Download as pdf or txt
You might also like
- Strategic Management Theory and PracticeDocument61 pagesStrategic Management Theory and Practicelarry.calder828100% (42)
- Project Controls in A Capital Project EnvironmentDocument30 pagesProject Controls in A Capital Project EnvironmentAbdulaziz Ibrahim100% (1)
- Overlord Volume 15 - The Half-Elf God-Kin Part IDocument38 pagesOverlord Volume 15 - The Half-Elf God-Kin Part ILeifin 520No ratings yet
- French Written Expression and Comprehension - II (FREN115)Document3 pagesFrench Written Expression and Comprehension - II (FREN115)Aayush NamanNo ratings yet
- Long Intl Intro To CII Adv Work Packaging-An Industry Best PracticeDocument15 pagesLong Intl Intro To CII Adv Work Packaging-An Industry Best PracticeAldo RaquitaNo ratings yet
- Cop WFP TMP 14 2013 v1 Iwp PipingDocument6 pagesCop WFP TMP 14 2013 v1 Iwp PipingAmine ElalliNo ratings yet
- CII Scheduling Success 2Document146 pagesCII Scheduling Success 2pedroNo ratings yet
- ECC Conference - Moving AWP To The Next Level - r7Document31 pagesECC Conference - Moving AWP To The Next Level - r7WaaNo ratings yet
- CII AWP CBA Engineering Meeting - 2022-05-24 - Meeting SlidesDocument22 pagesCII AWP CBA Engineering Meeting - 2022-05-24 - Meeting SlidesAndrew NgNo ratings yet
- Scope Management PlandocxDocument9 pagesScope Management Plandocxcarlos.bjNo ratings yet
- AWP WFP презентация БРИКСDocument12 pagesAWP WFP презентация БРИКСМаксим ГришинNo ratings yet
- Procsa MatrixDocument3 pagesProcsa MatrixNikhil AheerNo ratings yet
- PM 6Document33 pagesPM 6Ahmed SaeedNo ratings yet
- Procedure For Project Charter - 25 Aug 2011Document15 pagesProcedure For Project Charter - 25 Aug 2011Atif Mumtaz KhanNo ratings yet
- PMD 913 - Module 4 - Earned Value Management May22Document24 pagesPMD 913 - Module 4 - Earned Value Management May22Abdallah HabeebNo ratings yet
- Measuring The Impacts of Advanced Work Packaging (Awp) and Workface Planning (WFP) On Work Package and Project PerformanceDocument38 pagesMeasuring The Impacts of Advanced Work Packaging (Awp) and Workface Planning (WFP) On Work Package and Project Performancecrescente galendezNo ratings yet
- AWP - E2E Approach - Rev 2Document16 pagesAWP - E2E Approach - Rev 2PilarNo ratings yet
- 220 - 1 Leading Indicators Execution PhaseDocument36 pages220 - 1 Leading Indicators Execution PhasepedroNo ratings yet
- B10900182S219Document5 pagesB10900182S219vincent rotichNo ratings yet
- AWP The Silver BulletDocument32 pagesAWP The Silver BulletQiuniuNo ratings yet
- Hammocks, LOE and Summary Activities in Schedules: Schedule ManagementDocument4 pagesHammocks, LOE and Summary Activities in Schedules: Schedule ManagementTransfeo ParalaNo ratings yet
- PMBOK Chapter 4 Project Integration ManagementDocument40 pagesPMBOK Chapter 4 Project Integration ManagementPMS BDNo ratings yet
- P6 EPPM Server RequirementsDocument21 pagesP6 EPPM Server RequirementsCarlosCerdaRuizNo ratings yet
- CII PipingDocument88 pagesCII Pipingpedro100% (1)
- M&O Transition Management Plan: (Insert Department Name) (Insert Project Name)Document10 pagesM&O Transition Management Plan: (Insert Department Name) (Insert Project Name)NickNo ratings yet
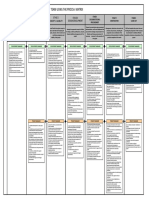
- PMP - Project MGT Processes Flow ChartsDocument5 pagesPMP - Project MGT Processes Flow Chartsrodolfo1649No ratings yet
- Interface Management Procedure TemplateDocument10 pagesInterface Management Procedure TemplateEhab Soliman AhmedNo ratings yet
- Communication Type Objective of Communication Medium Frequency Audience Owner Deliverable FormatDocument1 pageCommunication Type Objective of Communication Medium Frequency Audience Owner Deliverable Formatmuhammad omerNo ratings yet
