Download as pdf or txt
You might also like
- Mickey & FriendsDocument36 pagesMickey & FriendsSecenosa NoSa100% (4)
- Lamellar Graphite Cast Irons FGL 175HB - FGL 215HB - FGL 240HB Technical SpecificationsDocument4 pagesLamellar Graphite Cast Irons FGL 175HB - FGL 215HB - FGL 240HB Technical Specificationsyusuf tolga öksüz100% (1)
- Turbocharger NR12/S - New Gaps and Clearances: Application ReasonDocument3 pagesTurbocharger NR12/S - New Gaps and Clearances: Application ReasonSameer MalikNo ratings yet
- Tiger Profile PurlinsDocument55 pagesTiger Profile PurlinsVasu LlanNo ratings yet
- Iso 08528-3-2005 PDFDocument20 pagesIso 08528-3-2005 PDFGangadhar SahuNo ratings yet
- International Journal of Machine Tools & Manufacture: D.K. Shanmugam, J. Wang, H. LiuDocument8 pagesInternational Journal of Machine Tools & Manufacture: D.K. Shanmugam, J. Wang, H. LiuTony starkNo ratings yet
- Piston Seal B7 Profile PARKERDocument4 pagesPiston Seal B7 Profile PARKERBakoelperkakas RagilKetujuhNo ratings yet
- AMS2303 - Steel Cleanliness, Aircraft Quality PDFDocument14 pagesAMS2303 - Steel Cleanliness, Aircraft Quality PDFRATHNAKUMARANo ratings yet
- BPVC Ix qf-482bDocument1 pageBPVC Ix qf-482bEmma DNo ratings yet
- Ref. Code For Partition Plate TEMA (RCB-9.13) Nominal Pass Partition Plate Thickness As Per Table Rcb-9.131 Nominal Size Carbon Steel Alloy MatrialDocument5 pagesRef. Code For Partition Plate TEMA (RCB-9.13) Nominal Pass Partition Plate Thickness As Per Table Rcb-9.131 Nominal Size Carbon Steel Alloy MatrialbytestefNo ratings yet
- Design of Partition Plate ChannelDocument2 pagesDesign of Partition Plate ChannelbytestefNo ratings yet
- DataSheet 2 More 300# BV - FB - BW - NT-77 PDFDocument1 pageDataSheet 2 More 300# BV - FB - BW - NT-77 PDFSachin KumarNo ratings yet
- QW 484-Record of Welder Qualification Tests: (See Asme BPV Code Section Ix)Document1 pageQW 484-Record of Welder Qualification Tests: (See Asme BPV Code Section Ix)rohitbhat2345No ratings yet
- Design of Partition PlateDocument5 pagesDesign of Partition Platepippo2378793No ratings yet
- Nozzle N5 and N3Document48 pagesNozzle N5 and N3Mudasar IshtiaqNo ratings yet
- SAIC-A-2010 Rev 8Document13 pagesSAIC-A-2010 Rev 8Syed ImranNo ratings yet
- Super Precision Bearing PDFDocument204 pagesSuper Precision Bearing PDFMikel1020No ratings yet
- Design of Partition Plate BonnetDocument2 pagesDesign of Partition Plate BonnetbytestefNo ratings yet
- Sae Arp1820cDocument3 pagesSae Arp1820cjacky kuanNo ratings yet
- QW 484-Record of Welder Qualification Tests: (See Asme BPV Code Section Ix)Document1 pageQW 484-Record of Welder Qualification Tests: (See Asme BPV Code Section Ix)rohitbhat2345No ratings yet
- A545-736-11-42-DS-0034 - A - Flow TeeDocument2 pagesA545-736-11-42-DS-0034 - A - Flow TeeMurli ramchandranNo ratings yet
- ProporcionadorVNR VikingDocument6 pagesProporcionadorVNR VikingDanilo SaibroNo ratings yet
- Data Sheet 2 Less 800#-BV - FB - SW - NT-76 PDFDocument1 pageData Sheet 2 Less 800#-BV - FB - SW - NT-76 PDFSachin KumarNo ratings yet
- DS-01 - LR BendsDocument1 pageDS-01 - LR BendsMecon LtdNo ratings yet
- QW 484-Record of Welder Qualification Tests: (See Asme BPV Code Section Ix)Document1 pageQW 484-Record of Welder Qualification Tests: (See Asme BPV Code Section Ix)proxywarNo ratings yet
