Download as pdf or txt
You might also like
- Fire Watch TrainingDocument26 pagesFire Watch TrainingSaeed Malik100% (2)
- CFB PresentationDocument48 pagesCFB PresentationSam100% (3)
- AXH Air Cooler - For Concept Distribution 4-16-09Document72 pagesAXH Air Cooler - For Concept Distribution 4-16-09sada sivaNo ratings yet
- Coal To Biomass Conversion: Adam Nicholson Ceng Fimeche 19 February 2019Document47 pagesCoal To Biomass Conversion: Adam Nicholson Ceng Fimeche 19 February 2019Diego Martínez FernándezNo ratings yet
- Thermal Power PlantsDocument47 pagesThermal Power Plantsbbhabal67% (3)
- Zahid Mehmood QureshiDocument35 pagesZahid Mehmood QureshiMuhammad AbubakarNo ratings yet
- Envikraft - Soluadili Bunadar I FunaDocument22 pagesEnvikraft - Soluadili Bunadar I Funasnikt786No ratings yet
- 02 PCRA NitendraDewanganDocument127 pages02 PCRA NitendraDewanganGovind RaoNo ratings yet
- PKR MillsDocument37 pagesPKR Millsnetygen1No ratings yet
- Conceptos de NOxDocument48 pagesConceptos de NOxJESS100% (1)
- A Presentation On Steam GeneratorDocument47 pagesA Presentation On Steam GeneratorRajendran DharmalingamNo ratings yet
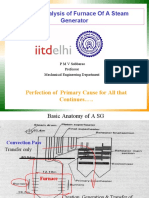
- Design Analysis of Furnace of A Steam Generator: Perfection of Primary Cause For All That Continues .Document21 pagesDesign Analysis of Furnace of A Steam Generator: Perfection of Primary Cause For All That Continues .Ramesh kumarNo ratings yet
- 3 Minchener Undp CFBCDocument20 pages3 Minchener Undp CFBCfaqdaniNo ratings yet
- Is CCUS A Distraction To Net Zero TransitionDocument32 pagesIs CCUS A Distraction To Net Zero TransitionM SidinaNo ratings yet
- 4 - Ore Reduction Technology Madelein Todd PDFDocument17 pages4 - Ore Reduction Technology Madelein Todd PDFThe GantengNo ratings yet
- Boiler Fundamental Read ItDocument119 pagesBoiler Fundamental Read ItRajanish BiswasNo ratings yet
- Energy Conservation in Steam Systems: Som Derashri CEO Academy For Conservation of EnergyDocument32 pagesEnergy Conservation in Steam Systems: Som Derashri CEO Academy For Conservation of EnergyPrudhvi RajNo ratings yet
- QI Heater Tube Cleaning and VerificationDocument10 pagesQI Heater Tube Cleaning and VerificationOmid LarkiNo ratings yet
- Coal and OilDocument48 pagesCoal and OilAnjaly KumariNo ratings yet
- Appliances For Domestic Biogas Plants: Biogas Compact Course PPRE-Oldenburg University April 26 28, 2011Document47 pagesAppliances For Domestic Biogas Plants: Biogas Compact Course PPRE-Oldenburg University April 26 28, 2011erkiruthirajNo ratings yet
- Role of Maintenance in Boiler Energy ConservationDocument125 pagesRole of Maintenance in Boiler Energy ConservationkkannanmtpsNo ratings yet
- 2011 KR 90+% 2-StgDocument4 pages2011 KR 90+% 2-StgAIR GTNo ratings yet
- 4 MSW To Fuel and Energy 1644520136894Document65 pages4 MSW To Fuel and Energy 1644520136894vaibhav guptaNo ratings yet
- Coal Properties Vs Boiler Performance, Boiler and APH PErformance and Heat Rate V0.1Document142 pagesCoal Properties Vs Boiler Performance, Boiler and APH PErformance and Heat Rate V0.1soumitraban100% (1)
- Environmental Issues Management: C P C BDocument79 pagesEnvironmental Issues Management: C P C BGanesh N KNo ratings yet
- Transformer Oil: Bangladesh Power Management Institute (BPMI) 2019Document34 pagesTransformer Oil: Bangladesh Power Management Institute (BPMI) 2019Farhan AhmedNo ratings yet
