Download as pdf or txt
You might also like
- Wem PDFDocument134 pagesWem PDFBrian Careel100% (1)
- Am PDFDocument212 pagesAm PDFBrian Careel100% (1)
- Acm PDFDocument208 pagesAcm PDFBrian Careel100% (1)
- Engines 6090HDW01, 6090HDW04 770G, 772G, 770GP, and 772GP Motor Grader (S.N. 634754-)Document2 pagesEngines 6090HDW01, 6090HDW04 770G, 772G, 770GP, and 772GP Motor Grader (S.N. 634754-)Brian Careel100% (1)
- Grease Audit Template HitachiDocument28 pagesGrease Audit Template HitachiInsannulNo ratings yet
- Duralite 1000N Spec Sheet PDFDocument1 pageDuralite 1000N Spec Sheet PDFJhonattan GonzalezNo ratings yet
- Bucyrus: Technical ManualDocument9 pagesBucyrus: Technical ManualBrian CareelNo ratings yet
- Loreal Case Study Managing The Diversity Describing The Ob Tools of A Successful Company 120304085031332 2Document27 pagesLoreal Case Study Managing The Diversity Describing The Ob Tools of A Successful Company 120304085031332 2Shreya Virmani100% (1)
- Ficha Tecnica Um180821 Tds Tough Pla RB v11Document3 pagesFicha Tecnica Um180821 Tds Tough Pla RB v11Servirol CiaNo ratings yet
- Ex2500-5Document5 pagesEx2500-5ntahNo ratings yet
- Spec Loader Hitachi Ex2500-6Document14 pagesSpec Loader Hitachi Ex2500-6Zdulkurnain MuhamadNo ratings yet
- Liebherr R9100 Ilovepdf CompressedDocument22 pagesLiebherr R9100 Ilovepdf CompressedMohamed Badian TraoreNo ratings yet
- Modul 8 - Dasar-Dasar MesinDocument34 pagesModul 8 - Dasar-Dasar MesinLaucia AryNo ratings yet
- PDFDocument22 pagesPDFSoesanto TirtoprodjoNo ratings yet
- Komatsu Demag PC4000-6 Shovel - ACF4666Document8 pagesKomatsu Demag PC4000-6 Shovel - ACF4666Miomir Mikić100% (1)
- Failure Analysis Report EX1296 - Final Drive LH NoiseDocument11 pagesFailure Analysis Report EX1296 - Final Drive LH Noiseputri lestariNo ratings yet
- Ex2600 6 1Document7 pagesEx2600 6 1Akhmad SebehNo ratings yet
- 010 - RH120E - Hydraulic Oil CoolingDocument9 pages010 - RH120E - Hydraulic Oil CoolingOsvaldo UrbanoNo ratings yet
- Assemble Diff 777DDocument17 pagesAssemble Diff 777DCavandraNo ratings yet
- Wa600 6R - Cen00209 03 PDFDocument12 pagesWa600 6R - Cen00209 03 PDFjaved samaaNo ratings yet
- TSR KuDocument16 pagesTSR KuAngsaNo ratings yet
- Brochure R 9350 English 2013-04 - 11723-0 PDFDocument22 pagesBrochure R 9350 English 2013-04 - 11723-0 PDFJulhefry Maroan Situngkir100% (1)
- Rating Dozer BladesDocument4 pagesRating Dozer BladesAdriana GrajedaNo ratings yet
- SEKN5047 - Introduction of Ultrasonic Measurement ToolDocument3 pagesSEKN5047 - Introduction of Ultrasonic Measurement ToolMrAlbert2009No ratings yet
- PC 1250 500 HR Service SheetDocument5 pagesPC 1250 500 HR Service SheetJamyansuren TseveendorjNo ratings yet
- DL550 - Specification Sheet - 20160502Document27 pagesDL550 - Specification Sheet - 20160502AbdelrahmanNo ratings yet
- Recommended Component Life TimeDocument2 pagesRecommended Component Life TimeDwiNo ratings yet
- Chapter 7 - Attachment / Travel System: Service ManualDocument140 pagesChapter 7 - Attachment / Travel System: Service ManualAugusto OliveiraNo ratings yet