- DOE G 413.3-24 Planning and SchedulingDocument70 pagesDOE G 413.3-24 Planning and SchedulingpedroNo ratings yet
- Lanning For Tartup: Startup Planning ModelDocument163 pagesLanning For Tartup: Startup Planning ModelpedroNo ratings yet
- CH 2 Project CycleDocument16 pagesCH 2 Project CycleMebratu SimaNo ratings yet
- MBTA PMM Section 10 Project Close-Out 2014-01-27Document12 pagesMBTA PMM Section 10 Project Close-Out 2014-01-27Suraj PetkarNo ratings yet
- Quick Start Guide For EPC 2019-04-26 PDFDocument3 pagesQuick Start Guide For EPC 2019-04-26 PDFSharan HoogarNo ratings yet
- 03-PM-Project Management Processes Chapter 3Document17 pages03-PM-Project Management Processes Chapter 3Rifat Hasan RathiNo ratings yet
- Using PDRI For Project Risk ManagementDocument9 pagesUsing PDRI For Project Risk Management4jawwy markme026No ratings yet
- 2015-13 Schedule Golden Rules v0Document2 pages2015-13 Schedule Golden Rules v0Mario MendezNo ratings yet
- Target Value Delivery 10.17.17 PikelDocument93 pagesTarget Value Delivery 10.17.17 PikelMohammed NizamNo ratings yet
- Unifier PresentationDocument35 pagesUnifier PresentationSachin PatilNo ratings yet
- CII AI Oportunitties 2023Document88 pagesCII AI Oportunitties 2023pedroNo ratings yet
- Playbook Mobilisation Phase ChecklistDocument2 pagesPlaybook Mobilisation Phase Checkliststimayo010809No ratings yet
- CTSTIMCBasisofScheduleRev0.4 (With Mark-Ups and Updates) - 20210917 - ZBDocument28 pagesCTSTIMCBasisofScheduleRev0.4 (With Mark-Ups and Updates) - 20210917 - ZBMarivette EscutiaNo ratings yet
- Target Value Design (Delivery) An Overview: by David Umstot, PE, CEM Umstot Project & Facilities Solutions, LLCDocument100 pagesTarget Value Design (Delivery) An Overview: by David Umstot, PE, CEM Umstot Project & Facilities Solutions, LLCOscar Gonzales MNo ratings yet
- 166-3 v4.0 Draft 23feb12Document138 pages166-3 v4.0 Draft 23feb12Alan GoodridgeNo ratings yet
- COP-WFP-WFD-29-2019-v2 Appendix A CWP Flowchart (54x34)Document1 pageCOP-WFP-WFD-29-2019-v2 Appendix A CWP Flowchart (54x34)Muhammad NaeemNo ratings yet
- Quality: To Meet Product or Service Specifications and ExpectationsDocument13 pagesQuality: To Meet Product or Service Specifications and ExpectationsmaelikahNo ratings yet
- CII AWP Execution Planning GuideDocument142 pagesCII AWP Execution Planning GuidepedroNo ratings yet
- ANSI EIA 748 Standard White PaperDocument12 pagesANSI EIA 748 Standard White PaperscottigNo ratings yet
- Project Time ReductionDocument43 pagesProject Time ReductionRoberto Gabriel Conrado CapulongNo ratings yet
- Free PMI-SP QuestionsDocument8 pagesFree PMI-SP Questionsyounes lakhdari100% (1)
- Earned Value Analysis With Progress Expert 2: Asta DevelopmentDocument26 pagesEarned Value Analysis With Progress Expert 2: Asta Developmentmilindk35100% (1)
- RUP Roles and Responsibilities MatrixDocument3 pagesRUP Roles and Responsibilities MatrixSantosh Rajvanshi100% (1)
- CII 324 - 2 Models Planning GuideDocument112 pagesCII 324 - 2 Models Planning GuidepedroNo ratings yet
- Session-2 & 3 Quality - Evolution of QualityDocument20 pagesSession-2 & 3 Quality - Evolution of Qualitymatten yahyaNo ratings yet
- CII 210 - 3 Equitable Risk Allocation (Legal)Document72 pagesCII 210 - 3 Equitable Risk Allocation (Legal)pedroNo ratings yet
- Flow ChartDocument9 pagesFlow ChartWilliam ProvidoNo ratings yet
- Constructability Related To TQM Value Engineering PDFDocument15 pagesConstructability Related To TQM Value Engineering PDFparamarthasom1974No ratings yet
- International Construction and The Role of Project ManagementDocument318 pagesInternational Construction and The Role of Project ManagementAbraham SianiparNo ratings yet