- Profitable Calcining of Non-Calcinable Pet Coke PDFDocument4 pagesProfitable Calcining of Non-Calcinable Pet Coke PDFDedik DermadyNo ratings yet
- Raadman Bunrer - Mechanical Modular - Up To 6200 KW - V1 - NoDocument28 pagesRaadman Bunrer - Mechanical Modular - Up To 6200 KW - V1 - Nonegar adelniaNo ratings yet
- 92742-87559 Rev00 - Performance NBWB100ADocument1 page92742-87559 Rev00 - Performance NBWB100AJosé Pedro MagalhãesNo ratings yet
- 2 Imech - Energy Dome Company PresentationDocument16 pages2 Imech - Energy Dome Company PresentationRoque Alfredo Da Rosa AvilaNo ratings yet
- CHP Application-Direct DryingDocument36 pagesCHP Application-Direct Dryingbincoleto5536No ratings yet
- Aplicaciones DETLLAMADocument38 pagesAplicaciones DETLLAMAPhong Hoang LeNo ratings yet
- Boiler PreservationDocument35 pagesBoiler PreservationANKUSH YOGINo ratings yet
- Fine Particulate and Gas Removal: Tri-MerDocument4 pagesFine Particulate and Gas Removal: Tri-MerNathanNo ratings yet
- Encon Thermal Engineers: Answer To The Continued Need For Energy ConservationDocument70 pagesEncon Thermal Engineers: Answer To The Continued Need For Energy ConservationAtul SaxenaNo ratings yet
- Clean Coal TechDocument47 pagesClean Coal TechGupteswara PadhyNo ratings yet
- Thermax Combloc Multi Fuel Compact 1500 6000 KG Steam BoilerDocument2 pagesThermax Combloc Multi Fuel Compact 1500 6000 KG Steam BoilerPRABA KARAN100% (1)
- 4 COWI - Operational Flexibility of Vietnamese Power PlantsDocument17 pages4 COWI - Operational Flexibility of Vietnamese Power Plantsuniqlobcca23No ratings yet
- Gbhe Secondary Reformers - Theory and Operation WSVDocument32 pagesGbhe Secondary Reformers - Theory and Operation WSVJayant Swami100% (1)
- Analysis of Coal For Utilization: Knowledge To Be Quasi-Static While Destroying The Permanent Entropy Vehicles .Document19 pagesAnalysis of Coal For Utilization: Knowledge To Be Quasi-Static While Destroying The Permanent Entropy Vehicles .Amit Kumar SahuNo ratings yet
- Pulveriser-Power PlantDocument67 pagesPulveriser-Power PlantARUNGREESMANo ratings yet
- Performanece Ananlysis of CoalDocument67 pagesPerformanece Ananlysis of Coalsen_subhasis_58No ratings yet
- Ball Mill PulveriserDocument67 pagesBall Mill PulveriserMURALIGOCAM_29070605100% (1)
- Cycle Time AnalysisDocument11 pagesCycle Time AnalysisSandeep MahajanNo ratings yet
- Use of Cogeneration in Large Industrial Projects LoneyDocument26 pagesUse of Cogeneration in Large Industrial Projects LoneyAndrey KuznetsovNo ratings yet
- Boiling Up Rate For Batch DistillationDocument4 pagesBoiling Up Rate For Batch DistillationKanhaiyalal PatilNo ratings yet
- Company Profile PetracarbonDocument32 pagesCompany Profile PetracarbonTien Tran Kha TienNo ratings yet
- Performance Analysis of An Engine Using Producer GasDocument53 pagesPerformance Analysis of An Engine Using Producer GasKIRAN CHERIYANNo ratings yet
- Effective Operation of AtomizersDocument32 pagesEffective Operation of AtomizerssugumarNo ratings yet
- Vizag Steel Plant WHRB RussiaDocument47 pagesVizag Steel Plant WHRB RussiakaustavNo ratings yet
- Rotary FurnaceDocument10 pagesRotary Furnaceagbajelola idrisNo ratings yet
- Experience On Operation and Maintenance of CFBC Boiler at KLTPS - Kutchh - Gujarat PDFDocument49 pagesExperience On Operation and Maintenance of CFBC Boiler at KLTPS - Kutchh - Gujarat PDFanbarasanNo ratings yet