- Machining Character Analysis of Coated and Uncoated End Mill On Heat Treated C45 SteelDocument8 pagesMachining Character Analysis of Coated and Uncoated End Mill On Heat Treated C45 SteelIJRASETPublicationsNo ratings yet
- Chapter 3 (45-70)Document26 pagesChapter 3 (45-70)chaib boudabNo ratings yet
- Reliability - Based Robust Design Optimization of Centrifugal Pump Impeller For Performance Improvement Considering Uncertainties in Design VariableDocument8 pagesReliability - Based Robust Design Optimization of Centrifugal Pump Impeller For Performance Improvement Considering Uncertainties in Design VariableIJRASETPublicationsNo ratings yet
- Experimental Investigation of Face Milling Surface Study On AA1100 by Using VMCDocument7 pagesExperimental Investigation of Face Milling Surface Study On AA1100 by Using VMCIJRASETPublicationsNo ratings yet
- QW 484-Record of Welder Qualification Tests: (See Asme BPV Code Section Ix)Document1 pageQW 484-Record of Welder Qualification Tests: (See Asme BPV Code Section Ix)rohitbhat2345No ratings yet
- PDC HycalogDocument1 pagePDC HycalogDian SikumbangNo ratings yet
- EIL NDT RequirementDocument10 pagesEIL NDT RequirementMurli ramchandranNo ratings yet
- SS316Document90 pagesSS316Balaji PNo ratings yet
- Meccanica Gervasoni Welding ProceduresDocument15 pagesMeccanica Gervasoni Welding ProceduresArun JaffersonNo ratings yet
- Asme PQR DemoDocument3 pagesAsme PQR DemoMuthusamy AyyanapillaiNo ratings yet
- QW 484-Record of Welder Qualification Tests: (See Asme BPV Code Section Ix)Document1 pageQW 484-Record of Welder Qualification Tests: (See Asme BPV Code Section Ix)proxywarNo ratings yet
- MZ Alternate Path Multizone Packer: ApplicationsDocument3 pagesMZ Alternate Path Multizone Packer: ApplicationsRodolfo RiderNo ratings yet
- DS-02 - LR BendsDocument1 pageDS-02 - LR BendsMecon LtdNo ratings yet
- QW 484-Record of Welder Qualification Tests: (See Asme BPV Code Section Ix)Document1 pageQW 484-Record of Welder Qualification Tests: (See Asme BPV Code Section Ix)proxywarNo ratings yet
- Tool TolerancesDocument7 pagesTool TolerancesrugwNo ratings yet
- 2-6-ASME Sect. IX-2013-Section of Pipe Welder Qual.-Qw 452.6Document1 page2-6-ASME Sect. IX-2013-Section of Pipe Welder Qual.-Qw 452.6Tina MartinezNo ratings yet
- QW 484-Record of Welder Qualification Tests: (See Asme BPV Code Section Ix)Document1 pageQW 484-Record of Welder Qualification Tests: (See Asme BPV Code Section Ix)rohitbhat2345No ratings yet
- QW 484-Record of Welder Qualification Tests: (See Asme BPV Code Section Ix)Document1 pageQW 484-Record of Welder Qualification Tests: (See Asme BPV Code Section Ix)proxywarNo ratings yet
- A-Mtl-Pro-730-38931 Pwps For Column Pipe To Column Pipe and 10 Inch Dia. Pipe To Pipe Welding With Gtaw + Smaw ProcessDocument4 pagesA-Mtl-Pro-730-38931 Pwps For Column Pipe To Column Pipe and 10 Inch Dia. Pipe To Pipe Welding With Gtaw + Smaw ProcessRamzi ZoghlamiNo ratings yet
- A-Mtl-Pro-730-38931 Rev A Pwps For Column Pipe To Column Pipe and 10 Inch Dia. Pipe To Pipe Welding With Gtaw + Smaw ProcessDocument4 pagesA-Mtl-Pro-730-38931 Rev A Pwps For Column Pipe To Column Pipe and 10 Inch Dia. Pipe To Pipe Welding With Gtaw + Smaw ProcessRamzi ZoghlamiNo ratings yet
