
Vision Mechanical Coupling Installation Data
Vision Mechanical Coupling Installation Data
You might also like
- Performance Exhaust Systems: How to Design, Fabricate, and Install: How to Design, Fabricate, and InstallFrom EverandPerformance Exhaust Systems: How to Design, Fabricate, and Install: How to Design, Fabricate, and InstallRating: 4 out of 5 stars4/5 (8)
- Abbey OTO Mill SolutionsDocument12 pagesAbbey OTO Mill SolutionsCheng PasionNo ratings yet
- Hydratight PDFDocument40 pagesHydratight PDFTamer Farahat100% (1)
- Weld Like a Pro: Beginning to Advanced TechniquesFrom EverandWeld Like a Pro: Beginning to Advanced TechniquesRating: 4.5 out of 5 stars4.5/5 (6)
- MAR - GI Pipes & Fittings - 02.08.22Document107 pagesMAR - GI Pipes & Fittings - 02.08.22Ansaf AskyNo ratings yet
- BRD - Klee-Breeze Catalogue 2014Document18 pagesBRD - Klee-Breeze Catalogue 2014gauravNo ratings yet
- GIW Technical Series: Pipe Flange BoltsDocument4 pagesGIW Technical Series: Pipe Flange BoltsTravis SkinnerNo ratings yet
- AVK Globe Control Valve Series 30Document6 pagesAVK Globe Control Valve Series 30Jovenal TuplanoNo ratings yet
- Tee Type StrainersDocument3 pagesTee Type StrainersSrinu AmulojuNo ratings yet
- Pernos Huck C50LDocument4 pagesPernos Huck C50LAngelina Santiago JimenezNo ratings yet
- 804 Query ShoFFrt Spools SupportDocument3 pages804 Query ShoFFrt Spools Supportluonganh89No ratings yet
- Mo Slurry Hose Systems - Brochure en 4868 03 23 en MNGDocument27 pagesMo Slurry Hose Systems - Brochure en 4868 03 23 en MNGIgnacio Moratinos CastañedaNo ratings yet
- Fluid Tech-Info enDocument17 pagesFluid Tech-Info enadhityaNo ratings yet
- Style 38 CouplingsDocument4 pagesStyle 38 CouplingscristobalmonoNo ratings yet
- DuraSquirt RCSC 2.12.5Document6 pagesDuraSquirt RCSC 2.12.5rob westoverNo ratings yet
- Tighting Torque MethodDocument6 pagesTighting Torque Methodibrahim hegazyNo ratings yet
- Grease Fitting PDFDocument20 pagesGrease Fitting PDFleonardsiregarNo ratings yet
- Field Welding InstructionsDocument6 pagesField Welding InstructionsErickNo ratings yet
- A ScaDocument2 pagesA ScaFebria TresaNo ratings yet
- KVF-B16.48 Spectacle Blind BrochureDocument26 pagesKVF-B16.48 Spectacle Blind Brochurepmech consultantNo ratings yet
- Toro S700 ManualDocument10 pagesToro S700 ManualEko RuddyNo ratings yet
- Di Installation GuideDocument37 pagesDi Installation GuidehaivikramreddyNo ratings yet
- Alloy Chain Sling Working Load LimitsDocument14 pagesAlloy Chain Sling Working Load LimitsjillianixNo ratings yet
- Automatic Sprinklers: Hanger Spacing For Nonmetallic Pipe: Learning ObjectiveDocument1 pageAutomatic Sprinklers: Hanger Spacing For Nonmetallic Pipe: Learning ObjectiveReymart Jaynar ReyesNo ratings yet
- Cilindros Hidráulicos Parker - 2H - 1110-UkDocument42 pagesCilindros Hidráulicos Parker - 2H - 1110-UkPeterson MagroNo ratings yet
- Sch80ctech SDL80C TDocument9 pagesSch80ctech SDL80C Thumberto.aranguiz2715No ratings yet
- Drill & Thread Chart: Metric CoarseDocument4 pagesDrill & Thread Chart: Metric CoarserefaeNo ratings yet
