Download as pdf or txt
You might also like
- 14 Samss 603 PDFDocument21 pages14 Samss 603 PDFnadeem shaikh100% (1)
- Abrasive Water Jet Machining ReportDocument27 pagesAbrasive Water Jet Machining Reportjaspal100% (2)
- Objective (MCQ) Chemical Engineering Chemical Engineering Objective Questions With Answers PDFDocument2,046 pagesObjective (MCQ) Chemical Engineering Chemical Engineering Objective Questions With Answers PDFToba100% (5)
- Optimization of Abrasive Water Jet Machining Process Parameters Using Responce Surface Method On Inconel - 188Document6 pagesOptimization of Abrasive Water Jet Machining Process Parameters Using Responce Surface Method On Inconel - 188ronNo ratings yet
- Materials Today: Proceedings: C. Joel, T. JeyapoovanDocument5 pagesMaterials Today: Proceedings: C. Joel, T. JeyapoovanPadmanabhan SNo ratings yet
- Optimization MRR of Stainless Steel 403 in Abrasive Water Jet Machining Usinganova and Taguchi MethodDocument6 pagesOptimization MRR of Stainless Steel 403 in Abrasive Water Jet Machining Usinganova and Taguchi MethodNikola MijalićNo ratings yet
- Analysis and Modeling of The Effects of Process Parameters On Specific Cutting Energy in Abrasive Waterjet CuttingDocument12 pagesAnalysis and Modeling of The Effects of Process Parameters On Specific Cutting Energy in Abrasive Waterjet CuttingАО НИИТ АО НИИТNo ratings yet
- Final Rewiew Machinability Study of Abrasive Water Jet Cutting Process On Aluminium Alloys 6083Document24 pagesFinal Rewiew Machinability Study of Abrasive Water Jet Cutting Process On Aluminium Alloys 6083Rising Against ProductionsNo ratings yet
- AbrasivewaterjetDocument7 pagesAbrasivewaterjetTony starkNo ratings yet
- A Closed-Form Expression For An Abrasive Waterjet Cutting Model For Ceramic MaterialsDocument8 pagesA Closed-Form Expression For An Abrasive Waterjet Cutting Model For Ceramic MaterialsBota NickNo ratings yet
- A Machinability Study of Kevlar-Phenolic Composites Using Abrasive Waterjet Cutting ProcessDocument8 pagesA Machinability Study of Kevlar-Phenolic Composites Using Abrasive Waterjet Cutting ProcessMohan KumarNo ratings yet
- Neural Network Approach For Optimizing Machining Parameters Of-Materials TodayDocument7 pagesNeural Network Approach For Optimizing Machining Parameters Of-Materials TodayDr Ranganathan ShanmugamNo ratings yet
- SujitDocument24 pagesSujitNehul PatilNo ratings yet
- Msa 2017052514405991Document16 pagesMsa 2017052514405991Hayet BoudjemaaNo ratings yet
- Sciencedirect: Methodology To Predict The Shape of The Tool Fabricated by Awjm ProcessDocument4 pagesSciencedirect: Methodology To Predict The Shape of The Tool Fabricated by Awjm ProcessankushNo ratings yet
- Assessment of Process Parameters in Abrasive Waterjet Cutting of GraniteDocument5 pagesAssessment of Process Parameters in Abrasive Waterjet Cutting of GranitecevherimNo ratings yet
- 11 THDocument5 pages11 THUtkarsh AnandNo ratings yet
- 16581b4a68c72c4390b8af47e1ff84baDocument13 pages16581b4a68c72c4390b8af47e1ff84babahmanNo ratings yet
- Irjet V4i5779Document6 pagesIrjet V4i5779Anonymous EnW0dyJNo ratings yet
- ProjectDocument51 pagesProjectRushikesh DandagwhalNo ratings yet
- 1 s2.0 S2212827117303487 MainDocument5 pages1 s2.0 S2212827117303487 MainSanchit Kumar KhareNo ratings yet
- Fabrication and Analysis of Micro-Pillars by Abrasive Water Jet MachiningDocument11 pagesFabrication and Analysis of Micro-Pillars by Abrasive Water Jet MachiningAnkushNo ratings yet