- 2009 Margarita Seminar - 10 Successful Applications of Casale Technology To Grass-Roots PlantsDocument32 pages2009 Margarita Seminar - 10 Successful Applications of Casale Technology To Grass-Roots PlantsIvonneNo ratings yet
- SF Cross BarandDuoflexDocument65 pagesSF Cross BarandDuoflexMm MmNo ratings yet
- Steam System 41Document41 pagesSteam System 41MadanKarkiNo ratings yet
- CFBC Boilers: Quest Professional CircleDocument31 pagesCFBC Boilers: Quest Professional CircleMayur Patel100% (1)
- Encyclopaedia Britannica, 11th Edition, Volume 8, Slice 3 "Destructors" to "Diameter"From EverandEncyclopaedia Britannica, 11th Edition, Volume 8, Slice 3 "Destructors" to "Diameter"No ratings yet
- Maxims and Instructions for the Boiler Room: Useful to Engineers, Firemen & Mechanics; Relating to Steam Generators, Pumps, Appliances, Steam Heating, Practical Plumbing, etcFrom EverandMaxims and Instructions for the Boiler Room: Useful to Engineers, Firemen & Mechanics; Relating to Steam Generators, Pumps, Appliances, Steam Heating, Practical Plumbing, etcNo ratings yet
- Audel HVAC Fundamentals, Volume 2: Heating System Components, Gas and Oil Burners, and Automatic ControlsFrom EverandAudel HVAC Fundamentals, Volume 2: Heating System Components, Gas and Oil Burners, and Automatic ControlsNo ratings yet
- Reinforcement Pad CalculationDocument5 pagesReinforcement Pad Calculationsada siva100% (1)
- AWWA Catalog June08Document148 pagesAWWA Catalog June08sada sivaNo ratings yet
- Sulfinol ProcessDocument50 pagesSulfinol Processsada sivaNo ratings yet
- Water TreatmentDocument153 pagesWater Treatmentsada sivaNo ratings yet
- NACE - Field Measurement of HydrogenDocument5 pagesNACE - Field Measurement of Hydrogensada sivaNo ratings yet
- Compressor Basics May 2009Document163 pagesCompressor Basics May 2009sada siva100% (1)
- NACE - Corrosion InhibitionDocument13 pagesNACE - Corrosion Inhibitionsada sivaNo ratings yet
- EG Refrigeration For NGL (Condensate) RecoveryDocument30 pagesEG Refrigeration For NGL (Condensate) Recoverysada siva100% (2)
- NACE - Epoxy-Coated Reinforcing SteelsDocument10 pagesNACE - Epoxy-Coated Reinforcing Steelssada sivaNo ratings yet
- Fiberspar - Installation GuideDocument27 pagesFiberspar - Installation Guidesada sivaNo ratings yet
- Fiberspar Linepipe Engineering GuideDocument24 pagesFiberspar Linepipe Engineering Guidesada sivaNo ratings yet
- Cairn India 600 KM Pre-Insulated PipelineDocument1 pageCairn India 600 KM Pre-Insulated Pipelinesada sivaNo ratings yet
- Hi-Gard: Pre-Insulated Aboveground Piping SystemDocument2 pagesHi-Gard: Pre-Insulated Aboveground Piping Systemsada sivaNo ratings yet
- Engelhard & Natural Gas: Dr. Ulrich DaimingerDocument38 pagesEngelhard & Natural Gas: Dr. Ulrich Daimingersada sivaNo ratings yet
- Flare SystemsDocument93 pagesFlare Systemssada sivaNo ratings yet
- Gas Treating With Amines: Amine Sweetening UnitDocument40 pagesGas Treating With Amines: Amine Sweetening Unitsada sivaNo ratings yet
- Burried Piping SpecDocument9 pagesBurried Piping Specsada sivaNo ratings yet
- Amine AnalysisDocument16 pagesAmine Analysissada sivaNo ratings yet
- Front Office and Guest Safety and Security PDFDocument11 pagesFront Office and Guest Safety and Security PDFPrabhjot SinghNo ratings yet
- Easty EDP Heat Press MANUALDocument13 pagesEasty EDP Heat Press MANUALAthenogenes GastadorNo ratings yet
- Ba Markiv UsaDocument20 pagesBa Markiv UsaThaiminh VoNo ratings yet