- Technical Bulletin: Hydraulic SnubbersDocument5 pagesTechnical Bulletin: Hydraulic SnubbersDavid Luna MolinaNo ratings yet
- WOT - Tech Data Sheets PDFDocument43 pagesWOT - Tech Data Sheets PDFAmbroise RICHARDNo ratings yet
- 2015 Installation GuideDocument6 pages2015 Installation Guidealif suryantoNo ratings yet
- Double Cartridge Mechanical SealsDocument4 pagesDouble Cartridge Mechanical SealsGoran TesicNo ratings yet
- NIXON DFM+2012aDocument4 pagesNIXON DFM+2012aRoger SanderNo ratings yet
- EVR-Expansion Joint Rubber Connector IOMDocument4 pagesEVR-Expansion Joint Rubber Connector IOMrobert_candra_tarunaNo ratings yet
- Bolts FastenerDocument20 pagesBolts FastenerUpadrasta HarishNo ratings yet
- FRPDocument6 pagesFRPsiswoutNo ratings yet
- Din 2440-78 Steel Tubes Medium Weight Suitable For Screwing: Global Marketing For Tube & PipeDocument0 pagesDin 2440-78 Steel Tubes Medium Weight Suitable For Screwing: Global Marketing For Tube & PipeAdrian MarinNo ratings yet
- Installation and Maintenance Instructions For Three Phase Induction MotorsDocument9 pagesInstallation and Maintenance Instructions For Three Phase Induction MotorsAnibal QuezadaNo ratings yet
- Span Tables For Simply Supported Composite BeamsDocument8 pagesSpan Tables For Simply Supported Composite BeamsDenise2512No ratings yet
- MM T Frame Maintenance ManualDocument9 pagesMM T Frame Maintenance Manualneomar BaptistaNo ratings yet
- Single: GLE Range ofDocument8 pagesSingle: GLE Range ofNghia HuynhNo ratings yet
- FS4-3 - Installation Instructions (MM-601J)Document8 pagesFS4-3 - Installation Instructions (MM-601J)mendozaNo ratings yet
- With World Class Quality: GasketsDocument12 pagesWith World Class Quality: GasketsblahblahNo ratings yet
- Telescoping RHS & PIPE PDocument2 pagesTelescoping RHS & PIPE PRichard WebbNo ratings yet
- Conexoes Camozzi MetalicasDocument21 pagesConexoes Camozzi MetalicasDanilo SantosNo ratings yet
- Quick Couplers Mechanical Hydraulic 068700 PDFDocument26 pagesQuick Couplers Mechanical Hydraulic 068700 PDFSTEVHEN MARTHINNo ratings yet
- gp0104 ImDocument9 pagesgp0104 ImSultan TipuNo ratings yet
- CI2400 BS2400 Product DataDocument6 pagesCI2400 BS2400 Product DataDaniel BrownNo ratings yet
- Hdpe PipeDocument7 pagesHdpe PipeAattakaariNo ratings yet
- AASHTO - T 245-15 - Resistance To Plastic Flow of Asphalt Mixtures Using Marshall AppartusDocument8 pagesAASHTO - T 245-15 - Resistance To Plastic Flow of Asphalt Mixtures Using Marshall AppartusTamanna JerinNo ratings yet
- Victaulic Piping Guide PDFDocument8 pagesVictaulic Piping Guide PDFkumar123rajuNo ratings yet
- Bore-Well Pipes PDFDocument6 pagesBore-Well Pipes PDFNikita KadamNo ratings yet
- Pulleys TechDocument8 pagesPulleys TechashkansoheylNo ratings yet
- Giacoqest 0164en-General CatalogueDocument32 pagesGiacoqest 0164en-General CatalogueMartin CervasioNo ratings yet
- TERA Joint BrochureDocument16 pagesTERA Joint BrochureraigoukiNo ratings yet
- High Strength Bolts InstallationDocument7 pagesHigh Strength Bolts InstallationChristian ApfelmannNo ratings yet
- Flexible Rubber Joint TozenDocument5 pagesFlexible Rubber Joint Tozenzaem afifiNo ratings yet