- Optimization of Surface Roughness and Material Removal Rate in Turning of Aisi D2Document3 pagesOptimization of Surface Roughness and Material Removal Rate in Turning of Aisi D2Fikri SiplhoNo ratings yet
- CF 2 JournalDocument6 pagesCF 2 JournaldressfeetNo ratings yet
- Materials Today: Proceedings: Yakub Iqbal Mogul, Irfan Nasir, Dr. Peter MylerDocument7 pagesMaterials Today: Proceedings: Yakub Iqbal Mogul, Irfan Nasir, Dr. Peter MylerPunit TrivediNo ratings yet
- Materials and Manufacturing ProcessesDocument6 pagesMaterials and Manufacturing ProcessesNaresh Kumar ReddyNo ratings yet
- Abrasive Water Jet Machining PDFDocument3 pagesAbrasive Water Jet Machining PDFbvnareshNo ratings yet
- A Study On Surface Roughness in Abrasive Waterjet Machining Process Using Artificial Neural Networks and Regression Analysis MethodDocument4 pagesA Study On Surface Roughness in Abrasive Waterjet Machining Process Using Artificial Neural Networks and Regression Analysis MethodronNo ratings yet
- Edge Trimming of CFRP With Diamond Interlocking Tools: SAE Technical Papers September 2006Document11 pagesEdge Trimming of CFRP With Diamond Interlocking Tools: SAE Technical Papers September 2006Anggi NandaniNo ratings yet
- Design and Fabrication of Abrasive Jet Machine: Prof. S.D. Bhalekar, Akash V. Shiras, Nayan SamgirDocument4 pagesDesign and Fabrication of Abrasive Jet Machine: Prof. S.D. Bhalekar, Akash V. Shiras, Nayan SamgirDishant ChauhanNo ratings yet
- Selection of Process Parameters in Abrasive Waterjet Cutting of TitaniumDocument6 pagesSelection of Process Parameters in Abrasive Waterjet Cutting of Titaniumhamza masoodNo ratings yet
- Water - Jet Cutting - A Precise Method For ManufactDocument5 pagesWater - Jet Cutting - A Precise Method For ManufactBooms MastersNo ratings yet
- Influence Cutting Parameters On The Surface Quality andDocument15 pagesInfluence Cutting Parameters On The Surface Quality andLincoln BrandãoNo ratings yet
- 2020 - ECAP of AA - Numerical InvestigationDocument6 pages2020 - ECAP of AA - Numerical Investigationabcde.xyz1No ratings yet
- Journal Européen Des Systèmes Automatisés: Received: 9 July 2019 Accepted: 13 September 2019Document9 pagesJournal Européen Des Systèmes Automatisés: Received: 9 July 2019 Accepted: 13 September 2019elie chaneNo ratings yet
- Optimization of Surface Roughness and Tool Wear in Hard Turning of Austempered Ductile Iron (Grade 3) Using Taguchi MethodDocument9 pagesOptimization of Surface Roughness and Tool Wear in Hard Turning of Austempered Ductile Iron (Grade 3) Using Taguchi MethodbakkarabayuNo ratings yet
- Materials and Design2 PDFDocument5 pagesMaterials and Design2 PDFSudhamani GonuguntlaNo ratings yet
- Optimization of Process Parameters in Water Jet Peening On Aa6063 Aluminium Alloy by Response Surface MethodologyDocument12 pagesOptimization of Process Parameters in Water Jet Peening On Aa6063 Aluminium Alloy by Response Surface MethodologyTJPRC PublicationsNo ratings yet
- Review Article Abrasive Jet Machining-Research ReviewDocument7 pagesReview Article Abrasive Jet Machining-Research ReviewUsman AhmadNo ratings yet
- 03 Jaer V2N1Document6 pages03 Jaer V2N1Joker 246No ratings yet
- Cutting Performance of Glass-Vinyl Ester Composite by Abrasive Water JetDocument34 pagesCutting Performance of Glass-Vinyl Ester Composite by Abrasive Water Jetalvian GaspolllNo ratings yet
