Download as pdf or txt
You might also like
- Gbt 1356-2001 通用机械和重型机械用圆柱齿轮标准基本齿条齿廓Document8 pagesGbt 1356-2001 通用机械和重型机械用圆柱齿轮标准基本齿条齿廓柴俊卿No ratings yet
- GB 8918Document49 pagesGB 8918maybchNo ratings yet
- GB 8918-2006 重要用途钢丝绳 PDFDocument49 pagesGB 8918-2006 重要用途钢丝绳 PDFHoang Nguyen HuyNo ratings yet
- GB-T 5223.3-2005 预应力混凝土用钢棒Document16 pagesGB-T 5223.3-2005 预应力混凝土用钢棒susuNo ratings yet
- GB T9341 2000弯曲性能Document10 pagesGB T9341 2000弯曲性能Wenbin YangNo ratings yet
- Yy 1012-2004 牙科手机 联轴节尺寸Document4 pagesYy 1012-2004 牙科手机 联轴节尺寸Ngô KimNo ratings yet
- Sampling Locations and Specimen Preparation For Mechanical Performance Testing of Steel and Steel ProductsDocument16 pagesSampling Locations and Specimen Preparation For Mechanical Performance Testing of Steel and Steel Products34100325No ratings yet
- GBT1184 1996形状和位置公差未注公差值Document15 pagesGBT1184 1996形状和位置公差未注公差值Qiu davidfantasyNo ratings yet
- GB T1972碟形彈簧Document31 pagesGB T1972碟形彈簧ottoNo ratings yet
- GB T 3934Document19 pagesGB T 3934Dac Tinh NgoNo ratings yet
- Cylindrical Head Weld Stud For Arc Stud WeldingDocument7 pagesCylindrical Head Weld Stud For Arc Stud Welding34100325No ratings yet
- GB 16895.19-2002 建筑物电气装置 第7部分:特殊装置或场所的要求 第702节:游泳池和其他水池Document12 pagesGB 16895.19-2002 建筑物电气装置 第7部分:特殊装置或场所的要求 第702节:游泳池和其他水池zhenghua liuNo ratings yet
- GBT 7305-2003 石油和合成液水分离性测定法Document6 pagesGBT 7305-2003 石油和合成液水分离性测定法Daneyal BabarNo ratings yet
- GB 16895.8-2000 建筑物电气装置 第7部分:特殊装置或场所的要求 第706节:狭窄的可导电场所Document4 pagesGB 16895.8-2000 建筑物电气装置 第7部分:特殊装置或场所的要求 第706节:狭窄的可导电场所zhenghua liuNo ratings yet
- YYT 0148-2006 医用胶带 通用要求 norma china esparadraposDocument11 pagesYYT 0148-2006 医用胶带 通用要求 norma china esparadraposLUIS AUGUSTO DELGADONo ratings yet
- GBT 7306.2-2000 55Document7 pagesGBT 7306.2-2000 55徐海彪No ratings yet
- GBT 6379.2-2004 测量方法与结果的准确度 (正确度与精密度) 第2部分:确定标准测量方法重复性与再现性的基本方法Document44 pagesGBT 6379.2-2004 测量方法与结果的准确度 (正确度与精密度) 第2部分:确定标准测量方法重复性与再现性的基本方法jun zfNo ratings yet
- GBT 12241 2005 安全阀一般要求 PDFDocument29 pagesGBT 12241 2005 安全阀一般要求 PDFarbokNo ratings yet
- 052 QBT 2626.1-2004 工业用缝纫机 针板的通用技术条件 第1部分:平缝缝纫机针板Document8 pages052 QBT 2626.1-2004 工业用缝纫机 针板的通用技术条件 第1部分:平缝缝纫机针板ShawnNo ratings yet
- GBT 12221-2005 金属阀门结构长度Document23 pagesGBT 12221-2005 金属阀门结构长度Maohui LeNo ratings yet
- GB 1596T-2005用于水泥和砼中的粉煤灰Document13 pagesGB 1596T-2005用于水泥和砼中的粉煤灰278538411No ratings yet
- GB/T 1596-2005 用于水泥和混凝土中的粉煤灰 PDFDocument13 pagesGB/T 1596-2005 用于水泥和混凝土中的粉煤灰 PDFGang WangNo ratings yet
- 051 QBT 2611-2003 工业用缝纫机 高速平缝机旋梭Document9 pages051 QBT 2611-2003 工业用缝纫机 高速平缝机旋梭ShawnNo ratings yet
- GB-T 2506-2005Document8 pagesGB-T 2506-2005Ngọc TùngNo ratings yet
- GBT 15074-2008Document11 pagesGBT 15074-2008AchintyakNo ratings yet