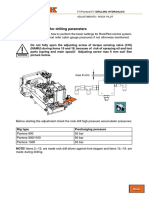
- Training: 1.1. Basic Settings For Drilling ParametersDocument8 pagesTraining: 1.1. Basic Settings For Drilling ParametersVICTOR BEMENGUENo ratings yet
- 001 Monitoring PM 2021Document11 pages001 Monitoring PM 2021Abdi AnsharyNo ratings yet
- Komatsu WayDocument7 pagesKomatsu WayPhuc HoangNo ratings yet
- Wa500 6RDocument20 pagesWa500 6RYulius PurnamaNo ratings yet
- Service Report: General InformationDocument3 pagesService Report: General Informationjerald noblezaNo ratings yet
- r9800 2011 (8a4)Document12 pagesr9800 2011 (8a4)Nguyen Phuc LinhNo ratings yet
- FSS - 793C D Dump TruckDocument10 pagesFSS - 793C D Dump TruckJose PoloNo ratings yet
- Gross: 194 KW 260 HP / 1950 Min Net: 186 KW 250 HP / 1950 Min 19300 KG (With Ripper 22150 KG) 4.32 MDocument20 pagesGross: 194 KW 260 HP / 1950 Min Net: 186 KW 250 HP / 1950 Min 19300 KG (With Ripper 22150 KG) 4.32 MSabahNo ratings yet
- Cylinder Head 10-00-1 (Hino Engine Type J08etm-Ksda)Document4 pagesCylinder Head 10-00-1 (Hino Engine Type J08etm-Ksda)eshopmanual TigaNo ratings yet
- A. MAN. F-013A Rev 0.0 Program Pemeriksaan Undercarriage - D155 OKDocument6 pagesA. MAN. F-013A Rev 0.0 Program Pemeriksaan Undercarriage - D155 OKMiswanto LantaNo ratings yet
- 69-343-093 NFP2000 ManualDocument56 pages69-343-093 NFP2000 ManualYoga Darmansyah100% (1)
- 22-529 Motosoldadora Miller Big BlueDocument24 pages22-529 Motosoldadora Miller Big BlueChristianNo ratings yet
- Time Sheet THN 2022 - AprilDocument32 pagesTime Sheet THN 2022 - AprilKRIS YISSNo ratings yet
- Pm-Clinic Service: HD325-6 #5485 6000 HD325-6W #5485 6000 HD405-6 #1001 2000Document2 pagesPm-Clinic Service: HD325-6 #5485 6000 HD325-6W #5485 6000 HD405-6 #1001 2000Naughty VongNo ratings yet
- R 9400 Mining ExcavatorDocument22 pagesR 9400 Mining ExcavatorAvir YadavNo ratings yet
- Boom Cylinder Remove and InstallDocument8 pagesBoom Cylinder Remove and InstallEDSON JONATHAN SALINAS AYALANo ratings yet
- Project Scope: OJI - Maintenance Process ReportDocument36 pagesProject Scope: OJI - Maintenance Process Reportramadhan wibiNo ratings yet
- Dando Mintec 6 Mineral Exploration Rig AustraliaDocument2 pagesDando Mintec 6 Mineral Exploration Rig AustraliaTaylor OughtonNo ratings yet
- Stieber TDocument96 pagesStieber Tadem özdilNo ratings yet
- Reporting PPM D155A-6 Baskhara Sinar SaktiDocument9 pagesReporting PPM D155A-6 Baskhara Sinar SaktiCandy 888No ratings yet
- 5000 Series Cryogenic Valve: Bulletin 86.1:5000 CryoDocument8 pages5000 Series Cryogenic Valve: Bulletin 86.1:5000 CryoDatt NguyenNo ratings yet
- KOM PC2000-8 Specs PDFDocument20 pagesKOM PC2000-8 Specs PDFbas100% (1)
- Especificación DX 700Document4 pagesEspecificación DX 700Raul Apaza LujanNo ratings yet
- 320C Vs Deere200EnglishDocument52 pages320C Vs Deere200EnglishFernando Omar ArenaNo ratings yet
- Manitou Tyre Handlers enDocument4 pagesManitou Tyre Handlers enRui FerreiraNo ratings yet
- Draft: Motor GraderDocument26 pagesDraft: Motor Graderjonnyhappy28No ratings yet
