Afton Chemical Asia Pte LTD Project Lion - Phase 2 Singapore Preparation of Inspection and Test Plan For Storage Tanks Fabrication & ErectionDocument28 pagesAfton Chemical Asia Pte LTD Project Lion - Phase 2 Singapore Preparation of Inspection and Test Plan For Storage Tanks Fabrication & ErectionIsprotec IngenieriaNo ratings yet
- Aquastore Edgecoat II Data Sheet - 1901 Web VersionDocument2 pagesAquastore Edgecoat II Data Sheet - 1901 Web VersionDjokoNo ratings yet
- Procedure Handling Pt. HamonDocument7 pagesProcedure Handling Pt. HamonDjokoNo ratings yet
- Proc. Surface Prep. & Painting Pt. HAMON - CommentDocument22 pagesProc. Surface Prep. & Painting Pt. HAMON - CommentDjokoNo ratings yet
- ITP Fuel Fillter (J-1001) Rev10+Document9 pagesITP Fuel Fillter (J-1001) Rev10+DjokoNo ratings yet
- Pt. Tuban Steel Work: Minutes of MeetingDocument3 pagesPt. Tuban Steel Work: Minutes of MeetingDjokoNo ratings yet
- A667Document6 pagesA667IjabiNo ratings yet
- Australian StandardDocument13 pagesAustralian StandardoliverNo ratings yet
- OSCAR - E - V6 Oscar MP3 Player User ManualDocument22 pagesOSCAR - E - V6 Oscar MP3 Player User ManualGurkan120% (1)
- Authentication On The Cisco IronPortDocument9 pagesAuthentication On The Cisco IronPortJean ChristianNo ratings yet
- Question Bank PDFDocument996 pagesQuestion Bank PDFachilllleNo ratings yet
- The ISO/IEC 9126 Quality StandardDocument2 pagesThe ISO/IEC 9126 Quality Standardsujitha14No ratings yet
- Led Wall Mount 345079 Ffs AenDocument4 pagesLed Wall Mount 345079 Ffs AenbudituxNo ratings yet
- Info Causal Analysis PDFDocument5 pagesInfo Causal Analysis PDFkenayetNo ratings yet
- Grating Design DataDocument2 pagesGrating Design DataericastorgalucoNo ratings yet
- Understanding UPS Overload CapabilitiesDocument19 pagesUnderstanding UPS Overload Capabilitiestllmal002No ratings yet
- Shaffer ShpericalDocument11 pagesShaffer Shpericaljeinerdt100% (1)
- MQX Rtos PDFDocument23 pagesMQX Rtos PDFcadornetti100% (1)
- Chapter 9 Spur Gear DesignDocument31 pagesChapter 9 Spur Gear DesignRamesh Martha100% (1)
- Auto Levelling in SpinningDocument81 pagesAuto Levelling in SpinningArihara Sudhan73% (11)
- 5890 000 SP 5103 001 - A PDFDocument164 pages5890 000 SP 5103 001 - A PDFrazormeback100% (2)
- QRC Nfpa 7 08Document2 pagesQRC Nfpa 7 08TUZERONo ratings yet
- WebsphereDocument113 pagesWebsphereragu9999No ratings yet
- Minitec Sintering TechnologyDocument0 pagesMinitec Sintering TechnologyUki Alfa RomeoNo ratings yet
- Altair License Server 10.0 Quick Install GuideDocument6 pagesAltair License Server 10.0 Quick Install Guidemohammad1361No ratings yet
- TMP 1670308850Document62 pagesTMP 1670308850shikha GoyalNo ratings yet
- Air-O-Matic InstructionsDocument9 pagesAir-O-Matic Instructionsramb109No ratings yet
- 2016 CV Abd El RahmanDocument2 pages2016 CV Abd El RahmanAhmed FaragNo ratings yet
- Section 7 Uniform Load Test: PurposeDocument2 pagesSection 7 Uniform Load Test: PurposeThanhNNNo ratings yet
- Awnot 088 Awrg 2.0Document76 pagesAwnot 088 Awrg 2.0fahadNo ratings yet
- Chapter: 4.5 Types of Network Topic: 4.5.1 Peer To Peer NetworkDocument5 pagesChapter: 4.5 Types of Network Topic: 4.5.1 Peer To Peer NetworkETL LABSNo ratings yet
- The Evaluation of Vehicle Vibration and SeatsDocument7 pagesThe Evaluation of Vehicle Vibration and Seatsiqbal_1987No ratings yet
- GSM & WCDMA Paging Load LAC Split GuidelineDocument10 pagesGSM & WCDMA Paging Load LAC Split GuidelineSangwani Nyirenda100% (1)