- Ser & TSRDocument8 pagesSer & TSRSAMO THERMALNo ratings yet
- Plastic Injection Mold Design for Toolmakers - Volume III: Plastic Injection Mold Design for Toolmakers, #3From EverandPlastic Injection Mold Design for Toolmakers - Volume III: Plastic Injection Mold Design for Toolmakers, #3No ratings yet
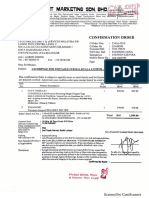
- Quotation: Note: This Quotation Is Sent by Email and No Signature Is RequiredDocument1 pageQuotation: Note: This Quotation Is Sent by Email and No Signature Is RequiredSyazwan KhairulNo ratings yet
- ContractDocument1 pageContractSyazwan KhairulNo ratings yet
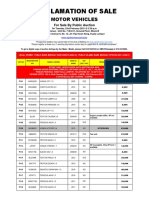
- Proclamation of Sale: Motor VehiclesDocument13 pagesProclamation of Sale: Motor VehiclesSyazwan KhairulNo ratings yet
- Proclamation of Sale: Motor VehiclesDocument12 pagesProclamation of Sale: Motor VehiclesSyazwan KhairulNo ratings yet
- 800/900 Series Linear Heat Detectors: Models AvailableDocument2 pages800/900 Series Linear Heat Detectors: Models AvailableSyazwan KhairulNo ratings yet
- Hydraulic Calculation For Sprinkler System (Sckho) - REV5 PDFDocument1 pageHydraulic Calculation For Sprinkler System (Sckho) - REV5 PDFSyazwan KhairulNo ratings yet
- Hydraulic Calculation For Sprinkler System (Sckho) - REV5 PDFDocument1 pageHydraulic Calculation For Sprinkler System (Sckho) - REV5 PDFSyazwan KhairulNo ratings yet
- New Doc 2018-10-24 11.44.16Document1 pageNew Doc 2018-10-24 11.44.16Syazwan KhairulNo ratings yet
- Hydraulic Calculation For Foam Monitor SystemDocument1 pageHydraulic Calculation For Foam Monitor SystemSyazwan KhairulNo ratings yet
- Panduan Operasi & Penyelenggaraan (O&M) Untuk Sistem Lampu Isyarat Di Persiaran Bandar Utama (Aeon Nilai) Negeri Sembilan Darul KhususDocument14 pagesPanduan Operasi & Penyelenggaraan (O&M) Untuk Sistem Lampu Isyarat Di Persiaran Bandar Utama (Aeon Nilai) Negeri Sembilan Darul KhususSyazwan KhairulNo ratings yet
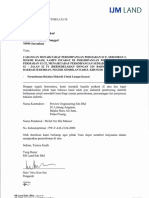
- Authorized Electrical Contractor Letter SampleDocument1 pageAuthorized Electrical Contractor Letter SampleSyazwan KhairulNo ratings yet
- Form 49Document6 pagesForm 49Syazwan KhairulNo ratings yet
- Price List of Tablet PCDocument10 pagesPrice List of Tablet PCSyazwan KhairulNo ratings yet
- Aircraft Washing DesignDocument6 pagesAircraft Washing DesignSyazwan KhairulNo ratings yet
- Approval Reserved Price Will Be Informed On The Auction Day: DraftDocument2 pagesApproval Reserved Price Will Be Informed On The Auction Day: DraftSyazwan KhairulNo ratings yet
- Manual Spray GunDocument6 pagesManual Spray GunSyazwan KhairulNo ratings yet
- Guide To Fire Protection Order FormDocument1 pageGuide To Fire Protection Order FormSyazwan KhairulNo ratings yet
- En Catalogue 210728 s1Document20 pagesEn Catalogue 210728 s1Islam MohammedNo ratings yet
- Group 4 Connector DestinationDocument3 pagesGroup 4 Connector DestinationAndré TarginoNo ratings yet
- ARON VentilDocument22 pagesARON VentilEvgeni FrangovNo ratings yet