- 特殊同色异谱指数的测定 改变照明体Document8 pages特殊同色异谱指数的测定 改变照明体chihohung98No ratings yet
- - 海上风电柔性直流换流平台用±200 kV直流GIS关键电气应力研究Document10 pages- 海上风电柔性直流换流平台用±200 kV直流GIS关键电气应力研究yangyangaNo ratings yet
- GB 4717-2005 火灾报警控制器Document25 pagesGB 4717-2005 火灾报警控制器422088478qq.comNo ratings yet
- GB50160 2008 (2018年版) :石油化工企业设计防火标准 (2018年版)Document210 pagesGB50160 2008 (2018年版) :石油化工企业设计防火标准 (2018年版)NET BABYNo ratings yet
- 中美普通混凝土配比设计方法的系统比较和研究Document12 pages中美普通混凝土配比设计方法的系统比较和研究zhiwei wang100% (1)
- 工业设备及管道绝热工程施工质量验收规范GB50185 2010Document76 pages工业设备及管道绝热工程施工质量验收规范GB50185 2010Elias AinsworthNo ratings yet
- JG161-2004 无粘结预应力钢绞线Document9 pagesJG161-2004 无粘结预应力钢绞线joes karasakineNo ratings yet
- GB 16895.13-2002 建筑物电气装置 第7部分:特殊装置或场所的要求 第701节:装有浴盆或琳浴盆的场所Document7 pagesGB 16895.13-2002 建筑物电气装置 第7部分:特殊装置或场所的要求 第701节:装有浴盆或琳浴盆的场所zhenghua liuNo ratings yet
- GB/T 2419-2005 水泥胶砂流动度测定方法 PDFDocument7 pagesGB/T 2419-2005 水泥胶砂流动度测定方法 PDFGang WangNo ratings yet
- GB - T 13312-1991Document5 pagesGB - T 13312-1991hendiwahyonoNo ratings yet
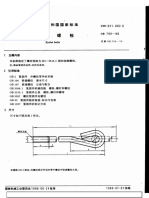
- GBT 5974.1-2006 General Purpose Thimble For Use With Steel Wire RopesDocument6 pagesGBT 5974.1-2006 General Purpose Thimble For Use With Steel Wire RopesGalbadrakh BaasandorjNo ratings yet
- 工业设备及管道绝热工程施工规范GB50126 2008Document92 pages工业设备及管道绝热工程施工规范GB50126 2008Elias AinsworthNo ratings yet
- 电气装置安装工程电气设备交接试验标准GB50150 2006Document159 pages电气装置安装工程电气设备交接试验标准GB50150 2006Elias AinsworthNo ratings yet
- GB 3778-2003Document13 pagesGB 3778-2003Wojciech JerzakNo ratings yet
- GA6 2004 消防员灭火防护靴Document11 pagesGA6 2004 消防员灭火防护靴pxcphj84rdNo ratings yet
- GB 1094.3 绝缘水平、绝缘试验和外绝缘空气间隙Document41 pagesGB 1094.3 绝缘水平、绝缘试验和外绝缘空气间隙Huang HanNo ratings yet
- Gb7306.1 2000 圆柱内螺纹与圆锥外螺纹Document7 pagesGb7306.1 2000 圆柱内螺纹与圆锥外螺纹LINo ratings yet
- GBT 7306.1-2000 55Document7 pagesGBT 7306.1-2000 55徐海彪No ratings yet
- GBT 26951-2011 焊缝无损检测 磁粉检测Document17 pagesGBT 26951-2011 焊缝无损检测 磁粉检测Bernie DongNo ratings yet
- GBT 3367.1-2000 铁道机车名词术语 柴油机零部件名词Document15 pagesGBT 3367.1-2000 铁道机车名词术语 柴油机零部件名词John SuperNo ratings yet
- GBT 17671-1999 水泥胶砂强度检验方法 (ISO法)Document17 pagesGBT 17671-1999 水泥胶砂强度检验方法 (ISO法)qingwen668No ratings yet
- NASGRO裂纹扩展寿命模型的参数敏感性分析Document7 pagesNASGRO裂纹扩展寿命模型的参数敏感性分析Владимир ЧавкинNo ratings yet
- Gbt 5779.1-2000 紧固件表面缺陷 螺栓、螺钉Document11 pagesGbt 5779.1-2000 紧固件表面缺陷 螺栓、螺钉蘇andrewNo ratings yet
- GB T1567 2003Document4 pagesGB T1567 2003ottoNo ratings yet
- 基于性能的钢筋混凝土框架剪力墙结构地震易损性分析 马肖彤Document5 pages基于性能的钢筋混凝土框架剪力墙结构地震易损性分析 马肖彤sdsadaNo ratings yet
- 1、光伏(Pv)系统电网接口特性 Gbt 20046-2006Document8 pages1、光伏(Pv)系统电网接口特性 Gbt 20046-2006heng liuNo ratings yet
- 《城际铁路设计规范》之线路设计标准解读Document4 pages《城际铁路设计规范》之线路设计标准解读Charles O'ConnorNo ratings yet
- 公路圬工桥涵设计规范 (JTG D61-2005)Document73 pages公路圬工桥涵设计规范 (JTG D61-2005)Huang WenjinNo ratings yet
