Download as pdf or txt
You might also like
- Mil HDBK 1390 - LoraDocument31 pagesMil HDBK 1390 - Lorakaiser777No ratings yet
- JSSSEH Implementation Guide 20028 - SmithDocument22 pagesJSSSEH Implementation Guide 20028 - Smith135 cashewNo ratings yet
- Quality Assurance in Translation: Standard Guide ForDocument11 pagesQuality Assurance in Translation: Standard Guide ForAhmad Zubair RasulyNo ratings yet
- Evaluating Design and Performance Characteristics of Fitness EquipmentDocument9 pagesEvaluating Design and Performance Characteristics of Fitness EquipmentAhmad Zubair RasulyNo ratings yet
- Writing A Specification For Sterilizable Peel PouchesDocument6 pagesWriting A Specification For Sterilizable Peel PouchesAhmad Zubair RasulyNo ratings yet
- Mondeo MY10 - 5Document135 pagesMondeo MY10 - 5t77100% (2)
- TI - 20190726 - SG250HX - MTBF Calculation - V11 - ENDocument4 pagesTI - 20190726 - SG250HX - MTBF Calculation - V11 - ENSAEL SOLARNo ratings yet
- CS-25 Amendment 11 - AMC 25.1309Document30 pagesCS-25 Amendment 11 - AMC 25.1309leopoldor_5100% (1)
- Ipc SM 785sDocument3 pagesIpc SM 785sWandyy GonçalvesNo ratings yet
- Mil STD 975mDocument499 pagesMil STD 975mJuan David Bolaños Aguilar100% (1)
- Dependability 3 UnlockedDocument26 pagesDependability 3 UnlockedAngelBlancoPomaNo ratings yet
- Interface control document The Ultimate Step-By-Step GuideFrom EverandInterface control document The Ultimate Step-By-Step GuideNo ratings yet
- Enteral Feeding Devices With A Retention Balloon: Standard Test Methods ForDocument7 pagesEnteral Feeding Devices With A Retention Balloon: Standard Test Methods ForAhmad Zubair RasulyNo ratings yet
- Unmanned Undersea Vehicles (UUV) Autonomy and Control: Standard Guide ForDocument24 pagesUnmanned Undersea Vehicles (UUV) Autonomy and Control: Standard Guide ForAhmad Zubair Rasuly100% (2)
- MIL-HDBK-217F N2 Parts Count AnalysisDocument13 pagesMIL-HDBK-217F N2 Parts Count AnalysisAna MarksNo ratings yet
- Lambda Predict BrochureDocument12 pagesLambda Predict BrochureMiguel NetoNo ratings yet
- WCCA GuidelinesDocument98 pagesWCCA Guidelinespatelvijay12007No ratings yet
- Reliability Allocation PDFDocument6 pagesReliability Allocation PDFDipankar Shrivastava100% (1)
- Sae Geia-Std-0008-2011Document21 pagesSae Geia-Std-0008-2011wodonit136No ratings yet
- Robot Reliability Through Fuzzy Markov M PDFDocument6 pagesRobot Reliability Through Fuzzy Markov M PDFDaniel CarvalhoNo ratings yet
- Mil HDBK 217fDocument80 pagesMil HDBK 217fb4upalaniNo ratings yet
- RCM Template3Document16 pagesRCM Template3huguer1No ratings yet
- Industry-Average Performance For Components and Initiating Events at U.S. Commercial Nuclear Power PlantsDocument421 pagesIndustry-Average Performance For Components and Initiating Events at U.S. Commercial Nuclear Power PlantsjgcadeloNo ratings yet
- Technical Specification of ItemSoftDocument13 pagesTechnical Specification of ItemSoftAnil teaserNo ratings yet
- Mil STD 470bDocument78 pagesMil STD 470bgmfrediani100% (1)
- Iaea Tecdoc 478Document298 pagesIaea Tecdoc 478daymonNo ratings yet
- Mil HDBK 217FDocument205 pagesMil HDBK 217FfrankimarceloNo ratings yet
- Uplift Behavior of Screw Anchors in Sand. I. Dry SandDocument21 pagesUplift Behavior of Screw Anchors in Sand. I. Dry Sandahmed sallamNo ratings yet
- Failure Data and RiskDocument6 pagesFailure Data and RiskmawooaNo ratings yet