- Motorized Change-Over Switches: Installation and Operating Instructions 34OTM - C / 1SCC303002M9702Document17 pagesMotorized Change-Over Switches: Installation and Operating Instructions 34OTM - C / 1SCC303002M9702lugeormaNo ratings yet
- The Perfect Balance of Portable and Stationary Oxygen DeliveryDocument2 pagesThe Perfect Balance of Portable and Stationary Oxygen DeliveryHamdi FawziNo ratings yet
- Lighting SystemDocument33 pagesLighting SystemKatu2010No ratings yet
- Mechanical Reasoning ReviewDocument7 pagesMechanical Reasoning Reviewking gh100% (3)
- John Deere Service CodesDocument19 pagesJohn Deere Service CodesPablo Dalia CuevasNo ratings yet
- Ronda 3520.DDocument1 pageRonda 3520.DSRI, Lda.No ratings yet
- Press. Tap LocationDocument6 pagesPress. Tap LocationSteven Y.MNo ratings yet
- Arteche CT Latching-Relays enDocument24 pagesArteche CT Latching-Relays enFabio Alves Dos SantosNo ratings yet
- Kyocera F-800 Parts ManualDocument17 pagesKyocera F-800 Parts ManualSantiago CalderónNo ratings yet
- Ficha Tecnica Spray JetsDocument2 pagesFicha Tecnica Spray JetsSebastianPeñaNo ratings yet
- Current Balance Relays: InstructionsDocument12 pagesCurrent Balance Relays: InstructionsEvglazNo ratings yet
- 06-737-800 Ramp & Transit NGSDocument54 pages06-737-800 Ramp & Transit NGSNicolas SalNo ratings yet
- Uniform Plumbing Code 710.10 - 713.1: ExceptionsDocument1 pageUniform Plumbing Code 710.10 - 713.1: ExceptionsBvitalizeNo ratings yet
- H1 P045-053 - Repair Instructions - 520L0957 - Rev AC - April 2008Document44 pagesH1 P045-053 - Repair Instructions - 520L0957 - Rev AC - April 2008Jose Manuel Barroso PantojaNo ratings yet
- Julabo - Manual Book PDFDocument60 pagesJulabo - Manual Book PDFCandraditya LukiNo ratings yet
- Fisher Obsolete Products Including Valves, Actuators, Accessories, Instruments, and RegulatorsDocument16 pagesFisher Obsolete Products Including Valves, Actuators, Accessories, Instruments, and RegulatorsJairo andres Guarnizo SuarezNo ratings yet
- 1SVR730020R0200 CT Mvs 21sDocument6 pages1SVR730020R0200 CT Mvs 21sismael liantsoaNo ratings yet
- Balancing Valve Hydrocontrol VTRDocument12 pagesBalancing Valve Hydrocontrol VTRNguyễn Thành ChungNo ratings yet
- 27 HuaweiDocument3 pages27 HuaweiYalmazNo ratings yet
- Squarebot 4.0 Building InstructionsDocument31 pagesSquarebot 4.0 Building Instructionsmhmoreno84No ratings yet
- Manual Carro ElectricoDocument2 pagesManual Carro ElectricoGONZALO RIVERA ORELLANANo ratings yet
- Adobe Scan 05-Nov-2023Document8 pagesAdobe Scan 05-Nov-2023kalyanisingh530No ratings yet
- Warning: TTDJ Series Fully-Configurable Fault Annunciator Installation and Operations ManualDocument8 pagesWarning: TTDJ Series Fully-Configurable Fault Annunciator Installation and Operations ManualLibardo RuzNo ratings yet
- Contact Data Characteristics: 100A Power Latching RelayDocument3 pagesContact Data Characteristics: 100A Power Latching RelaySeendal Khan JokhioNo ratings yet
- Manual Fujifilm Ga645ziDocument32 pagesManual Fujifilm Ga645ziCarlosAlbertoOliveiraNo ratings yet
- Adams Catalogo de PiezasDocument18 pagesAdams Catalogo de PiezasGonzalo PatricioNo ratings yet
