Download as pdf or txt
You might also like
- IATF 16949:2016 Audit Guide and Checklist 2nd EditionFrom EverandIATF 16949:2016 Audit Guide and Checklist 2nd EditionRating: 4.5 out of 5 stars4.5/5 (10)
- AIAG and VDA FMEA Handbook Apr 4 2019-1Document16 pagesAIAG and VDA FMEA Handbook Apr 4 2019-1Rudiney Trombetta88% (16)
- SWIGGYDocument33 pagesSWIGGYHritik Chaurasia76% (25)
- AIAG-VDA Design FMEA For PractitionersDocument256 pagesAIAG-VDA Design FMEA For PractitionersMoham'medAlthafAs'lam100% (7)
- Quality Management Iso9001:2015 Changes: A Guide to ImplementationFrom EverandQuality Management Iso9001:2015 Changes: A Guide to ImplementationRating: 5 out of 5 stars5/5 (1)
- Earned Value Management: Fast Start Guide: The Most Important Methods and Tools for an Effective Project ControlFrom EverandEarned Value Management: Fast Start Guide: The Most Important Methods and Tools for an Effective Project ControlRating: 5 out of 5 stars5/5 (2)
- VDA Volume Assessment of Quality Management Methods Guideline 1st Edition November 2017 Online-DocumentDocument36 pagesVDA Volume Assessment of Quality Management Methods Guideline 1st Edition November 2017 Online-DocumentR JNo ratings yet
- Hair DryerDocument27 pagesHair Dryerjazzyblue100% (2)
- Vda 6-1 Quality System AuditDocument219 pagesVda 6-1 Quality System AuditRetzler Ronald67% (12)
- Scholastic Number Tales 6Document19 pagesScholastic Number Tales 6Nguyen Duy100% (3)
- The New Standard To Analyse Risks Within The Automotive Supply ChainDocument8 pagesThe New Standard To Analyse Risks Within The Automotive Supply ChainYoga AdiNo ratings yet
- Project Plan AnalysisDocument13 pagesProject Plan AnalysisMaria GuerraNo ratings yet
- Introduction To AIAGDocument9 pagesIntroduction To AIAGAngelo ZerellaNo ratings yet
- Core ToolsDocument15 pagesCore ToolsUn-peu de-tout100% (1)
- Core Tools in AutomotiveDocument16 pagesCore Tools in AutomotiveDiana Ardelean-BugariuNo ratings yet
- FMEA Explained - 2021 GuideDocument15 pagesFMEA Explained - 2021 GuideMiguel RiusNo ratings yet
- Is RBT The New TQMDocument3 pagesIs RBT The New TQMroshan.gajeenkarNo ratings yet
- GS-0002D, Design FMEADocument26 pagesGS-0002D, Design FMEAmesa142100% (1)
- Preventive Action & FMEA: WelcomeDocument8 pagesPreventive Action & FMEA: WelcomeBatregzen KhayankhyarvaaNo ratings yet
- An Improved Method of Failure Mode Analysis For Design ChangesDocument7 pagesAn Improved Method of Failure Mode Analysis For Design ChangesVenumadhav TangiralaNo ratings yet
- FMEADocument9 pagesFMEAVinay Kumar KumarNo ratings yet
- Defect Tracking and Management: Best Practices by Gabriel RodriguezDocument18 pagesDefect Tracking and Management: Best Practices by Gabriel RodriguezSrinivas Reddy GNo ratings yet
- Has Introduced The First International Guide On Failure Mode and Effects Analysis (FMEA)Document2 pagesHas Introduced The First International Guide On Failure Mode and Effects Analysis (FMEA)Ionut Eduard100% (2)
- Minor Project (Research Report)Document50 pagesMinor Project (Research Report)Atul DahiyaNo ratings yet
- 2021-09-30 VDA-MLA Yellow VolumeDocument119 pages2021-09-30 VDA-MLA Yellow VolumeDiego AlonsoNo ratings yet
- Are The Tools That Help Us Greatly Reduce Quality Problems in The Launch of New Products Apqp & CP, Amef, Control Plan, SPC, R & R and PpapDocument4 pagesAre The Tools That Help Us Greatly Reduce Quality Problems in The Launch of New Products Apqp & CP, Amef, Control Plan, SPC, R & R and PpapSergio Cristobal Bonilla CegadorNo ratings yet
- Aiag Fmea TrainingDocument10 pagesAiag Fmea TrainingJohn OoNo ratings yet
- Publisher Namespringer, London Print Isbn978-1-84882-471-3 Online Isbn978-1-84882-472-0 Ebook PackagesDocument3 pagesPublisher Namespringer, London Print Isbn978-1-84882-471-3 Online Isbn978-1-84882-472-0 Ebook PackagesEva WatiNo ratings yet