- Coreworx IM Student Guide - 2018 - V1Document17 pagesCoreworx IM Student Guide - 2018 - V1Pitipong SunkhongNo ratings yet
- Road Map Update for Carbon Capture, Utilization, and Storage Demonstration and Deployment in the People’s Republic of ChinaFrom EverandRoad Map Update for Carbon Capture, Utilization, and Storage Demonstration and Deployment in the People’s Republic of ChinaNo ratings yet
- Nuts and Bolts of Project Management: Right Timing + Right Decision = SuccessFrom EverandNuts and Bolts of Project Management: Right Timing + Right Decision = SuccessRating: 5 out of 5 stars5/5 (1)
- Blackhole MandelbrotDocument12 pagesBlackhole MandelbrotWilliam H SinerisNo ratings yet
- JayseearrDocument1 pageJayseearrBeantickNo ratings yet
- Linn & Petersen (1985) PDFDocument21 pagesLinn & Petersen (1985) PDFMuhammad IkbalNo ratings yet
- Sound Absorption Characterisation of Woven Materials. Case Study: Auditorium RestorationDocument8 pagesSound Absorption Characterisation of Woven Materials. Case Study: Auditorium RestorationCășeriu BiancaNo ratings yet
- Hard Work Is More Important Than TalentDocument2 pagesHard Work Is More Important Than TalentSadman RashidNo ratings yet
- Latch Up Failure in IGBTDocument3 pagesLatch Up Failure in IGBTgetssyNo ratings yet
- Paige Brassfield 1436 Big Canyon Terrace Cardiff by The Sea Ca. 92007Document2 pagesPaige Brassfield 1436 Big Canyon Terrace Cardiff by The Sea Ca. 92007Christina JonesNo ratings yet
- Call 4 Paper 19th IBCAST 2022Document14 pagesCall 4 Paper 19th IBCAST 2022AliNo ratings yet
- Pines of Perinton StatementDocument1 pagePines of Perinton StatementNews10NBCNo ratings yet
- SAR AI PaperDocument26 pagesSAR AI PaperDharmesh PanchalNo ratings yet
- June 2016 QP - C2 EdexcelDocument16 pagesJune 2016 QP - C2 EdexcelmayankNo ratings yet
- Compare Hofstede's Five Value Dimensions and The GLOBE FrameworkDocument3 pagesCompare Hofstede's Five Value Dimensions and The GLOBE FrameworkRaja Amir KhanNo ratings yet
- The First Woman in SpaceDocument4 pagesThe First Woman in SpaceВиктория ВерхоланцеваNo ratings yet
- Reinforcement Learning - Open AI GymDocument13 pagesReinforcement Learning - Open AI GymlekekeNo ratings yet
- Pages From 5 - 6251496221278470870Document104 pagesPages From 5 - 6251496221278470870manwinderNo ratings yet
- Wholeness Reflection ExerciseDocument1 pageWholeness Reflection ExerciseMayeNo ratings yet
- ArticleDocument10 pagesArticleHanie ZyNo ratings yet
- BCH413 Course Syllabus 2023-24Document3 pagesBCH413 Course Syllabus 2023-24idriscognitoleadsNo ratings yet
- Xl-Maxsonar - WR/WRC Series: High Performance, Ip67 Weather Resistant, Ultrasonic Range FinderDocument20 pagesXl-Maxsonar - WR/WRC Series: High Performance, Ip67 Weather Resistant, Ultrasonic Range FinderDaniel VegaNo ratings yet
- Bastiaanse Why Reference To The Past Is Difficult For Agrammatic SpeakersDocument21 pagesBastiaanse Why Reference To The Past Is Difficult For Agrammatic SpeakersShawnNo ratings yet
- Csi2015 - Book - of - Abstracts 16Document1 pageCsi2015 - Book - of - Abstracts 16Jay CeeNo ratings yet
- LG VRF Multi V S Brochure - Outdoors OnlyDocument44 pagesLG VRF Multi V S Brochure - Outdoors OnlyInventor SolidworksNo ratings yet
- Science: Quarter 1 - Module 1: Classifying Objects and MaterialsDocument40 pagesScience: Quarter 1 - Module 1: Classifying Objects and MaterialsYoshidaNo ratings yet
- Passages For The SATDocument54 pagesPassages For The SATNguyễn Tùng50% (10)
- Teaching and LearningDocument7 pagesTeaching and Learningshiela50% (2)
- Lecture 3Document20 pagesLecture 3Biotechnology IIUM Kuantan100% (5)
- Pedu 202Document44 pagesPedu 202Mejane MonterNo ratings yet