- V-Cell Filter CatalogueDocument4 pagesV-Cell Filter CatalogueBakr J RihanNo ratings yet






































































































Download as pdf or txt
You might also like
- Performance Exhaust Systems: How to Design, Fabricate, and Install: How to Design, Fabricate, and InstallFrom EverandPerformance Exhaust Systems: How to Design, Fabricate, and Install: How to Design, Fabricate, and InstallRating: 4 out of 5 stars4/5 (8)
- Abbey OTO Mill SolutionsDocument12 pagesAbbey OTO Mill SolutionsCheng PasionNo ratings yet
- Hydratight PDFDocument40 pagesHydratight PDFTamer Farahat100% (1)
- Weld Like a Pro: Beginning to Advanced TechniquesFrom EverandWeld Like a Pro: Beginning to Advanced TechniquesRating: 4.5 out of 5 stars4.5/5 (6)
- MAR - GI Pipes & Fittings - 02.08.22Document107 pagesMAR - GI Pipes & Fittings - 02.08.22Ansaf AskyNo ratings yet
- BRD - Klee-Breeze Catalogue 2014Document18 pagesBRD - Klee-Breeze Catalogue 2014gauravNo ratings yet
- GIW Technical Series: Pipe Flange BoltsDocument4 pagesGIW Technical Series: Pipe Flange BoltsTravis SkinnerNo ratings yet
- AVK Globe Control Valve Series 30Document6 pagesAVK Globe Control Valve Series 30Jovenal TuplanoNo ratings yet
- Tee Type StrainersDocument3 pagesTee Type StrainersSrinu AmulojuNo ratings yet
- Pernos Huck C50LDocument4 pagesPernos Huck C50LAngelina Santiago JimenezNo ratings yet
- 804 Query ShoFFrt Spools SupportDocument3 pages804 Query ShoFFrt Spools Supportluonganh89No ratings yet
- Mo Slurry Hose Systems - Brochure en 4868 03 23 en MNGDocument27 pagesMo Slurry Hose Systems - Brochure en 4868 03 23 en MNGIgnacio Moratinos CastañedaNo ratings yet
- Fluid Tech-Info enDocument17 pagesFluid Tech-Info enadhityaNo ratings yet
- Style 38 CouplingsDocument4 pagesStyle 38 CouplingscristobalmonoNo ratings yet
- DuraSquirt RCSC 2.12.5Document6 pagesDuraSquirt RCSC 2.12.5rob westoverNo ratings yet
- Tighting Torque MethodDocument6 pagesTighting Torque Methodibrahim hegazyNo ratings yet
- Grease Fitting PDFDocument20 pagesGrease Fitting PDFleonardsiregarNo ratings yet
- Field Welding InstructionsDocument6 pagesField Welding InstructionsErickNo ratings yet
- A ScaDocument2 pagesA ScaFebria TresaNo ratings yet
- KVF-B16.48 Spectacle Blind BrochureDocument26 pagesKVF-B16.48 Spectacle Blind Brochurepmech consultantNo ratings yet
- Toro S700 ManualDocument10 pagesToro S700 ManualEko RuddyNo ratings yet
- Di Installation GuideDocument37 pagesDi Installation GuidehaivikramreddyNo ratings yet
- Alloy Chain Sling Working Load LimitsDocument14 pagesAlloy Chain Sling Working Load LimitsjillianixNo ratings yet
- Automatic Sprinklers: Hanger Spacing For Nonmetallic Pipe: Learning ObjectiveDocument1 pageAutomatic Sprinklers: Hanger Spacing For Nonmetallic Pipe: Learning ObjectiveReymart Jaynar ReyesNo ratings yet
- Cilindros Hidráulicos Parker - 2H - 1110-UkDocument42 pagesCilindros Hidráulicos Parker - 2H - 1110-UkPeterson MagroNo ratings yet
- Sch80ctech SDL80C TDocument9 pagesSch80ctech SDL80C Thumberto.aranguiz2715No ratings yet
- Drill & Thread Chart: Metric CoarseDocument4 pagesDrill & Thread Chart: Metric CoarserefaeNo ratings yet