- GBT 11379-2008 金属覆盖层 工程用铬电镀层Document16 pagesGBT 11379-2008 金属覆盖层 工程用铬电镀层gray.yangjianchaoNo ratings yet
- GB T 1732-2020 漆膜耐冲击测定法Document6 pagesGB T 1732-2020 漆膜耐冲击测定法catseyesbabyNo ratings yet
- GB/T700 2006《碳素结构钢》标准宣贯Document3 pagesGB/T700 2006《碳素结构钢》标准宣贯黄赛赛No ratings yet
- 管道弯头磨损特性的研究Document5 pages管道弯头磨损特性的研究Fenghua YouNo ratings yet
- 半圆键 键槽的剖面尺寸Document5 pages半圆键 键槽的剖面尺寸13421301508No ratings yet
- GB/T 5224-2003:预应力混凝土用钢绞线Document16 pagesGB/T 5224-2003:预应力混凝土用钢绞线joes karasakineNo ratings yet
- GB/T 1596-2005 用于水泥和混凝土中的粉煤灰 PDFDocument13 pagesGB/T 1596-2005 用于水泥和混凝土中的粉煤灰 PDFGang WangNo ratings yet
- GB/T 17671-1999 水泥胶砂强度检验方法 PDFDocument17 pagesGB/T 17671-1999 水泥胶砂强度检验方法 PDFGang WangNo ratings yet
- GB最新规范目录Document11 pagesGB最新规范目录Gang WangNo ratings yet
- GB/T 17642-2008 土工合成材料 非织造布复合土工膜 PDFDocument7 pagesGB/T 17642-2008 土工合成材料 非织造布复合土工膜 PDFGang WangNo ratings yet
- GB 18095-2000 乳化炸药 PDFDocument10 pagesGB 18095-2000 乳化炸药 PDFGang WangNo ratings yet
- GB/T 17689-1999 土木合成材料 塑料土工格栅 PDFDocument6 pagesGB/T 17689-1999 土木合成材料 塑料土工格栅 PDFGang WangNo ratings yet
- GB/T 10609.4-2009 技术制图 对缩微复制原件的要求 PDFDocument1 pageGB/T 10609.4-2009 技术制图 对缩微复制原件的要求 PDFGang WangNo ratings yet
- GB/T 17638-1998 土工合成材料 短纤针刺非织造土工布 PDFDocument6 pagesGB/T 17638-1998 土工合成材料 短纤针刺非织造土工布 PDFGang WangNo ratings yet
- GB 16889-2008 生活垃圾填埋场污染控制标准 PDFDocument17 pagesGB 16889-2008 生活垃圾填埋场污染控制标准 PDFGang WangNo ratings yet
- GB/T 13762-2009 土工合成材料 土工布及土工布有关产品单位面积质量的测定方法 PDFDocument5 pagesGB/T 13762-2009 土工合成材料 土工布及土工布有关产品单位面积质量的测定方法 PDFGang WangNo ratings yet
- GB/T 17632-1998 土工布及其有关产品 抗酸、碱液性能的试验方法 PDFDocument5 pagesGB/T 17632-1998 土工布及其有关产品 抗酸、碱液性能的试验方法 PDFGang WangNo ratings yet
- GB/T 18887-2002 土工合成材料 机织非织造复合土工布 PDFDocument6 pagesGB/T 18887-2002 土工合成材料 机织非织造复合土工布 PDFGang WangNo ratings yet
- GB/T 3632~3633-1995 钢结构用扭剪型高强度螺栓连接副 PDFDocument8 pagesGB/T 3632~3633-1995 钢结构用扭剪型高强度螺栓连接副 PDFGang WangNo ratings yet
- GB 799-1988 地脚螺栓 PDFDocument3 pagesGB 799-1988 地脚螺栓 PDFGang WangNo ratings yet
- GB/T 2419-2005 水泥胶砂流动度测定方法 PDFDocument7 pagesGB/T 2419-2005 水泥胶砂流动度测定方法 PDFGang WangNo ratings yet
- GB 50476-2008 混凝土结构耐久性设计规范 PDFDocument34 pagesGB 50476-2008 混凝土结构耐久性设计规范 PDFGang WangNo ratings yet
- GB 1499.3-2010 钢筋混凝土用钢 第3部分:钢筋焊接网 PDFDocument14 pagesGB 1499.3-2010 钢筋混凝土用钢 第3部分:钢筋焊接网 PDFGang WangNo ratings yet
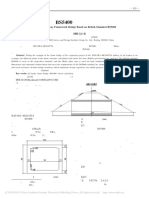
- 基于英标BS5400的铁路框架桥设计 史莉莉Document3 pages基于英标BS5400的铁路框架桥设计 史莉莉NZOCONNORNo ratings yet
- Insert Molding設計Document63 pagesInsert Molding設計黃冠旗No ratings yet
- 博弈论Document159 pages博弈论Louis sunNo ratings yet
- IPPerak Pemulihan Matematik Tahap 1 SJKC - Set 1Document16 pagesIPPerak Pemulihan Matematik Tahap 1 SJKC - Set 1hakitamazinNo ratings yet