- e74ca666-8ced-4328-803c-dc1b17e07782Document35 pagese74ca666-8ced-4328-803c-dc1b17e07782Diego MatillaNo ratings yet
- How FMEAs Can Be The Cornerstone of ISO 2001 2015 CompliantDocument5 pagesHow FMEAs Can Be The Cornerstone of ISO 2001 2015 CompliantchevroletNo ratings yet
- Design, Structural Analysis and D-FMEA of Automobile Manual Transmission Gear-BoxDocument32 pagesDesign, Structural Analysis and D-FMEA of Automobile Manual Transmission Gear-BoxAtul DahiyaNo ratings yet
- Introduction To FMEADocument57 pagesIntroduction To FMEAypo41956No ratings yet
- FMEA NC e BookDocument37 pagesFMEA NC e BookDiana GîngioveanuNo ratings yet
- Risk Analysis Method: FMEA/FMECA in The OrganizationsDocument9 pagesRisk Analysis Method: FMEA/FMECA in The OrganizationsrusitadianNo ratings yet
- Design Failure Mode Effect Analysis of A Centrifugal Oil Cleaner and Plan For Validation of The DfmeaDocument8 pagesDesign Failure Mode Effect Analysis of A Centrifugal Oil Cleaner and Plan For Validation of The DfmeaEfren RodríguezsNo ratings yet
- EU MDR FlyerDocument12 pagesEU MDR FlyermrudhulrajNo ratings yet
- Failure Modes and Effects AnalysisDocument5 pagesFailure Modes and Effects AnalysisBoBo KyawNo ratings yet
- A Case Study: A Process FMEA Tool To Enhance Quality and Efficiency of Manufacturing IndustryDocument8 pagesA Case Study: A Process FMEA Tool To Enhance Quality and Efficiency of Manufacturing IndustryBONFRINGNo ratings yet
- Literature Review On FmeaDocument7 pagesLiterature Review On Fmeaxjcwzfrif100% (1)
- VDA6Document229 pagesVDA6Louie_197973% (11)
- Design FMEADocument77 pagesDesign FMEAAnil DwivediNo ratings yet
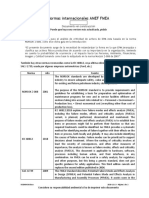
- Normas AMEF FMEA Ver 01Document2 pagesNormas AMEF FMEA Ver 01jose EscobarNo ratings yet
- VDA 6-EnDocument136 pagesVDA 6-Enjc_barbosa100% (1)
- Failure Modes and Effects Analysis (Fmea) : Mechanical Engineering, September 1993Document5 pagesFailure Modes and Effects Analysis (Fmea) : Mechanical Engineering, September 1993JeevanNo ratings yet
- 20 - Continual ImprovementDocument58 pages20 - Continual Improvementalhusseinahmed34No ratings yet
- Ebook Handbook of Software Quality Assurance.9781596931862.35996 Split 1Document29 pagesEbook Handbook of Software Quality Assurance.9781596931862.35996 Split 1Laura IvanNo ratings yet
- GS-0002D, Design FMEA Aug. 2009 Latest 1 C015464Document35 pagesGS-0002D, Design FMEA Aug. 2009 Latest 1 C015464gouri67No ratings yet
- Cse576Document7 pagesCse576Ambreen AroraNo ratings yet
- Core Tools PDFDocument3 pagesCore Tools PDFR.BalasubramaniNo ratings yet
- Utilization of Six Sigma (DMAIC) Approach For Reducing Casting DefectsDocument11 pagesUtilization of Six Sigma (DMAIC) Approach For Reducing Casting DefectsUNITED CADDNo ratings yet
- Fmea VviDocument52 pagesFmea VviBobby Edwin100% (2)
- LCE Line Performance OptimizationDocument2 pagesLCE Line Performance OptimizationAnthony CollierNo ratings yet
- Analysis PhaseDocument10 pagesAnalysis PhaseRaj CircleNo ratings yet
- Book Series Increasing Productivity of Software Development, Part 2: Management Model, Cost Estimation and KPI ImprovementFrom EverandBook Series Increasing Productivity of Software Development, Part 2: Management Model, Cost Estimation and KPI ImprovementNo ratings yet
- FMEA Failure Modes Effects Analysis A Complete Guide - 2020 EditionFrom EverandFMEA Failure Modes Effects Analysis A Complete Guide - 2020 EditionNo ratings yet
- Earned Value Management: 60 Minutes Compact Knowledge: The Best Methods and Tools to Keep Your Project Under ControlFrom EverandEarned Value Management: 60 Minutes Compact Knowledge: The Best Methods and Tools to Keep Your Project Under ControlRating: 5 out of 5 stars5/5 (1)
- FMEA konkret: Preventive risk analysis concretely with FMEA plus. The series of successful developers, trainers and presenters.From EverandFMEA konkret: Preventive risk analysis concretely with FMEA plus. The series of successful developers, trainers and presenters.No ratings yet
