Download as pdf or txt
You might also like
- Mollier Chart WaterDocument1 pageMollier Chart Waterchouchou575% (8)
- V8-900 Man PDFDocument4 pagesV8-900 Man PDFvictor baccaNo ratings yet
- SBV-SBVD Eng 120724 1Document6 pagesSBV-SBVD Eng 120724 1SeresdfrtNo ratings yet
- Oisd STD 120Document35 pagesOisd STD 120Seresdfrt75% (4)
- On-Highway Power: Series 60 EXPORT - Truck 14 L 525 BHP at 1800 R/min - 1850 LB FTDocument2 pagesOn-Highway Power: Series 60 EXPORT - Truck 14 L 525 BHP at 1800 R/min - 1850 LB FTRamonNo ratings yet
- CX200 Sales Spec Sheet (Euro 5) R09Document2 pagesCX200 Sales Spec Sheet (Euro 5) R09RobertNo ratings yet
- Multi-Fuel Mobile Power GenerationDocument4 pagesMulti-Fuel Mobile Power Generationjpablop12No ratings yet
- ROOFTOP - TEMPBLUE - 20210210 - Opt - Ficha TécnicaDocument4 pagesROOFTOP - TEMPBLUE - 20210210 - Opt - Ficha TécnicaPablo Andres Espin MartinNo ratings yet
- 2 Propulsive PowerDocument19 pages2 Propulsive PowerKumar AnshNo ratings yet
- Msh07crn1 Msh07hrn1 Msh09crn1 Msh09hrn1 Msh12crn1 Msh12hrn1Document359 pagesMsh07crn1 Msh07hrn1 Msh09crn1 Msh09hrn1 Msh12crn1 Msh12hrn1Stefan StanchevNo ratings yet
- Hisense Single Split Unit 2018-2019Document6 pagesHisense Single Split Unit 2018-2019Tuấn NguyễnNo ratings yet
- Rl04500-D-eqd-0001-00 SPMT Power Pack Unit z350 Da-Rl4500Document1 pageRl04500-D-eqd-0001-00 SPMT Power Pack Unit z350 Da-Rl4500Muhammad Reza PutraNo ratings yet
- Steam and Energy Systems PDFDocument264 pagesSteam and Energy Systems PDFragulNo ratings yet
- Kruger Ventilation Industries Pte LTD No. 17 Tuas Avenue 10 Singapore 639141 Tel: +65 6861 1577 Fax: +65 6861 3577 Date Company Attention Project Reference NotesDocument1 pageKruger Ventilation Industries Pte LTD No. 17 Tuas Avenue 10 Singapore 639141 Tel: +65 6861 1577 Fax: +65 6861 3577 Date Company Attention Project Reference NotesHiei ArshavinNo ratings yet
- 320Document61 pages320Rashid Mahmood JaatNo ratings yet
- Vedlikeholds Skjema Cat 3500 A, B Og C Cat Vs Pon Power 5 20Document7 pagesVedlikeholds Skjema Cat 3500 A, B Og C Cat Vs Pon Power 5 20Deividas BNo ratings yet
- EN - Inverter Split System Model EXH09HL1W PDFDocument62 pagesEN - Inverter Split System Model EXH09HL1W PDFIdenilson SilvaNo ratings yet
- 2015 Power Sections Catalog PDFDocument274 pages2015 Power Sections Catalog PDFAnonymous VNu3ODGavNo ratings yet
- DG SetDocument4 pagesDG SetabhishitewariNo ratings yet
- ZOOMLION ZE215E Crawler ExcavatorDocument2 pagesZOOMLION ZE215E Crawler Excavatorcesarmroldan100% (2)
- Part Load Fuel Consumption Wastegates Set For Continuous Power RatingDocument1 pagePart Load Fuel Consumption Wastegates Set For Continuous Power RatingJuly E. Maldonado M.No ratings yet
- AD 61 - 55 Retarder: Technical SpecificationsDocument8 pagesAD 61 - 55 Retarder: Technical SpecificationsStiven Martinez ValenciaNo ratings yet
- The 8 Series Utility Range: What Do You Integrate?Document4 pagesThe 8 Series Utility Range: What Do You Integrate?Asad AijazNo ratings yet
- 6cta8 3-C215Document5 pages6cta8 3-C215Gabriel FigueredoNo ratings yet
- Ygnis Ingl+ S Multiflam 170.1-200.1Document24 pagesYgnis Ingl+ S Multiflam 170.1-200.1DihorulNo ratings yet
- RCU - Series Upblast Centrifugal Roof Exhaust FanDocument4 pagesRCU - Series Upblast Centrifugal Roof Exhaust FanStephanie GregasNo ratings yet