- Materials Today: Proceedings: J. Yadu Krishnan, S. Poorna Sundar, L. Karthikeyan, C. Veera Ajay, K. ManisekarDocument6 pagesMaterials Today: Proceedings: J. Yadu Krishnan, S. Poorna Sundar, L. Karthikeyan, C. Veera Ajay, K. ManisekarMat EnriqueNo ratings yet
- 1 s2.0 S1755581722000165 MainDocument11 pages1 s2.0 S1755581722000165 MainFabio RustowNo ratings yet
- 2019-Analysis and Modeling of Surface Roughness BasedDocument5 pages2019-Analysis and Modeling of Surface Roughness BasedLucas Bonino SilvaNo ratings yet
- The Experimental Investigation of The Machinability of Armor SteelsDocument9 pagesThe Experimental Investigation of The Machinability of Armor SteelsInternational Journal of Innovative Science and Research TechnologyNo ratings yet
- 84 Ijmperdoct201984Document10 pages84 Ijmperdoct201984TJPRC PublicationsNo ratings yet
- Theory of Machines - Unit 14Document18 pagesTheory of Machines - Unit 14Dharma DuraiNo ratings yet
- 1 s2.0 S1526612521006551 MainDocument10 pages1 s2.0 S1526612521006551 MainIyan MehmoodNo ratings yet
- Water Jet Cutting Influence On Lignin-Based PolymerDocument8 pagesWater Jet Cutting Influence On Lignin-Based PolymerJavier Ramírez AldanaNo ratings yet
- Prediction of Cutting Tool Wear, Surface Roughness and Vibration of Work Piece in Boring of AISI 316 Steel With Artificial Neural NetworkDocument8 pagesPrediction of Cutting Tool Wear, Surface Roughness and Vibration of Work Piece in Boring of AISI 316 Steel With Artificial Neural NetworkSamir BoseNo ratings yet
- Modeling and Prediction of MRR and Surface Roughness in Turning Operations Using Factorial Met...Document6 pagesModeling and Prediction of MRR and Surface Roughness in Turning Operations Using Factorial Met...abhiNo ratings yet
- Materials Today: Proceedings: R. Suryanarayanan, V.G. SridharDocument5 pagesMaterials Today: Proceedings: R. Suryanarayanan, V.G. SridharDavid SanchezNo ratings yet
- Prediction of Surface Roughness in Turning of Duplex Stainless Steel (DSS)Document8 pagesPrediction of Surface Roughness in Turning of Duplex Stainless Steel (DSS)Dr. Mahesh GopalNo ratings yet
- Engineering Science and Technology, An International JournalDocument6 pagesEngineering Science and Technology, An International JournalDavid ThangaduraiNo ratings yet
- Modul 2 CDocument10 pagesModul 2 CHisokaNo ratings yet
- Venugopal 2017 IOP Conf. Ser. Mater. Sci. Eng. 183 012018Document7 pagesVenugopal 2017 IOP Conf. Ser. Mater. Sci. Eng. 183 012018muthukumaranNo ratings yet
- Ijmet 11 01 001 PDFDocument8 pagesIjmet 11 01 001 PDFMushtaq Ahmed ZakatiNo ratings yet
- Optimization of Cutting Fluid Supply Based On The Motor CurrentDocument10 pagesOptimization of Cutting Fluid Supply Based On The Motor CurrentAynamawNo ratings yet
- Measurement: D. Philip Selvaraj, P. Chandramohan, M. MohanrajDocument11 pagesMeasurement: D. Philip Selvaraj, P. Chandramohan, M. MohanrajCaio CruzNo ratings yet
- Prediction of Surface Roughness in Abrasive Waterjet Machining of Particle Reinforced Mmcs Using Genetic Expression ProgrammingDocument14 pagesPrediction of Surface Roughness in Abrasive Waterjet Machining of Particle Reinforced Mmcs Using Genetic Expression Programmingkshastry72No ratings yet
- A Review On Current Research and Development in Abrasive Waterjet MachiningDocument10 pagesA Review On Current Research and Development in Abrasive Waterjet MachiningRawad BorghiahNo ratings yet