- GEK - 30375M Lubrication SpecificationsDocument34 pagesGEK - 30375M Lubrication SpecificationsMARITZA GABRIELA ARIZABAL MEDINANo ratings yet
- PowerROC T45 - Brochure - English PDFDocument5 pagesPowerROC T45 - Brochure - English PDFFelipe Contreras OrellanaNo ratings yet
- Form Inspection Sheet - ExcavatorDocument3 pagesForm Inspection Sheet - Excavatorkamalakannan.muthukumaranNo ratings yet
- Pre Delivery Inspection ChecklistDocument1 pagePre Delivery Inspection ChecklistAman MeshramNo ratings yet
- Why Wind Turbine Gearboxes FailDocument4 pagesWhy Wind Turbine Gearboxes FailasantonyrajNo ratings yet
- Fundamentals of Hydraulic Session 1 May2422Document75 pagesFundamentals of Hydraulic Session 1 May2422phengNo ratings yet
- Testing and Adjusting Pm-Clinic Service: HD465-7, HD605-7Document3 pagesTesting and Adjusting Pm-Clinic Service: HD465-7, HD605-7Faidh Allanz FairhiaNo ratings yet
- Bonfiglioni 300 Series (NEMA)Document276 pagesBonfiglioni 300 Series (NEMA)Pieter van der WaltNo ratings yet
- HLN-11A Leeb Portable Hardness TesterDocument2 pagesHLN-11A Leeb Portable Hardness TesterRaden RoyNo ratings yet
- SEBF 8737 головка С-9Document6 pagesSEBF 8737 головка С-9Евгений АбрамовNo ratings yet
- Myki - Ombudsman 2011Document10 pagesMyki - Ombudsman 2011Shici ZhangNo ratings yet
- CellTiter 96 AQueous One Solution Cell Proliferation Assay TB245Document13 pagesCellTiter 96 AQueous One Solution Cell Proliferation Assay TB245Teh Chye PhingNo ratings yet
- STAIRCASE DETAIL - TYPE 3a.pdf CORRT FDocument1 pageSTAIRCASE DETAIL - TYPE 3a.pdf CORRT FpreconNo ratings yet
- When To Regrease - Case StudyDocument3 pagesWhen To Regrease - Case StudyBrian CareelNo ratings yet
- Sensors For Onboard Diesel Oil CBMDocument6 pagesSensors For Onboard Diesel Oil CBMBrian CareelNo ratings yet
- Consistently Consistent GreaseDocument4 pagesConsistently Consistent GreaseBrian Careel100% (1)
- Spell It OutDocument1 pageSpell It OutBrian CareelNo ratings yet
- 793F Main SchematicDocument13 pages793F Main SchematicBrian CareelNo ratings yet
- Sandvik DU311 Orion Spec SheetDocument4 pagesSandvik DU311 Orion Spec SheetBrian CareelNo ratings yet
- Komatsu OilsDocument200 pagesKomatsu OilsBrian Careel100% (1)
- Alstom - Oil Analysis GuidelinesDocument1 pageAlstom - Oil Analysis GuidelinesBrian CareelNo ratings yet
- Uptime Maintenance Planner: Service IntervalsDocument3 pagesUptime Maintenance Planner: Service IntervalsBrian CareelNo ratings yet
- 793F TC Housing PartsDocument5 pages793F TC Housing PartsBrian CareelNo ratings yet
- 470GLC (PIN: 1FF470GX - E470001-) : As RequiredDocument2 pages470GLC (PIN: 1FF470GX - E470001-) : As RequiredBrian CareelNo ratings yet
- 350DLC T221117Document2 pages350DLC T221117Brian CareelNo ratings yet
- What Can The MONITOR™ Fluid Analysis Program Do For You?Document2 pagesWhat Can The MONITOR™ Fluid Analysis Program Do For You?Brian CareelNo ratings yet
- MT4400 Front Brakes (Carlisle)Document15 pagesMT4400 Front Brakes (Carlisle)Brian CareelNo ratings yet
- 793F Trans Oil SampleDocument2 pages793F Trans Oil SampleBrian CareelNo ratings yet