- Saic A 2010Document13 pagesSaic A 2010jerinNo ratings yet
- QW 484-Record of Welder Qualification Tests: (See Asme BPV Code Section Ix)Document1 pageQW 484-Record of Welder Qualification Tests: (See Asme BPV Code Section Ix)proxywarNo ratings yet
- Estimate Sep 2019 NewDocument65 pagesEstimate Sep 2019 NewCivil EngineerNo ratings yet
- Nozzle Calculation - Auxiliary Boiler Stack-R0Document13 pagesNozzle Calculation - Auxiliary Boiler Stack-R0Aditya Jain100% (1)
- Beam Column Connection To BS5950Document6 pagesBeam Column Connection To BS5950MEPNo ratings yet
- Beam Column Connection To BS5950 PDFDocument6 pagesBeam Column Connection To BS5950 PDFALPHYL BALASABASNo ratings yet
- DrillPipe, 80%, 5.000 OD, 0.362 Wall, IEU, X-95.. XT50 (6.625 X 3.938)Document3 pagesDrillPipe, 80%, 5.000 OD, 0.362 Wall, IEU, X-95.. XT50 (6.625 X 3.938)Johann ZabaletaNo ratings yet
- BPVC X q-107 PDFDocument2 pagesBPVC X q-107 PDFEmma DNo ratings yet
- QW 484-Record of Welder Qualification Tests: (See Asme BPV Code Section Ix)Document2 pagesQW 484-Record of Welder Qualification Tests: (See Asme BPV Code Section Ix)proxywarNo ratings yet
- QW 484-Record of Welder Qualification Tests: (See Asme BPV Code Section Ix)Document1 pageQW 484-Record of Welder Qualification Tests: (See Asme BPV Code Section Ix)proxywarNo ratings yet
- Sanitary & PlumbingDocument7 pagesSanitary & PlumbingMohammad TauhidNo ratings yet
- Data Sheet Item 2Document3 pagesData Sheet Item 2Bagus SigitNo ratings yet
- Aerospace Material Specification: Steel Cleanliness, Aircraft Quality Magnetic Particle Inspection ProcedureDocument14 pagesAerospace Material Specification: Steel Cleanliness, Aircraft Quality Magnetic Particle Inspection ProcedureGaryNo ratings yet
- Process Parametric Optimization of CNC Vertical Milling Machine Using ANOVA Method in EN24Document8 pagesProcess Parametric Optimization of CNC Vertical Milling Machine Using ANOVA Method in EN24IJRASETPublicationsNo ratings yet
- QW 484-Record of Welder Qualification Tests: (See Asme BPV Code Section Ix)Document1 pageQW 484-Record of Welder Qualification Tests: (See Asme BPV Code Section Ix)rohitbhat2345No ratings yet
- Aws Eg3.0-96 Training Welder-Level-11 PDFDocument164 pagesAws Eg3.0-96 Training Welder-Level-11 PDFGangadhar SahuNo ratings yet
- Iso 18692 Export Pipeline Equal BV Offshore Standard 4706.5.432ni - 2007-11Document53 pagesIso 18692 Export Pipeline Equal BV Offshore Standard 4706.5.432ni - 2007-11Gangadhar SahuNo ratings yet
- BS Iso 11452-11-2010Document34 pagesBS Iso 11452-11-2010Gangadhar SahuNo ratings yet
- R0192755 PDFDocument2 pagesR0192755 PDFGangadhar SahuNo ratings yet
- R0191798 PDFDocument4 pagesR0191798 PDFGangadhar SahuNo ratings yet
- QW-162 Guided-Bend Test Procedure: QW-466.1 Figure QW-466.2 Figure QW-463.1 (F)Document2 pagesQW-162 Guided-Bend Test Procedure: QW-466.1 Figure QW-466.2 Figure QW-463.1 (F)Gangadhar SahuNo ratings yet
- Roller Campacted Concrete Pavements by Robert R.Thompson, Columbus, OhioDocument133 pagesRoller Campacted Concrete Pavements by Robert R.Thompson, Columbus, Ohiooscargon19100% (1)
- Hydrosatic PresentationDocument78 pagesHydrosatic PresentationZain Ali KidwaiNo ratings yet