- Mechanical Properties and Performance of Engineering Ceramics and Composites XIFrom EverandMechanical Properties and Performance of Engineering Ceramics and Composites XIJonathan SalemNo ratings yet
- Asian Size Range PDFDocument15 pagesAsian Size Range PDFWhite_rabbit2885764No ratings yet
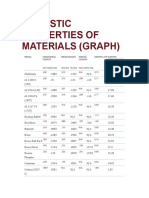
- Acoustic Properties of Materials (Graph)Document4 pagesAcoustic Properties of Materials (Graph)Terfaia NadjatNo ratings yet
- Questions For Self-AssessmentDocument2 pagesQuestions For Self-AssessmentChethan SkNo ratings yet
- Project Report On Electroforged Steel Grating Manufacturing PlantDocument6 pagesProject Report On Electroforged Steel Grating Manufacturing PlantEIRI Board of Consultants and PublishersNo ratings yet
- A03-Plan Amenajare - A1Document1 pageA03-Plan Amenajare - A1Constantin LeonNo ratings yet
- EP-GIS 36310 - (MATERIAL SPEC FOR 316 316L and 6mo AUSTENITIC SS)Document9 pagesEP-GIS 36310 - (MATERIAL SPEC FOR 316 316L and 6mo AUSTENITIC SS)wil0% (1)
- How To Solder ElectronicsDocument6 pagesHow To Solder ElectronicsjackNo ratings yet
- Class 11 Unit 10 Q&ADocument3 pagesClass 11 Unit 10 Q&ASri DharshanNo ratings yet
- L9 Ti Slides - WebDocument23 pagesL9 Ti Slides - WebFelipe Perissé Duarte LopesNo ratings yet
- Certificados Sara 2 in Fig 1502Document1 pageCertificados Sara 2 in Fig 1502akaalj qhseNo ratings yet
- Metals - Temperature Expansion CoefficientsDocument6 pagesMetals - Temperature Expansion CoefficientsnitinNo ratings yet
- Myb3 Sum 2012 AfricaDocument25 pagesMyb3 Sum 2012 AfricaBapsbabcar SowNo ratings yet
- Parr - Zirconium Corrosion Info PDFDocument25 pagesParr - Zirconium Corrosion Info PDFPhineas sehoanaNo ratings yet
- Metallurgy IITDocument8 pagesMetallurgy IITAdiChemAdi100% (2)
- Deflection Mid SpanDocument39 pagesDeflection Mid SpanPhasin ChitutsahaNo ratings yet
- Libra H1 Italiana FerramentaDocument7 pagesLibra H1 Italiana FerramentaOliver Augusto Fuentes LópezNo ratings yet
- Theory of Structures-2: Introduction To Steel StructureDocument65 pagesTheory of Structures-2: Introduction To Steel StructureNeeraj VashistNo ratings yet
- Asme Sections ListDocument1 pageAsme Sections ListShreekanthKannathNo ratings yet
- Manufacturing ScienceDocument89 pagesManufacturing ScienceVokNo ratings yet
- Welding TerminologyDocument5 pagesWelding TerminologyKaruppiah ArunachalamNo ratings yet
- Everlube Process Bulletin 3000-A - Solid Film Lubricants & Engineered CoatingsDocument4 pagesEverlube Process Bulletin 3000-A - Solid Film Lubricants & Engineered CoatingsPeter Bennet100% (1)
- Precipitation Hardening in Metals - T GladmanDocument7 pagesPrecipitation Hardening in Metals - T GladmanSouryatanu SahaNo ratings yet
- Qa QC QuesationsDocument9 pagesQa QC Quesationsniminkp123100% (10)
- Preparation CSWIP 2Document11 pagesPreparation CSWIP 2Mohd Farid OsmanNo ratings yet
- Failure Analysis of Cold Forging Dies Using Fea: Conor Maccormack, John MonaghanDocument7 pagesFailure Analysis of Cold Forging Dies Using Fea: Conor Maccormack, John Monaghancurtin100% (1)
- Surface Preparation For Coating. Good Practice in Corrosion ControlDocument34 pagesSurface Preparation For Coating. Good Practice in Corrosion ControlLla Vvi InniaNo ratings yet
- Welding Types and DefectsDocument30 pagesWelding Types and DefectsHarisagar ThulasiramanNo ratings yet
- Stellite Data Sheets PDFDocument1 pageStellite Data Sheets PDFchris nelsonNo ratings yet