- Failure and Reliability Prediction by SVMDocument8 pagesFailure and Reliability Prediction by SVMuamiranda3518No ratings yet
- Failure Modes & Effects AnalysisDocument11 pagesFailure Modes & Effects AnalysisTK5013No ratings yet
- Monday, April 15, 2013 3:26 PM: Unfiled Notes Page 1Document114 pagesMonday, April 15, 2013 3:26 PM: Unfiled Notes Page 1dialauchennaNo ratings yet
- Navsea Op3565 Navair 16-1-529 R17-V2 PDFDocument155 pagesNavsea Op3565 Navair 16-1-529 R17-V2 PDFKaren DybergNo ratings yet
- P3-04 - 1994 - Reliability of Insulators For Overhead LinesDocument8 pagesP3-04 - 1994 - Reliability of Insulators For Overhead Lineszba15811xcNo ratings yet
- 13183-Safety Management Electric 070518 v2b TagDocument83 pages13183-Safety Management Electric 070518 v2b Tagahmedhamdi731No ratings yet
- Optimal Strategy For Inspection and Repair of Structural Systems PDFDocument8 pagesOptimal Strategy For Inspection and Repair of Structural Systems PDFSai RamNo ratings yet
- Applied Sciences: Safety-Oriented System Hardware Architecture Exploration in Compliance With ISO 26262Document29 pagesApplied Sciences: Safety-Oriented System Hardware Architecture Exploration in Compliance With ISO 26262Girish KasturiNo ratings yet
- ML12044A208 Human Reliability Analysis (HRA) NRC TRAININGDocument298 pagesML12044A208 Human Reliability Analysis (HRA) NRC TRAININGnukafridiNo ratings yet
- Modulo 08 Airborne SystemsDocument78 pagesModulo 08 Airborne Systemsredxus100% (1)
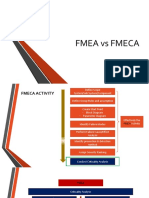
- FMEA Vs FMECADocument10 pagesFMEA Vs FMECAAndika Haris NugrohoNo ratings yet
- An Investigation of Switching Behaviors of Bimetallic-Disk ThermostatsDocument55 pagesAn Investigation of Switching Behaviors of Bimetallic-Disk Thermostatspindurs1No ratings yet
- Reliability Data of Omron ComponentsDocument1 pageReliability Data of Omron Componentsastojadin1873No ratings yet
- Advance CMOS Cell Design-Book3Document44 pagesAdvance CMOS Cell Design-Book3Melvic MacalaladNo ratings yet
- Lightning Protection AircraftDocument564 pagesLightning Protection AircraftSonali Srivastava100% (1)
- Mil-Std-1798c Mechanical Equipment and Subsystems Integrity ProgramDocument97 pagesMil-Std-1798c Mechanical Equipment and Subsystems Integrity ProgramJayjean KwakNo ratings yet
- Mil STD 704Document25 pagesMil STD 704josebrigas4530No ratings yet
- Nasa Fta 1.1Document218 pagesNasa Fta 1.1Fvsilva01No ratings yet
- Easy Access Rules AMC-20 (Amendment 8)Document553 pagesEasy Access Rules AMC-20 (Amendment 8)sandraNo ratings yet
- Electric Power Steering ReportDocument454 pagesElectric Power Steering Reportangel tomas guerrero de la rubiaNo ratings yet
- Misra 2012Document44 pagesMisra 2012Nitin GuptaNo ratings yet
- 2004-01-0784-An Innovative Method of Heating Windshield Washer Fluid For Improved Windshield Cleaning EfficiencyDocument11 pages2004-01-0784-An Innovative Method of Heating Windshield Washer Fluid For Improved Windshield Cleaning EfficiencyJicheng PiaoNo ratings yet
- Minimal Cutset Enumeration and Network Reliability Evaluation by Recursive Merge and BDDDocument6 pagesMinimal Cutset Enumeration and Network Reliability Evaluation by Recursive Merge and BDDMd. Arifur KabirNo ratings yet
- Sae Geia-Std-0010a-2018Document104 pagesSae Geia-Std-0010a-2018wodonit136100% (1)