- Engineering Documentation Control / Configuration Management Standards ManualFrom EverandEngineering Documentation Control / Configuration Management Standards ManualNo ratings yet
- First Letter ( Booy ) Name (Star)Document49 pagesFirst Letter ( Booy ) Name (Star)prasathm873900No ratings yet
- Structure Analysis (3) Function AnalysisDocument6 pagesStructure Analysis (3) Function Analysisprasathm873900No ratings yet
- Cost Volume Profit AnalysisDocument0 pagesCost Volume Profit Analysisprasathm873900No ratings yet
- The Malcolm Baldrige National Quality Award The Malcolm Baldrige National Quality AwardDocument20 pagesThe Malcolm Baldrige National Quality Award The Malcolm Baldrige National Quality Awarddbcl2001ucNo ratings yet
- BOLTER, Jay David. Writing Space Computers, Hypertext, and Remediation of PrintDocument4 pagesBOLTER, Jay David. Writing Space Computers, Hypertext, and Remediation of PrintGiovanna GuimarãesNo ratings yet
- Class 2 PPT 1 Unit 1Document83 pagesClass 2 PPT 1 Unit 1ece Ms.G.Bhargavi100% (1)
- VMC On Aws Getting StartedDocument100 pagesVMC On Aws Getting StartedVel_st100% (1)
- A HadithsDocument23 pagesA Hadithsmeerub15faisalNo ratings yet
- Sivadevi A - P Sivalingam V CIMB Bank BHDDocument31 pagesSivadevi A - P Sivalingam V CIMB Bank BHDAmira Saqinah M. ZainiNo ratings yet
- 9 EeeDocument82 pages9 EeeRiya AgrawalNo ratings yet
- PR 2 ExamDocument2 pagesPR 2 ExamAbegail Panang75% (4)
- Scales For Psychosis ManyDocument47 pagesScales For Psychosis ManyDavid NaranjoNo ratings yet
- ZaslawDocument23 pagesZaslawRamiro Vera SepulvedaNo ratings yet
- New Frontiers WB 1Document5 pagesNew Frontiers WB 1Muhammad FirdausNo ratings yet
- RupDocument52 pagesRupmojtaba7No ratings yet
- 1.1 The Role of Imagination in Narrative Construction-2Document21 pages1.1 The Role of Imagination in Narrative Construction-2RainforestLeadership MccaNo ratings yet
- Stephen SONDEM NATIONAL HUMAN RIGHTS INSTITUTIONS - THE GHANAIAN EXPERIENCEDocument17 pagesStephen SONDEM NATIONAL HUMAN RIGHTS INSTITUTIONS - THE GHANAIAN EXPERIENCECentre for Regional Policy Research and Cooperation StudiorumNo ratings yet
- Collection of Powerful Breathing TechniquesDocument25 pagesCollection of Powerful Breathing Techniquesdarshana shahNo ratings yet
- Production Possibilities Frontiers: Antu Panini Murshid - Principles of MacroeconomicsDocument17 pagesProduction Possibilities Frontiers: Antu Panini Murshid - Principles of MacroeconomicslonlinnessNo ratings yet
- Time and WorkDocument7 pagesTime and Work18BCS4038- KAVYADHARSINI P0% (1)
- Surait, Pearlene Joy S. FS2 Activity 2Document10 pagesSurait, Pearlene Joy S. FS2 Activity 2Pearlene Joy SuraitNo ratings yet
- Fermats Last Theorem PDFDocument2 pagesFermats Last Theorem PDFMelanie0% (2)
- Danfoss 103 Easy User GuideDocument2 pagesDanfoss 103 Easy User GuidePaul JonesNo ratings yet
- Anatomi CT Scan ThoraxDocument23 pagesAnatomi CT Scan ThoraxMaria WahyuningsihNo ratings yet
- Astrology DictionaryDocument416 pagesAstrology Dictionarymarian golea100% (1)
- Top 5 Customer ComplaintsDocument2 pagesTop 5 Customer ComplaintsNasir BukhariNo ratings yet
- 1Document47 pages1Lehleh HiiNo ratings yet
- Complex L-8Document64 pagesComplex L-8Anindya Vikram SinghNo ratings yet
- Bound by DesireDocument5 pagesBound by DesireHannaNo ratings yet
- Al JarreauDocument11 pagesAl JarreauTasto BiancoNo ratings yet
- Support Material Learning Activity 1: Aspects Vocabulary ExamplesDocument9 pagesSupport Material Learning Activity 1: Aspects Vocabulary ExamplesEmmanuel Campos OsorioNo ratings yet
- Esteban v. Prince William Cnty, 4th Cir. (2001)Document2 pagesEsteban v. Prince William Cnty, 4th Cir. (2001)Scribd Government DocsNo ratings yet