- As 2122.1-1993 Combustion Characteristics of Plastics Determination of Flame Propagation - Surface Ignition oDocument3 pagesAs 2122.1-1993 Combustion Characteristics of Plastics Determination of Flame Propagation - Surface Ignition oSAI Global - APACNo ratings yet
- 12 Chemistry CHP 8Document68 pages12 Chemistry CHP 8nashwanoor2018No ratings yet
- Wood Pellets in EuropeDocument88 pagesWood Pellets in Europeαλεξανδρος νακοςNo ratings yet
- Burnner PDFDocument16 pagesBurnner PDFBabakNo ratings yet
- Gpcdoc Gtds Shell Argina T 40 (2005) (En) TdsDocument2 pagesGpcdoc Gtds Shell Argina T 40 (2005) (En) Tdscesar_lub100% (1)
- Kobelco Sk260lc-9 NaDocument8 pagesKobelco Sk260lc-9 NaBoss kevinNo ratings yet
- Safety: Rule 1940 - Fire Protection and ControlDocument12 pagesSafety: Rule 1940 - Fire Protection and Controlcristel talaveraNo ratings yet
- Datos TecnicosDocument2 pagesDatos TecnicosCeleynes RTNo ratings yet
- Combustion of Solid PropellantsDocument63 pagesCombustion of Solid PropellantsPaul ThomasNo ratings yet
- FM DataSheets - Cause and Effect of Fire and ExplosionsDocument22 pagesFM DataSheets - Cause and Effect of Fire and Explosionsyunying21No ratings yet
- Lesson 1 - Classification of MatterDocument28 pagesLesson 1 - Classification of Mattercecil tayagNo ratings yet
- Gujarat Technological University: W.E.F. AY 2018-19Document3 pagesGujarat Technological University: W.E.F. AY 2018-19AkashNo ratings yet
- Properties of Mixtures and CombustionDocument7 pagesProperties of Mixtures and CombustionKhairul NajmiNo ratings yet
- Proposal FypDocument5 pagesProposal Fypnaien89100% (1)
- E0834 E302 Natural Gas - GBDocument24 pagesE0834 E302 Natural Gas - GBvalvotecnicaNo ratings yet
- CHE 102 Package - Final 2010 PDFDocument29 pagesCHE 102 Package - Final 2010 PDFzain-hiraniNo ratings yet
- The Boiler Book On Line - Chapter 1 Introduction To BoilersDocument6 pagesThe Boiler Book On Line - Chapter 1 Introduction To BoilersDavid Jose Quintero VelascoNo ratings yet
- Ash in The Analysis Sample of Coal and Coke From Coal: Standard Test Method ForDocument6 pagesAsh in The Analysis Sample of Coal and Coke From Coal: Standard Test Method ForMartin Lizarbe WilliamsNo ratings yet
- Alternative Fuels-Water Fuel Engines: K.Ganesh B.E, M.B.A, M.TECHDocument6 pagesAlternative Fuels-Water Fuel Engines: K.Ganesh B.E, M.B.A, M.TECHTimothy AgustinNo ratings yet
- Igniting Change: A Strategy For Universal Adoption of Clean Cookstoves and FuelsDocument56 pagesIgniting Change: A Strategy For Universal Adoption of Clean Cookstoves and FuelsTrees, Water and PeopleNo ratings yet
- Analysis of Hydrogen Use in Gas Turbine PlantsDocument11 pagesAnalysis of Hydrogen Use in Gas Turbine PlantsАлександр ТумановNo ratings yet
- Fire Safety and PreventionDocument46 pagesFire Safety and PreventionThricia May DencoNo ratings yet
- Matlab CodeDocument82 pagesMatlab Codegnec2200% (2)
- EMERGENCY TELEPHONE: (713) 439-8900 CHEMTREC: 1-800-424-9300 2001 Rankin Road Houston, Texas 77073Document2 pagesEMERGENCY TELEPHONE: (713) 439-8900 CHEMTREC: 1-800-424-9300 2001 Rankin Road Houston, Texas 77073paimanNo ratings yet
- Criminal Justice Education: La Carlota City CollegeDocument56 pagesCriminal Justice Education: La Carlota City CollegePaulo Justin Tabangcora Oropilla100% (1)
- Multiple Choice Questions For Class VIII: Crop Production and ManagementDocument21 pagesMultiple Choice Questions For Class VIII: Crop Production and ManagementMohit Garg100% (2)