- Research ProposalDocument2 pagesResearch ProposalBella ThomasNo ratings yet
- Handbook For V&V of Digital SystemsDocument282 pagesHandbook For V&V of Digital Systemsbruno_gallo_3No ratings yet
- Replacement, AMC & Warranty Management Solution - TallyWarmDocument12 pagesReplacement, AMC & Warranty Management Solution - TallyWarmMilansolutionsNo ratings yet
- ECSS E ST 33 11C Rev.1 (1june2017)Document77 pagesECSS E ST 33 11C Rev.1 (1june2017)iconoclasticjarheadNo ratings yet
- White Paper On MTBFDocument17 pagesWhite Paper On MTBFapi-376083450% (2)
- MTBF Calculation Flatpack2 TEC25Document6 pagesMTBF Calculation Flatpack2 TEC25santosh kumarNo ratings yet
- Reliability EngineeringDocument18 pagesReliability EngineeringSanti KunduNo ratings yet
- The Missing ManualDocument51 pagesThe Missing Manualsindhu adhiwijayaNo ratings yet
- Mil STD 756bDocument85 pagesMil STD 756bBharath BalasubramanianNo ratings yet
- Design and Performance of Pneumatic-Hydraulic Unmanned Aircraft System (UAS) Launch SystemDocument7 pagesDesign and Performance of Pneumatic-Hydraulic Unmanned Aircraft System (UAS) Launch SystemAhmad Zubair RasulyNo ratings yet
- Soft or Annealed Copper Wire: Standard Specification ForDocument5 pagesSoft or Annealed Copper Wire: Standard Specification ForAhmad Zubair RasulyNo ratings yet
- Maintenance and Development of Maintenance Manuals For Light Unmanned Aircraft System (UAS)Document8 pagesMaintenance and Development of Maintenance Manuals For Light Unmanned Aircraft System (UAS)Ahmad Zubair RasulyNo ratings yet
- Wrought Nitrogen Strengthened 11Manganese-17Chromium-3Molybdenum Low-Nickel Stainless Steel Alloy Bar and Wire For Surgical Implants (UNS S29225)Document5 pagesWrought Nitrogen Strengthened 11Manganese-17Chromium-3Molybdenum Low-Nickel Stainless Steel Alloy Bar and Wire For Surgical Implants (UNS S29225)Ahmad Zubair RasulyNo ratings yet
- Impingement of Acetabular Prostheses: Standard Test Method ForDocument5 pagesImpingement of Acetabular Prostheses: Standard Test Method ForAhmad Zubair RasulyNo ratings yet
- Assessment of Materials and Products For Declarable SubstancesDocument7 pagesAssessment of Materials and Products For Declarable SubstancesAhmad Zubair RasulyNo ratings yet
- Evaluation of Modular Connection of Proximally Fixed Femoral Hip ProsthesisDocument5 pagesEvaluation of Modular Connection of Proximally Fixed Femoral Hip ProsthesisAhmad Zubair RasulyNo ratings yet
- Low Velocity Resilient Material Projectile: Standard Specification ForDocument3 pagesLow Velocity Resilient Material Projectile: Standard Specification ForAhmad Zubair RasulyNo ratings yet
- Testing For Classical Pathway Complement Activation in Serum by Solid MaterialsDocument10 pagesTesting For Classical Pathway Complement Activation in Serum by Solid MaterialsAhmad Zubair RasulyNo ratings yet
- Design and Performance of A Light Sport Glider: Standard Specification ForDocument18 pagesDesign and Performance of A Light Sport Glider: Standard Specification ForAhmad Zubair RasulyNo ratings yet
- Measurement of Sleeping Bags: Standard Test Method ForDocument3 pagesMeasurement of Sleeping Bags: Standard Test Method ForAhmad Zubair RasulyNo ratings yet
- Installing A Protective Cementitious Liner System in Sanitary Sewer ManholesDocument4 pagesInstalling A Protective Cementitious Liner System in Sanitary Sewer ManholesAhmad Zubair RasulyNo ratings yet