- Technical Bulletin: Hydraulic SnubbersDocument5 pagesTechnical Bulletin: Hydraulic SnubbersDavid Luna MolinaNo ratings yet
- WOT - Tech Data Sheets PDFDocument43 pagesWOT - Tech Data Sheets PDFAmbroise RICHARDNo ratings yet
- 2015 Installation GuideDocument6 pages2015 Installation Guidealif suryantoNo ratings yet
- Double Cartridge Mechanical SealsDocument4 pagesDouble Cartridge Mechanical SealsGoran TesicNo ratings yet
- NIXON DFM+2012aDocument4 pagesNIXON DFM+2012aRoger SanderNo ratings yet
- EVR-Expansion Joint Rubber Connector IOMDocument4 pagesEVR-Expansion Joint Rubber Connector IOMrobert_candra_tarunaNo ratings yet
- Bolts FastenerDocument20 pagesBolts FastenerUpadrasta HarishNo ratings yet
- FRPDocument6 pagesFRPsiswoutNo ratings yet
- Din 2440-78 Steel Tubes Medium Weight Suitable For Screwing: Global Marketing For Tube & PipeDocument0 pagesDin 2440-78 Steel Tubes Medium Weight Suitable For Screwing: Global Marketing For Tube & PipeAdrian MarinNo ratings yet
- Installation and Maintenance Instructions For Three Phase Induction MotorsDocument9 pagesInstallation and Maintenance Instructions For Three Phase Induction MotorsAnibal QuezadaNo ratings yet
- Span Tables For Simply Supported Composite BeamsDocument8 pagesSpan Tables For Simply Supported Composite BeamsDenise2512No ratings yet
- MM T Frame Maintenance ManualDocument9 pagesMM T Frame Maintenance Manualneomar BaptistaNo ratings yet
- Single: GLE Range ofDocument8 pagesSingle: GLE Range ofNghia HuynhNo ratings yet
- FS4-3 - Installation Instructions (MM-601J)Document8 pagesFS4-3 - Installation Instructions (MM-601J)mendozaNo ratings yet
- With World Class Quality: GasketsDocument12 pagesWith World Class Quality: GasketsblahblahNo ratings yet
- Telescoping RHS & PIPE PDocument2 pagesTelescoping RHS & PIPE PRichard WebbNo ratings yet
- Conexoes Camozzi MetalicasDocument21 pagesConexoes Camozzi MetalicasDanilo SantosNo ratings yet
- Quick Couplers Mechanical Hydraulic 068700 PDFDocument26 pagesQuick Couplers Mechanical Hydraulic 068700 PDFSTEVHEN MARTHINNo ratings yet
- gp0104 ImDocument9 pagesgp0104 ImSultan TipuNo ratings yet
- CI2400 BS2400 Product DataDocument6 pagesCI2400 BS2400 Product DataDaniel BrownNo ratings yet
- Hdpe PipeDocument7 pagesHdpe PipeAattakaariNo ratings yet
- AASHTO - T 245-15 - Resistance To Plastic Flow of Asphalt Mixtures Using Marshall AppartusDocument8 pagesAASHTO - T 245-15 - Resistance To Plastic Flow of Asphalt Mixtures Using Marshall AppartusTamanna JerinNo ratings yet
- Victaulic Piping Guide PDFDocument8 pagesVictaulic Piping Guide PDFkumar123rajuNo ratings yet
- Bore-Well Pipes PDFDocument6 pagesBore-Well Pipes PDFNikita KadamNo ratings yet
- Pulleys TechDocument8 pagesPulleys TechashkansoheylNo ratings yet
- Giacoqest 0164en-General CatalogueDocument32 pagesGiacoqest 0164en-General CatalogueMartin CervasioNo ratings yet
- TERA Joint BrochureDocument16 pagesTERA Joint BrochureraigoukiNo ratings yet
- High Strength Bolts InstallationDocument7 pagesHigh Strength Bolts InstallationChristian ApfelmannNo ratings yet