- Power To Get Your Yacht Up To Speed.: MAN Nutzfahrzeuge GroupDocument4 pagesPower To Get Your Yacht Up To Speed.: MAN Nutzfahrzeuge GroupAbrham B. GMNo ratings yet
- Ficha TecnicaDocument1 pageFicha TecnicaJose PerezNo ratings yet
- ECOFLAM Scheda Tecnica Bruciatori Gas BLU 5000 6000 PR MDDocument20 pagesECOFLAM Scheda Tecnica Bruciatori Gas BLU 5000 6000 PR MDArun MuraliNo ratings yet
- Flow V/s Differential Pressure Calculation For Orifice Plate (EOP Oil Flow)Document2 pagesFlow V/s Differential Pressure Calculation For Orifice Plate (EOP Oil Flow)ajaycpNo ratings yet
- BPF100P5 SiiDocument4 pagesBPF100P5 Siinal FxNo ratings yet
- Split UnitDocument2 pagesSplit UnitNabil LakhalNo ratings yet
- Brochure CP Portable Compressors LRC EN 2957 0760 02Document8 pagesBrochure CP Portable Compressors LRC EN 2957 0760 02Jaime MunozNo ratings yet
- Models: G25, H25: Installation, Operation & MaintenanceDocument20 pagesModels: G25, H25: Installation, Operation & Maintenance3raulcNo ratings yet
- Spares-40 Mva, 66-33 KV TransformerDocument1 pageSpares-40 Mva, 66-33 KV TransformerislamNo ratings yet
- GE Energy: Gas Turbine (60Hz)Document2 pagesGE Energy: Gas Turbine (60Hz)Rolando Antonio Cuenca PironaNo ratings yet
- Apk 710 6P-3 1SDocument1 pageApk 710 6P-3 1Sjirachai srikumbaoNo ratings yet
- GE Energy: Gas Turbine (50hz)Document2 pagesGE Energy: Gas Turbine (50hz)Rolando Antonio Cuenca PironaNo ratings yet
- Rotor Specifications Stator Specifications Performance SpecificationsDocument1 pageRotor Specifications Stator Specifications Performance SpecificationsPaul SeatonNo ratings yet
- Sandvik DP1100: ApplicationDocument4 pagesSandvik DP1100: ApplicationAnbarasanNo ratings yet
- Garrett GT1544 454082-2 454083-2Document40 pagesGarrett GT1544 454082-2 454083-2Simo SalonenNo ratings yet
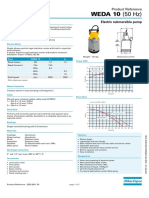
- WEDA 10 (50 HZ) : Product ReferenceDocument2 pagesWEDA 10 (50 HZ) : Product ReferenceMax JohnNo ratings yet
- Most Metres Per Pound in The Industry!: Light Weight Affordable Environmentally Friendly Safe Portable EasyDocument2 pagesMost Metres Per Pound in The Industry!: Light Weight Affordable Environmentally Friendly Safe Portable EasyIng del PeleNo ratings yet
- Ap Series 750-800kva 3PHDocument6 pagesAp Series 750-800kva 3PHsayadul mostafaNo ratings yet
- On-Highway PowerDocument2 pagesOn-Highway PowerRamonNo ratings yet
- The Effect of Well Elevation On Production in Lumut Balai FieldDocument3 pagesThe Effect of Well Elevation On Production in Lumut Balai FieldTalang AkarNo ratings yet
- Cylinder Filling Pumps For Co2 Leaflet Al1442Document4 pagesCylinder Filling Pumps For Co2 Leaflet Al1442mithun kotianNo ratings yet
- Engines: 443bhp at 1600r/min - 1623lb - FT at 1100r/min D471.953 - TruckDocument2 pagesEngines: 443bhp at 1600r/min - 1623lb - FT at 1100r/min D471.953 - TruckEduardo Chamo At100% (2)
- 85,000 Barrels Every Day!: 8L-912Y Series Standard Product SpecificationsDocument6 pages85,000 Barrels Every Day!: 8L-912Y Series Standard Product SpecificationsManuel GimenezNo ratings yet
- Need For Energy ConservasionDocument13 pagesNeed For Energy ConservasiondtexmacoNo ratings yet
- N61 1491 000 000 TPE331 10TurbopropEngine BroDocument2 pagesN61 1491 000 000 TPE331 10TurbopropEngine BroDima George100% (1)
