Download as docx, pdf, or txt
You might also like
- Magnets Test 3rd GradeDocument4 pagesMagnets Test 3rd Gradeapi-33371151667% (3)
- Module 2 Activity No. 1Document6 pagesModule 2 Activity No. 1Benz DyNo ratings yet
- Metal RollingDocument17 pagesMetal RollingkxalxoNo ratings yet
- Bulk Deformation Processes: RollingDocument17 pagesBulk Deformation Processes: RollingEthan DanielsNo ratings yet
- MT 2nd AssignmentDocument72 pagesMT 2nd AssignmentDixitNo ratings yet
- Hot Working: Forming Can Be Divided Into Two CategoriesDocument9 pagesHot Working: Forming Can Be Divided Into Two CategoriesNelson AlvarezNo ratings yet
- Rolling FinalDocument7 pagesRolling FinalHaroon Karim BalochNo ratings yet
- Juan Fariq Marcopolo - IVC 2021 Final AssignmentDocument6 pagesJuan Fariq Marcopolo - IVC 2021 Final AssignmentJuan F MarcoNo ratings yet
- Rolling (Bulk Deformation Process)Document27 pagesRolling (Bulk Deformation Process)Kazal ArefinNo ratings yet
- Metal Working ProcessesDocument191 pagesMetal Working Processesss2mrattriNo ratings yet
- Unit - IIIDocument13 pagesUnit - IIIMechanicalNo ratings yet
- Manufacturing Assignment 3: Steel Rolling ProcessDocument5 pagesManufacturing Assignment 3: Steel Rolling ProcessSrinivasan SridharanNo ratings yet
- Introduction HotandColdProcessDocument16 pagesIntroduction HotandColdProcessRahul BajpaiNo ratings yet
- Workshop Technolgy of UDMDocument269 pagesWorkshop Technolgy of UDMRabinNo ratings yet
- Super Steel Industry..... 3Document31 pagesSuper Steel Industry..... 3erryNo ratings yet
- Metal CastingDocument28 pagesMetal CastingAngel ChanteyNo ratings yet
- Design of Dies - Unit 4Document149 pagesDesign of Dies - Unit 4210 SureshNo ratings yet
- Hot Working Processes Rolling Drawing Forging Extruding Piercing SpinningDocument26 pagesHot Working Processes Rolling Drawing Forging Extruding Piercing SpinningSarojKumarSinghNo ratings yet
- RSW BT YongDocument10 pagesRSW BT Yongfraniancis0922No ratings yet
- AnnealingDocument9 pagesAnnealingRathne AbeynayakeNo ratings yet
- Olen Sampson, Ariel Needham - Know All About Jewelry Making, Jewelry Designing and Metal Working (2012, World Technologies) - Min - Parça10Document15 pagesOlen Sampson, Ariel Needham - Know All About Jewelry Making, Jewelry Designing and Metal Working (2012, World Technologies) - Min - Parça10mare_sierraNo ratings yet
- Unit - Iii: Metal Forming ProcessesDocument63 pagesUnit - Iii: Metal Forming ProcessesRohith RoNo ratings yet
- Flow Stress or True StressDocument7 pagesFlow Stress or True StressRajshekar NagarajNo ratings yet
- Manufacturing Process 1 2Document70 pagesManufacturing Process 1 2MD Al-Amin100% (1)
- RollingDocument3 pagesRollingAhmad AnwarNo ratings yet
- Fundamentals of Metal FormingDocument9 pagesFundamentals of Metal FormingGeorge CamachoNo ratings yet
- UntitledDocument7 pagesUntitledKondwani NguletiNo ratings yet
- Metal Forming ProcessesDocument40 pagesMetal Forming ProcessesRyat AtmadjaNo ratings yet
- An Introduction To Rolling of MetalsDocument1 pageAn Introduction To Rolling of MetalsvijayakumarNo ratings yet
- AMT-Forming (Compatibility Mode)Document15 pagesAMT-Forming (Compatibility Mode)Abdulhmeed MutalatNo ratings yet
- ForgingDocument52 pagesForgingRavichandran G100% (1)
- Hot Working & Cold WorkingDocument34 pagesHot Working & Cold Workingavutu_kunduruNo ratings yet
- Pdis 105 (Elect)Document24 pagesPdis 105 (Elect)Swati PriyaNo ratings yet
- Pdis 105 (Elect)Document24 pagesPdis 105 (Elect)Swati PriyaNo ratings yet
- Hot Working of MetalsDocument27 pagesHot Working of MetalsRommel Blanco100% (1)
- 2 - Difference Between Hot and Cold Rolled SteelDocument4 pages2 - Difference Between Hot and Cold Rolled SteelAnonymous RmzEd3jANo ratings yet
- Materials QuestionsDocument30 pagesMaterials QuestionsMatheus SouzaNo ratings yet
- UNIT - I Short Notes Metal FormingDocument31 pagesUNIT - I Short Notes Metal FormingSHAIK BAJI50% (2)
- Metal ForgingDocument17 pagesMetal ForgingcemekaobiNo ratings yet
- Heat Treatment of SteelDocument3 pagesHeat Treatment of SteelKristine ReyesNo ratings yet