- Flexible Rubber Joint TozenDocument5 pagesFlexible Rubber Joint Tozenzaem afifiNo ratings yet
- Ser & TSRDocument8 pagesSer & TSRSAMO THERMALNo ratings yet
- Plastic Injection Mold Design for Toolmakers - Volume III: Plastic Injection Mold Design for Toolmakers, #3From EverandPlastic Injection Mold Design for Toolmakers - Volume III: Plastic Injection Mold Design for Toolmakers, #3No ratings yet
- Quotation: Note: This Quotation Is Sent by Email and No Signature Is RequiredDocument1 pageQuotation: Note: This Quotation Is Sent by Email and No Signature Is RequiredSyazwan KhairulNo ratings yet
- ContractDocument1 pageContractSyazwan KhairulNo ratings yet
- Proclamation of Sale: Motor VehiclesDocument13 pagesProclamation of Sale: Motor VehiclesSyazwan KhairulNo ratings yet
- Proclamation of Sale: Motor VehiclesDocument12 pagesProclamation of Sale: Motor VehiclesSyazwan KhairulNo ratings yet
- 800/900 Series Linear Heat Detectors: Models AvailableDocument2 pages800/900 Series Linear Heat Detectors: Models AvailableSyazwan KhairulNo ratings yet
- Hydraulic Calculation For Sprinkler System (Sckho) - REV5 PDFDocument1 pageHydraulic Calculation For Sprinkler System (Sckho) - REV5 PDFSyazwan KhairulNo ratings yet
- Hydraulic Calculation For Sprinkler System (Sckho) - REV5 PDFDocument1 pageHydraulic Calculation For Sprinkler System (Sckho) - REV5 PDFSyazwan KhairulNo ratings yet
- New Doc 2018-10-24 11.44.16Document1 pageNew Doc 2018-10-24 11.44.16Syazwan KhairulNo ratings yet
- Hydraulic Calculation For Foam Monitor SystemDocument1 pageHydraulic Calculation For Foam Monitor SystemSyazwan KhairulNo ratings yet
- Panduan Operasi & Penyelenggaraan (O&M) Untuk Sistem Lampu Isyarat Di Persiaran Bandar Utama (Aeon Nilai) Negeri Sembilan Darul KhususDocument14 pagesPanduan Operasi & Penyelenggaraan (O&M) Untuk Sistem Lampu Isyarat Di Persiaran Bandar Utama (Aeon Nilai) Negeri Sembilan Darul KhususSyazwan KhairulNo ratings yet
- Authorized Electrical Contractor Letter SampleDocument1 pageAuthorized Electrical Contractor Letter SampleSyazwan KhairulNo ratings yet
- Form 49Document6 pagesForm 49Syazwan KhairulNo ratings yet
- Price List of Tablet PCDocument10 pagesPrice List of Tablet PCSyazwan KhairulNo ratings yet
- Aircraft Washing DesignDocument6 pagesAircraft Washing DesignSyazwan KhairulNo ratings yet
- Approval Reserved Price Will Be Informed On The Auction Day: DraftDocument2 pagesApproval Reserved Price Will Be Informed On The Auction Day: DraftSyazwan KhairulNo ratings yet
- Manual Spray GunDocument6 pagesManual Spray GunSyazwan KhairulNo ratings yet
- Guide To Fire Protection Order FormDocument1 pageGuide To Fire Protection Order FormSyazwan KhairulNo ratings yet
- En Catalogue 210728 s1Document20 pagesEn Catalogue 210728 s1Islam MohammedNo ratings yet
- Group 4 Connector DestinationDocument3 pagesGroup 4 Connector DestinationAndré TarginoNo ratings yet
- ARON VentilDocument22 pagesARON VentilEvgeni FrangovNo ratings yet
- Motorized Change-Over Switches: Installation and Operating Instructions 34OTM - C / 1SCC303002M9702Document17 pagesMotorized Change-Over Switches: Installation and Operating Instructions 34OTM - C / 1SCC303002M9702lugeormaNo ratings yet