- RunEco EP550 Datasheet 2018Document2 pagesRunEco EP550 Datasheet 2018Soundar rajanNo ratings yet
- KW-Line Condensing Units: Product Data & SpecificationsDocument20 pagesKW-Line Condensing Units: Product Data & Specificationsdhineshbabu rNo ratings yet
- SP - 925-Submersible PumpDocument11 pagesSP - 925-Submersible PumpGeoffery KivumbiNo ratings yet
- 669 LB-FT 907 N - MDocument5 pages669 LB-FT 907 N - MEmily CamilaNo ratings yet
- Gas Turbie Start Up MethodologyDocument22 pagesGas Turbie Start Up Methodologydirman dirmanNo ratings yet
- 09-12-18-24 Solar DC Air Conditioner SpecificationDocument1 page09-12-18-24 Solar DC Air Conditioner SpecificationRiyadh MirzaNo ratings yet
- EK Series Catalogue v1 SDocument4 pagesEK Series Catalogue v1 SNgân NgânNo ratings yet
- RTF4 Write-Up MetricDocument9 pagesRTF4 Write-Up MetricRaymond BalladNo ratings yet
- New Microsoft Office Excel WorksheetDocument2 pagesNew Microsoft Office Excel WorksheetDarshit GolwalaNo ratings yet
- TECHNICAL SPECIFICATIONS HF 455-575-730-900: Professional Laundry EquipmentDocument6 pagesTECHNICAL SPECIFICATIONS HF 455-575-730-900: Professional Laundry EquipmentNguyễn Đức BìnhNo ratings yet
- 01 Importance of Startup Vibration Measurements On Turbomachinery CS3 revCPDocument2 pages01 Importance of Startup Vibration Measurements On Turbomachinery CS3 revCPSeresdfrtNo ratings yet
- Elliott Rotor Dynamic Studies: ServiceDocument2 pagesElliott Rotor Dynamic Studies: ServiceSeresdfrtNo ratings yet
- 43 Turbomachinery & 30 Pump Users Symposia (Pump & Turbo 2014) September 23-25, 2014 - Houston, TX - Pumpturbo - Tamu.eduDocument10 pages43 Turbomachinery & 30 Pump Users Symposia (Pump & Turbo 2014) September 23-25, 2014 - Houston, TX - Pumpturbo - Tamu.eduSeresdfrtNo ratings yet
- Automatic Level: High PerformanceDocument2 pagesAutomatic Level: High PerformanceSeresdfrtNo ratings yet
- Motor Trending:: P-3200B Vibration As On 31/10/06Document2 pagesMotor Trending:: P-3200B Vibration As On 31/10/06SeresdfrtNo ratings yet
- Determining The Root Causes of Subsynchronous Instability Problems in Two Centrifugal CompressorsDocument12 pagesDetermining The Root Causes of Subsynchronous Instability Problems in Two Centrifugal CompressorsSeresdfrtNo ratings yet
- Place For Title: Sub-Synchronous Vibration On Centrifugal Compressor With Tilt-Pad BearingsDocument22 pagesPlace For Title: Sub-Synchronous Vibration On Centrifugal Compressor With Tilt-Pad BearingsSeresdfrtNo ratings yet
- A.2.0 DB Rotating EqptDocument33 pagesA.2.0 DB Rotating EqptSeresdfrt100% (3)
- 06 - Rubbing Detection in A Synthesis Gas CompressorDocument10 pages06 - Rubbing Detection in A Synthesis Gas CompressorSeresdfrtNo ratings yet
- 4067 0 Apr1400Document4 pages4067 0 Apr1400SeresdfrtNo ratings yet
- Oisd RP 123Document13 pagesOisd RP 123Seresdfrt100% (1)
- Dry Gas Seal Failure Due To Axial Sub-Synchronous Vibration On A Hydrogen Recycle Gas CompressorDocument20 pagesDry Gas Seal Failure Due To Axial Sub-Synchronous Vibration On A Hydrogen Recycle Gas CompressorSeresdfrtNo ratings yet
- Technical Bid T - 3560: (Note: Photo Copy of SSI / NSIC Certificate Is Not Acceptable)Document12 pagesTechnical Bid T - 3560: (Note: Photo Copy of SSI / NSIC Certificate Is Not Acceptable)SeresdfrtNo ratings yet