- Unmanned Undersea Vehicle (UUV) Physical Payload Interface: Standard Guide ForDocument7 pagesUnmanned Undersea Vehicle (UUV) Physical Payload Interface: Standard Guide ForAhmad Zubair RasulyNo ratings yet
- Rehabilitation of A Sewer Service Lateral and Its Connection To The Main Using A One Piece Main and Lateral Cured-in-Place LinerDocument4 pagesRehabilitation of A Sewer Service Lateral and Its Connection To The Main Using A One Piece Main and Lateral Cured-in-Place LinerAhmad Zubair RasulyNo ratings yet
- Locating Leaks in Sewer Pipes Using Electro-Scan - The Variation of Electric Current Flow Through The Pipe WallDocument7 pagesLocating Leaks in Sewer Pipes Using Electro-Scan - The Variation of Electric Current Flow Through The Pipe WallAhmad Zubair RasulyNo ratings yet
- Frame Child Carriers: Standard Consumer Safety Specification ForDocument8 pagesFrame Child Carriers: Standard Consumer Safety Specification ForAhmad Zubair RasulyNo ratings yet
- Warnings On Refillable CO Cylinders Used in The Sport of PaintballDocument3 pagesWarnings On Refillable CO Cylinders Used in The Sport of PaintballAhmad Zubair RasulyNo ratings yet
- Determining Page Yield of Ink Jet Printer Cartridges - Continuous Printing MethodDocument3 pagesDetermining Page Yield of Ink Jet Printer Cartridges - Continuous Printing MethodAhmad Zubair RasulyNo ratings yet
- Design and Manufacture of Reciprocating Compression Ignition Engines For Light Sport AircraftDocument4 pagesDesign and Manufacture of Reciprocating Compression Ignition Engines For Light Sport AircraftAhmad Zubair RasulyNo ratings yet
- Physical Assault On Ventilation Grilles For Detention and Correctional FacilitiesDocument5 pagesPhysical Assault On Ventilation Grilles For Detention and Correctional FacilitiesAhmad Zubair RasulyNo ratings yet
- Expanded Metal Fence Systems For Security PurposesDocument5 pagesExpanded Metal Fence Systems For Security PurposesAhmad Zubair RasulyNo ratings yet
- Determining Net Environmental Benefit of Dispersant Use: Standard Guide ForDocument5 pagesDetermining Net Environmental Benefit of Dispersant Use: Standard Guide ForAhmad Zubair RasulyNo ratings yet
- Determining The Attenuation Properties in A Primary X-Ray Beam of Materials Used To Protect Against Radiation Generated During The Use of X-Ray EquipmentDocument3 pagesDetermining The Attenuation Properties in A Primary X-Ray Beam of Materials Used To Protect Against Radiation Generated During The Use of X-Ray EquipmentAhmad Zubair RasulyNo ratings yet
- Protective Headgear With Faceguard Used in Bull Riding: Standard Specification ForDocument5 pagesProtective Headgear With Faceguard Used in Bull Riding: Standard Specification ForAhmad Zubair RasulyNo ratings yet
- Calibration of Linear Displacement Sensor Systems Used To Measure MicromotionDocument4 pagesCalibration of Linear Displacement Sensor Systems Used To Measure MicromotionAhmad Zubair RasulyNo ratings yet
- Acf1e9b PDFDocument90 pagesAcf1e9b PDFJorge TelecomNo ratings yet
- Mcgill: Ecse 461 - Electric MachineryDocument1 pageMcgill: Ecse 461 - Electric MachineryChirag SoodNo ratings yet
- C2 MatrixDocument30 pagesC2 MatrixetilawolNo ratings yet
- 1.) AutonomyDocument1 page1.) Autonomymanoj22490No ratings yet
- Free Training On Liquified Natural Gas 2Document4 pagesFree Training On Liquified Natural Gas 2CilliaNo ratings yet