- Ingot ManufacturingDocument7 pagesIngot ManufacturingRamesh KuppiliNo ratings yet
- Metalurgi FisikDocument8 pagesMetalurgi FisikAgustine SetiawanNo ratings yet
- Rolling Process by AkashDeepDocument13 pagesRolling Process by AkashDeepAkash DeepNo ratings yet
- Lecture 37Document4 pagesLecture 37Dharmendra KumarNo ratings yet
- Automatic Bending Machine Report-1Document70 pagesAutomatic Bending Machine Report-1ganeshNo ratings yet
- Steel Forging: What Is The Metal Forging Process?Document11 pagesSteel Forging: What Is The Metal Forging Process?Lobna CHEBBINo ratings yet
- Unit 2 MFTDocument43 pagesUnit 2 MFTDeepak MisraNo ratings yet
- ME - 32021 Chapter (3) Hard Mold Casting ProcessesDocument26 pagesME - 32021 Chapter (3) Hard Mold Casting ProcessesWILYNo ratings yet
- Cold and Hot ForgingDocument6 pagesCold and Hot ForgingAnonymous vvO0nZWflrNo ratings yet
- Rolling of Metals: Mr. Jay Vora Faculty, School of Technology, PDPU, GandhinagarDocument18 pagesRolling of Metals: Mr. Jay Vora Faculty, School of Technology, PDPU, GandhinagarAdityasinh Desai100% (1)
- We Now Consider Some of These Ways and Their ConsequencesDocument6 pagesWe Now Consider Some of These Ways and Their ConsequencesConnor WalshNo ratings yet
- MP Lecture Unit 3 FormingDocument21 pagesMP Lecture Unit 3 Formingaakash sharmaNo ratings yet
- Metal Forging Is A Metal Forming Process That Involves Applying Compressive Forces To A Work Piece To Deform ItDocument8 pagesMetal Forging Is A Metal Forming Process That Involves Applying Compressive Forces To A Work Piece To Deform ItrabikmNo ratings yet
- Aircraft Materials, Construction and RepairDocument41 pagesAircraft Materials, Construction and RepairMark Jovince CardenasNo ratings yet
- Mechanical Working of Metals MaterialDocument40 pagesMechanical Working of Metals MaterialRoyalmechNo ratings yet
- AbstractDocument4 pagesAbstractneptunaNo ratings yet
- A Practical Workshop Companion for Tin, Sheet Iron, and Copper Plate Workers: Containing Rules for Describing Various Kinds of Patterns used by Tin, Sheet Iron, and Copper Plate Workers, Practical Geometry, Mensuration of Surfaces and Solids, Tables of the Weights of Metals, Lead Pipe, Tables of Areas and CircumferencesFrom EverandA Practical Workshop Companion for Tin, Sheet Iron, and Copper Plate Workers: Containing Rules for Describing Various Kinds of Patterns used by Tin, Sheet Iron, and Copper Plate Workers, Practical Geometry, Mensuration of Surfaces and Solids, Tables of the Weights of Metals, Lead Pipe, Tables of Areas and CircumferencesNo ratings yet
- Sheet Metalwork on the Farm - Containing Information on Materials, Soldering, Tools and Methods of Sheet MetalworkFrom EverandSheet Metalwork on the Farm - Containing Information on Materials, Soldering, Tools and Methods of Sheet MetalworkNo ratings yet
- The Working of Steel: Annealing, Heat Treating and Hardening of Carbon and Alloy SteelFrom EverandThe Working of Steel: Annealing, Heat Treating and Hardening of Carbon and Alloy SteelNo ratings yet
- Oxy-Acetylene Welding and Cutting: Electric, Forge and Thermit Welding together with related methods and materials used in metal working and the oxygen process for removal of carbonFrom EverandOxy-Acetylene Welding and Cutting: Electric, Forge and Thermit Welding together with related methods and materials used in metal working and the oxygen process for removal of carbonNo ratings yet
- Turbines: Engr. M. Shakeel HassanDocument40 pagesTurbines: Engr. M. Shakeel HassanArslan RaoNo ratings yet
- Institute of Southern Punjab, Multan Online Terminal Examination (Spring-20)Document2 pagesInstitute of Southern Punjab, Multan Online Terminal Examination (Spring-20)Arslan RaoNo ratings yet
- Explain in Detail All Three Methods of Analysis For The Prestressed Members Under FlexureDocument6 pagesExplain in Detail All Three Methods of Analysis For The Prestressed Members Under FlexureArslan RaoNo ratings yet
- Question No.1 Plate TectonicsDocument5 pagesQuestion No.1 Plate TectonicsArslan RaoNo ratings yet