- MT4400 Exhaust Assembly - Heated BodyDocument5 pagesMT4400 Exhaust Assembly - Heated BodyBrian CareelNo ratings yet
- Bucyrus: Technical ManualDocument5 pagesBucyrus: Technical ManualBrian CareelNo ratings yet
- MT4400 STRG Flo Amp ValveDocument7 pagesMT4400 STRG Flo Amp ValveBrian Careel0% (1)
- MT4400 Steering CylinderDocument13 pagesMT4400 Steering CylinderBrian Careel0% (1)
- Romance OracleDocument108 pagesRomance Oraclericky bernadoNo ratings yet
- Cole-Hopf Transformation PDFDocument8 pagesCole-Hopf Transformation PDFzoragiNo ratings yet
- AGCDocument7 pagesAGCZarChiAyeNo ratings yet
- Data SheetDocument4 pagesData Sheetoyelowo nurudeenNo ratings yet
- Amazon Things GraphDocument242 pagesAmazon Things GraphhabriwwoNo ratings yet
- The Theosophist Vol 144. No. 1Document44 pagesThe Theosophist Vol 144. No. 1Abraham SolomonNo ratings yet
- A Message From RayDocument1 pageA Message From RayJanet BeckerNo ratings yet
- 100 SeriesDocument5 pages100 Seriesfathur2107No ratings yet
- Secularization of KnowledgeDocument29 pagesSecularization of KnowledgejoachimjackNo ratings yet
- Biomechanics of RunningDocument19 pagesBiomechanics of RunningJaviera Paz VegaNo ratings yet
- Md. Solaiman: Career SummaryDocument1 pageMd. Solaiman: Career Summaryসোলাইমান রুবেলNo ratings yet
- Manual Utilisation Fd402 500 NewDocument15 pagesManual Utilisation Fd402 500 NewRocalinaudNo ratings yet
- AnnouncementDocument2 pagesAnnouncementmattiabencistaNo ratings yet
- Relational ScmTop DooTop DooCommon DooConstraintsDocument1 pageRelational ScmTop DooTop DooCommon DooConstraintsKhalil De la CruzNo ratings yet
- Benchmark Analysis Action Plan TemplateDocument39 pagesBenchmark Analysis Action Plan Templatem.hakmehNo ratings yet
- Caldera FultonDocument76 pagesCaldera FultonFrancisco MendozaNo ratings yet
- 41 Manual Nissan Sentra 2013Document16 pages41 Manual Nissan Sentra 2013DavidNo ratings yet
- 9A04603 Digital Signal Processing16Document4 pages9A04603 Digital Signal Processing16Mahaboob SubahanNo ratings yet
- Er.R.GOPINATH BSNL Manuscript To Bishop Heber CollegeDocument9 pagesEr.R.GOPINATH BSNL Manuscript To Bishop Heber CollegeAna GargalloNo ratings yet
- 29-Horizontal Subsea Xmas Tree en PDFDocument2 pages29-Horizontal Subsea Xmas Tree en PDFarietilangNo ratings yet
- Service Estimate: CustomerDocument2 pagesService Estimate: CustomerazharNo ratings yet
- OscarII Manual PartsBook ElectricalDocument84 pagesOscarII Manual PartsBook ElectricalPablo SchinkeNo ratings yet
- Embedded Questions and Intonation of Tag QuestionsDocument15 pagesEmbedded Questions and Intonation of Tag Questionssandra gonzalezNo ratings yet
- CH 6 SOC210 Powerpoint FA2020Document17 pagesCH 6 SOC210 Powerpoint FA2020janNo ratings yet
- Mathematics: Quarter 2 - Module 8Document24 pagesMathematics: Quarter 2 - Module 8Emmanuel M. Dela Cruz100% (1)
- HVAC TutorialDocument115 pagesHVAC Tutorialhungdinhthanh100% (5)
- Student Profile Guide G TuDocument5 pagesStudent Profile Guide G TuumeshNo ratings yet
- MUSIC DLP No 8 Q4Document2 pagesMUSIC DLP No 8 Q4Aileen DesamparadoNo ratings yet