- Compaign-Style: Tool CabinetDocument3 pagesCompaign-Style: Tool CabinetAlex TorresNo ratings yet
- HKR Master File: No Marks of Pkg's Description of Goods SpecificationDocument8 pagesHKR Master File: No Marks of Pkg's Description of Goods SpecificationPHAM PHI HUNGNo ratings yet
- What Is The Difference Between Acid and BaseDocument8 pagesWhat Is The Difference Between Acid and BaseFSG ChillNo ratings yet
- RRLDocument19 pagesRRLZac IriberriNo ratings yet
- Joints and FittingsDocument19 pagesJoints and FittingsniezajanepatnaNo ratings yet
- SpECtite DP60Document2 pagesSpECtite DP60ahmed hamedNo ratings yet
- ITP FOR CIVIL WORK Rev4a (Compare)Document45 pagesITP FOR CIVIL WORK Rev4a (Compare)miorNo ratings yet
- Sikawall 100 BasecoatDocument2 pagesSikawall 100 BasecoatBessyNo ratings yet
- Ruthenium Enhanced: TitaniumDocument8 pagesRuthenium Enhanced: TitaniumAhmed GomaaNo ratings yet
- Application of SurfactantsDocument2 pagesApplication of SurfactantsSalman MuhamadNo ratings yet
- Atoms vs. Ions Worksheet: CationsDocument5 pagesAtoms vs. Ions Worksheet: CationsR NovNo ratings yet
- Anterior Composite Restoration: Bs. Trần Thiện MẫnDocument73 pagesAnterior Composite Restoration: Bs. Trần Thiện MẫnCường Nguyễn KhắcNo ratings yet
- Ace Maxicem 8000 FY 14-15Document2 pagesAce Maxicem 8000 FY 14-15Abhinay SuratkarNo ratings yet
- All About Science Chemistry MC and Structured Q Workout O-LevelDocument172 pagesAll About Science Chemistry MC and Structured Q Workout O-LevelMuhammad Amin SuhaimiNo ratings yet
- Chapter - 4 Experimental Procedure: 4.1 TntropuctionDocument58 pagesChapter - 4 Experimental Procedure: 4.1 TntropuctionLawrence Lancy LoboNo ratings yet
- Oil and Gas - Pipeline Repair OffshoreDocument26 pagesOil and Gas - Pipeline Repair Offshorejpt2011100% (1)
- Seminar On Friction Stir Welding: Dr. B. C. Roy Engineering CollegeDocument16 pagesSeminar On Friction Stir Welding: Dr. B. C. Roy Engineering CollegeVikas KaushalNo ratings yet
- Cutting Data Milling Boring 2019 ITL E LowDocument60 pagesCutting Data Milling Boring 2019 ITL E LowRoberto RosasNo ratings yet
- Company Profile PT Chempart - LIVICDocument14 pagesCompany Profile PT Chempart - LIVICdedyhidNo ratings yet
- Cornier Cu Laturi Egale: Dimensiuni Standard de Fabricatie / LivrareDocument3 pagesCornier Cu Laturi Egale: Dimensiuni Standard de Fabricatie / LivrarePal BarniNo ratings yet
- Ferestrev Sky-Frame - Technical DocumentationDocument215 pagesFerestrev Sky-Frame - Technical DocumentationAnonymous eD1l6o9ZsW100% (1)
- The Truly Individual Post Perfect FitDocument4 pagesThe Truly Individual Post Perfect FitPaul AlvarezNo ratings yet
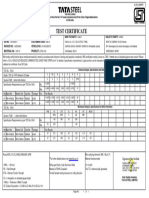
- Test Certificate: Signature Not VerifiedDocument1 pageTest Certificate: Signature Not Verifiedreportdaily819No ratings yet
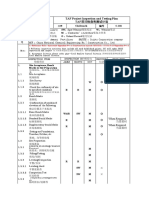
- QOR GSP Bhopal - 006 Compliance ReportDocument3 pagesQOR GSP Bhopal - 006 Compliance Reportfaizan aliNo ratings yet
- CFFPC Principles of Classification-1Document56 pagesCFFPC Principles of Classification-1yummy playlist mineNo ratings yet
- Cambridge IGCSE (9-1) : CHEMISTRY 0971/51Document12 pagesCambridge IGCSE (9-1) : CHEMISTRY 0971/51Omar vip111No ratings yet