- Steel Structures: General DetailsDocument24 pagesSteel Structures: General DetailsArslan RaoNo ratings yet
- Assignment NO.6 Rao Arslan: MCVS-021R20P-2Document9 pagesAssignment NO.6 Rao Arslan: MCVS-021R20P-2Arslan RaoNo ratings yet
- Steel Structures: Engr. Dr. Muhammad AslamDocument29 pagesSteel Structures: Engr. Dr. Muhammad AslamArslan RaoNo ratings yet
- Chemical Composition of SteelDocument7 pagesChemical Composition of SteelArslan RaoNo ratings yet
- Pre Stress LecDocument28 pagesPre Stress LecArslan RaoNo ratings yet
- Press q3 Ass 2Document5 pagesPress q3 Ass 2Arslan RaoNo ratings yet
- Hydrauic Assg1Document4 pagesHydrauic Assg1Arslan RaoNo ratings yet
- Mechanism of EarthquakeDocument7 pagesMechanism of EarthquakeArslan RaoNo ratings yet
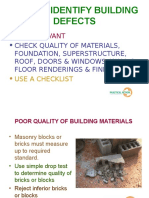
- How To Identify Building Defects: - Be ObservantDocument20 pagesHow To Identify Building Defects: - Be ObservantArslan RaoNo ratings yet
- Design Information: 1. Type of Structure 3. Reference CodesDocument8 pagesDesign Information: 1. Type of Structure 3. Reference CodesWin ThanNo ratings yet
- 螺栓接合學問大Document6 pages螺栓接合學問大Chung Hsien TsaiNo ratings yet
- KBL Valves Price List-01.03.2012Document5 pagesKBL Valves Price List-01.03.2012Munish VashisthaNo ratings yet
- Extractive MetallurgyDocument52 pagesExtractive MetallurgyMohamed TreXxNo ratings yet
- Amnd No 2 IS 6911Document16 pagesAmnd No 2 IS 6911Rakesh Soti (JSHL-QUALITY)No ratings yet
- Catalog Prolift 2010 enDocument104 pagesCatalog Prolift 2010 engigi_shmen0% (1)
- 1st Take Chem Lec MPMDocument5 pages1st Take Chem Lec MPMArabella Dela CruzNo ratings yet
- 6 +acsr+zebra+conductorDocument17 pages6 +acsr+zebra+conductorBagusIrawanSaputraNo ratings yet
- Sverker 21: Cold Work Tool SteelDocument7 pagesSverker 21: Cold Work Tool Steelcrazy dNo ratings yet
- Astm Volume 02 02Document4 pagesAstm Volume 02 02RonNo ratings yet
- Epl (Group-A) MCQDocument5 pagesEpl (Group-A) MCQGoogygooseNo ratings yet
- Trusted Protective Coatings: The Onshore Oil and Gas IndustryDocument7 pagesTrusted Protective Coatings: The Onshore Oil and Gas IndustryPretech AnandNo ratings yet
- Properties of Metals IGSCE CIE Study NotesDocument4 pagesProperties of Metals IGSCE CIE Study Notes12 kijNo ratings yet
- Hardness Conversion ChartDocument3 pagesHardness Conversion ChartShikhar KhatriNo ratings yet
- API Specification 2BDocument10 pagesAPI Specification 2Bmoonstar_dme100% (1)
- Astm A217-2007Document6 pagesAstm A217-2007Rajeev KumarNo ratings yet
- Introduction To Manufacturing Processes & Applications MCQs Part 2 - ToolsandJobsDocument6 pagesIntroduction To Manufacturing Processes & Applications MCQs Part 2 - ToolsandJobsrahmaNo ratings yet
- 3M Scotch Brite Hand Pads CRS VFN BrochureDocument4 pages3M Scotch Brite Hand Pads CRS VFN BrochuresweedldNo ratings yet
- NZTA - Protective Coatings For Steel BridgesDocument63 pagesNZTA - Protective Coatings For Steel Bridgeszinha_alNo ratings yet
- Structural Shapes: Arcelormittal International North AmericaDocument16 pagesStructural Shapes: Arcelormittal International North AmericaLeonardo SarriaNo ratings yet
- 1 and 1 Hour Fire Rated MBMA Roof SystemsDocument7 pages1 and 1 Hour Fire Rated MBMA Roof SystemsPrakash BharatiNo ratings yet
- ILL Technical Book - 3180 Deming PumpDocument8 pagesILL Technical Book - 3180 Deming PumpfzamudiolNo ratings yet
- 09 Local Indents Area Wise (New & Revised) E (1) .F.G JUL 09 Till DateDocument96 pages09 Local Indents Area Wise (New & Revised) E (1) .F.G JUL 09 Till Dateshani5573No ratings yet
- Gear Manufacturing ProcessesDocument6 pagesGear Manufacturing ProcessesSaurabh Mani90% (10)
- Comparison Between CPCC FBEC Amp CRSDDocument6 pagesComparison Between CPCC FBEC Amp CRSDSrikanth SrikantiNo ratings yet
- Hand and Portable Power ToolsDocument9 pagesHand and Portable Power ToolsvladNo ratings yet
- Sa 204Document4 pagesSa 204Raju SkNo ratings yet
- Basic Workholding TechniquesDocument112 pagesBasic Workholding TechniquesALLEN FRANCIS100% (1)
- BCM Notes Unit No. IIDocument14 pagesBCM Notes Unit No. IIMahesh RamtekeNo ratings yet