- Ion Exchange Chromatography-IECDocument33 pagesIon Exchange Chromatography-IECnindiya20No ratings yet
- Van Wyk CorrectionDocument3 pagesVan Wyk CorrectionAmitNo ratings yet
- TWF TozenDocument6 pagesTWF TozenAri WibowoNo ratings yet
- Task 2Document7 pagesTask 2JOSE ANDRES DE LA A AGUILARNo ratings yet
- Standard Operating Instructions FOR: Turbine-Generator Barring (Turning) Gear SystemDocument13 pagesStandard Operating Instructions FOR: Turbine-Generator Barring (Turning) Gear SystemSonratNo ratings yet
- 1 s2.0 S0272884222038500 MainDocument10 pages1 s2.0 S0272884222038500 MainArunNo ratings yet
- Design of A Two Storey Classroom Block Using Design Codes Bs 8110Document58 pagesDesign of A Two Storey Classroom Block Using Design Codes Bs 8110Cholwe Essau Mbilima100% (1)
- Week 5. ElectrochemistryDocument55 pagesWeek 5. ElectrochemistrynorsiahNo ratings yet
- Failure of Gears PDFDocument2 pagesFailure of Gears PDFTravisNo ratings yet
- Land Vibrations, Air Blast and Their Control: Be BeDocument38 pagesLand Vibrations, Air Blast and Their Control: Be BeRidwanIrhasyuarnaNo ratings yet
- Process Calculations Sample ChaptersDocument21 pagesProcess Calculations Sample ChaptersGurunath Epili50% (2)
- Ch4 PsychrometricsDocument102 pagesCh4 PsychrometricsJayant SisodiaNo ratings yet
- Made Easy Solution Test 2Document11 pagesMade Easy Solution Test 2Amritanshu SrivastavaNo ratings yet
- Power+Supply+LED+Driver+PLDC-P015A+Philips+Q552 2E+LADocument3 pagesPower+Supply+LED+Driver+PLDC-P015A+Philips+Q552 2E+LAEder LopesNo ratings yet
- The Sun and Space WeatherDocument326 pagesThe Sun and Space WeatherAyorinde T Tunde100% (4)
- A Synopsis On Study of The Weighing Machines and Weighing AutomationDocument9 pagesA Synopsis On Study of The Weighing Machines and Weighing AutomationSanjeev BaghoriyaNo ratings yet
- Physics ATP Analysis by Vasumitra GajbhiyeDocument6 pagesPhysics ATP Analysis by Vasumitra GajbhiyeBianca WoanyahNo ratings yet
- Design Note of Lvup CH-115+837Document61 pagesDesign Note of Lvup CH-115+837vishal bhardwaj100% (1)
- Ahmed Bahri Omar 1Document7 pagesAhmed Bahri Omar 1l3gsdNo ratings yet
- Key - 3577818 - 2024-05-07 08 - 07Document34 pagesKey - 3577818 - 2024-05-07 08 - 0717swabhiNo ratings yet
- Gear Box NoiseDocument3 pagesGear Box NoiseKumar SanthanamNo ratings yet
- PLD-40 Laser Diode DatasheetDocument2 pagesPLD-40 Laser Diode DatasheetİNANCNo ratings yet
- The Improved Equation of Flotation Kinetics With DelayDocument9 pagesThe Improved Equation of Flotation Kinetics With DelayIgor BobinNo ratings yet
- Ipc2012 90235Document9 pagesIpc2012 90235Marcelo Varejão CasarinNo ratings yet
- MR Dmaper PPT NewDocument21 pagesMR Dmaper PPT NewDinesh KhatriNo ratings yet
- Continuous Surface Cap Model For Geomaterial Modeling - A New Ls-Dyna Material TypeDocument16 pagesContinuous Surface Cap Model For Geomaterial Modeling - A New Ls-Dyna Material TypeeastinentNo ratings yet
- Full Papers: Modular Simulation of Fluidized Bed ReactorsDocument7 pagesFull Papers: Modular Simulation of Fluidized Bed ReactorsTysir SarhanNo ratings yet
- Honeywell - Thermostat 2455R-00820191Document25 pagesHoneywell - Thermostat 2455R-00820191hfcpowerNo ratings yet
- General Studies Week 3Document3 pagesGeneral Studies Week 3diamondNo ratings yet