- The Perfect Balance of Portable and Stationary Oxygen DeliveryDocument2 pagesThe Perfect Balance of Portable and Stationary Oxygen DeliveryHamdi FawziNo ratings yet
- Lighting SystemDocument33 pagesLighting SystemKatu2010No ratings yet
- Mechanical Reasoning ReviewDocument7 pagesMechanical Reasoning Reviewking gh100% (3)
- John Deere Service CodesDocument19 pagesJohn Deere Service CodesPablo Dalia CuevasNo ratings yet
- Ronda 3520.DDocument1 pageRonda 3520.DSRI, Lda.No ratings yet
- Press. Tap LocationDocument6 pagesPress. Tap LocationSteven Y.MNo ratings yet
- Arteche CT Latching-Relays enDocument24 pagesArteche CT Latching-Relays enFabio Alves Dos SantosNo ratings yet
- Kyocera F-800 Parts ManualDocument17 pagesKyocera F-800 Parts ManualSantiago CalderónNo ratings yet
- Ficha Tecnica Spray JetsDocument2 pagesFicha Tecnica Spray JetsSebastianPeñaNo ratings yet
- Current Balance Relays: InstructionsDocument12 pagesCurrent Balance Relays: InstructionsEvglazNo ratings yet
- 06-737-800 Ramp & Transit NGSDocument54 pages06-737-800 Ramp & Transit NGSNicolas SalNo ratings yet
- Uniform Plumbing Code 710.10 - 713.1: ExceptionsDocument1 pageUniform Plumbing Code 710.10 - 713.1: ExceptionsBvitalizeNo ratings yet
- H1 P045-053 - Repair Instructions - 520L0957 - Rev AC - April 2008Document44 pagesH1 P045-053 - Repair Instructions - 520L0957 - Rev AC - April 2008Jose Manuel Barroso PantojaNo ratings yet
- Julabo - Manual Book PDFDocument60 pagesJulabo - Manual Book PDFCandraditya LukiNo ratings yet
- Fisher Obsolete Products Including Valves, Actuators, Accessories, Instruments, and RegulatorsDocument16 pagesFisher Obsolete Products Including Valves, Actuators, Accessories, Instruments, and RegulatorsJairo andres Guarnizo SuarezNo ratings yet
- 1SVR730020R0200 CT Mvs 21sDocument6 pages1SVR730020R0200 CT Mvs 21sismael liantsoaNo ratings yet
- Balancing Valve Hydrocontrol VTRDocument12 pagesBalancing Valve Hydrocontrol VTRNguyễn Thành ChungNo ratings yet
- 27 HuaweiDocument3 pages27 HuaweiYalmazNo ratings yet
- Squarebot 4.0 Building InstructionsDocument31 pagesSquarebot 4.0 Building Instructionsmhmoreno84No ratings yet
- Manual Carro ElectricoDocument2 pagesManual Carro ElectricoGONZALO RIVERA ORELLANANo ratings yet
- Adobe Scan 05-Nov-2023Document8 pagesAdobe Scan 05-Nov-2023kalyanisingh530No ratings yet
- Warning: TTDJ Series Fully-Configurable Fault Annunciator Installation and Operations ManualDocument8 pagesWarning: TTDJ Series Fully-Configurable Fault Annunciator Installation and Operations ManualLibardo RuzNo ratings yet
- Contact Data Characteristics: 100A Power Latching RelayDocument3 pagesContact Data Characteristics: 100A Power Latching RelaySeendal Khan JokhioNo ratings yet
- Manual Fujifilm Ga645ziDocument32 pagesManual Fujifilm Ga645ziCarlosAlbertoOliveiraNo ratings yet
- Adams Catalogo de PiezasDocument18 pagesAdams Catalogo de PiezasGonzalo PatricioNo ratings yet
- V-Cell Filter CatalogueDocument4 pagesV-Cell Filter CatalogueBakr J RihanNo ratings yet