- Planning and Operational VariancesDocument4 pagesPlanning and Operational Varianceskevior2100% (1)
- Thumb Rules in Building Construction For Civil Engineers - Important Point of Civil Engineering - Construction Thumb Rules - Civil SiteDocument36 pagesThumb Rules in Building Construction For Civil Engineers - Important Point of Civil Engineering - Construction Thumb Rules - Civil SiteSandeep Kumar100% (2)
- 2.software and Hardware Requirement SpecificationDocument3 pages2.software and Hardware Requirement Specificationnaba221085No ratings yet
- Design and Implementation of A Software Result Processing and Transcript Generation SystemDocument7 pagesDesign and Implementation of A Software Result Processing and Transcript Generation SystemDinomarshal PezumNo ratings yet
- Secu5101 Computer Forensics & Cybercrime 08-09Document11 pagesSecu5101 Computer Forensics & Cybercrime 08-09David MusokeNo ratings yet
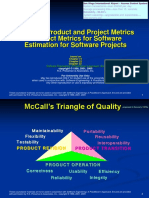
- Process, Product and Project Metrics Product Metrics For Software Estimation For Software ProjectsDocument46 pagesProcess, Product and Project Metrics Product Metrics For Software Estimation For Software ProjectsNassah AllaabNo ratings yet
- CLASS - IX Mathematics (Co-Ordinate Geometry) : Material Downloaded From - 1 / 7Document7 pagesCLASS - IX Mathematics (Co-Ordinate Geometry) : Material Downloaded From - 1 / 7Neerraj YadavNo ratings yet
- Lect - 2 - Earthquake - Resistant - Systems - Part 3Document5 pagesLect - 2 - Earthquake - Resistant - Systems - Part 3jana ShmaysemNo ratings yet
- MAD Worksheet 1Document8 pagesMAD Worksheet 1harshasingha450No ratings yet
- LCM and GCFDocument5 pagesLCM and GCFJULIA ALLANANo ratings yet
- Spell CurrencyDocument22 pagesSpell CurrencysivavilmaNo ratings yet
- Paste This Code in Your Text-Editor and Save With - ExtensionDocument9 pagesPaste This Code in Your Text-Editor and Save With - Extensionaldi iskandarNo ratings yet
- CHE3161 Semester1 2010 Solutions PDFDocument14 pagesCHE3161 Semester1 2010 Solutions PDFkumiristineNo ratings yet
- NJM4558Document4 pagesNJM4558Capuñay Diaz ChristianNo ratings yet
- Wave W125 IDocument132 pagesWave W125 Ioscarnfree100% (1)
- Flowchart ArduinoDocument4 pagesFlowchart ArduinoSeptian Citra KusumaNo ratings yet
- Welding Symbol Reference ChartDocument2 pagesWelding Symbol Reference ChartAamer MohammedNo ratings yet
- Interference Score Stroop Test-MainDocument13 pagesInterference Score Stroop Test-MainNur Indah FebriyantiNo ratings yet
- Maths HeadingDocument13 pagesMaths HeadingaanithyajerryNo ratings yet
- Catalogo Bombas y Motores Vickers PDFDocument26 pagesCatalogo Bombas y Motores Vickers PDFIvanDarioGuerreroFajardoNo ratings yet
- Agglomerative Is A Bottom-Up Technique, But Divisive Is A Top-Down TechniqueDocument8 pagesAgglomerative Is A Bottom-Up Technique, But Divisive Is A Top-Down Techniquetirth patelNo ratings yet
- Calculus Base Physics Quiz 1 To Finals 100%Document17 pagesCalculus Base Physics Quiz 1 To Finals 100%Sun Tea SeguinNo ratings yet
- 17.8.1 Lab - Design and Build A Small Network - ILMDocument5 pages17.8.1 Lab - Design and Build A Small Network - ILMMariano PereyraNo ratings yet
- Additional Practice Questions - Structural IdealisationDocument9 pagesAdditional Practice Questions - Structural IdealisationXiuming ChenNo ratings yet