Download as pdf or txt
You might also like
- HAZID Guideword ChecklistDocument2 pagesHAZID Guideword Checklistqhseconsult100% (2)
- Heat-Flex HI-TEMP 1200: Protective & Marine CoatingsDocument4 pagesHeat-Flex HI-TEMP 1200: Protective & Marine CoatingsAna CabreraNo ratings yet
- Boiler-Questions - AnswersDocument38 pagesBoiler-Questions - AnswersKapil_1983100% (4)
- Protective & Marine Coatings: Industrial Enamel Voc ComplyingDocument4 pagesProtective & Marine Coatings: Industrial Enamel Voc ComplyingAna CabreraNo ratings yet
- DATA SHEET Industrial Enamel BlancoDocument4 pagesDATA SHEET Industrial Enamel BlancoAlfredo OrellanaNo ratings yet
- Protective & Marine Coatings: MetalatexDocument4 pagesProtective & Marine Coatings: MetalatexAna CabreraNo ratings yet
- Protective & Marine Coatings: Pro-Cryl Universal PrimerDocument4 pagesProtective & Marine Coatings: Pro-Cryl Universal PrimerAna CabreraNo ratings yet
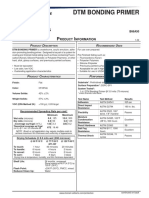
- DTM Bonding Primer: Protective & Marine CoatingsDocument4 pagesDTM Bonding Primer: Protective & Marine CoatingsAna CabreraNo ratings yet
- DTM Acrylic Pimer Finish B66W1Document4 pagesDTM Acrylic Pimer Finish B66W1Vernon Jiménez FonsecaNo ratings yet
- DTM Acrylic Coating: Protective & Marine CoatingsDocument4 pagesDTM Acrylic Coating: Protective & Marine CoatingsAna CabreraNo ratings yet
- Industrial Aluminum Paint: Protective & Marine CoatingsDocument4 pagesIndustrial Aluminum Paint: Protective & Marine CoatingsAna CabreraNo ratings yet
- Protective & Marine Coatings: DTM Acrylic Primer/FinishDocument4 pagesProtective & Marine Coatings: DTM Acrylic Primer/FinishAna CabreraNo ratings yet
- Protective & Marine Coatings: Galvite™ HsDocument4 pagesProtective & Marine Coatings: Galvite™ HsAna CabreraNo ratings yet
- MyPDF 3Document2 pagesMyPDF 3nikenNo ratings yet
- Hi Solid PolyurethaneDocument4 pagesHi Solid PolyurethaneafvasquezNo ratings yet
- Acrolon 218 HS Acrylic PolyurethaneDocument4 pagesAcrolon 218 HS Acrylic PolyurethaneJohn ReevesNo ratings yet
- Sherwin Williams - Heatflex Hi-Temp 1200 DatasheetDocument4 pagesSherwin Williams - Heatflex Hi-Temp 1200 DatasheetAce AceNo ratings yet
- Protective & Marine Coatings: Acrolon™ 218 HsDocument4 pagesProtective & Marine Coatings: Acrolon™ 218 HsAna CabreraNo ratings yet
- Protective & Marine Coatings: Heavy Duty Block FillerDocument4 pagesProtective & Marine Coatings: Heavy Duty Block FillerAna CabreraNo ratings yet
- HojaTecnica Heat Flex Hi Temp 1200Document4 pagesHojaTecnica Heat Flex Hi Temp 1200NANCY JASMIN MORENONo ratings yet
- Acrolon 218 HsDocument4 pagesAcrolon 218 HsKARENNo ratings yet
- Protective & Marine Coatings: Polysiloxane 1KDocument4 pagesProtective & Marine Coatings: Polysiloxane 1KAna CabreraNo ratings yet
- Polylon 1900 (3853091)Document4 pagesPolylon 1900 (3853091)JOCELYN MEDINANo ratings yet
- Acrolon 218 FTDocument4 pagesAcrolon 218 FTEdwin VSNo ratings yet
- 5.1 Sumatane HSDocument4 pages5.1 Sumatane HSjnu6mnju6njNo ratings yet
- Firetex FX5120 PDFDocument2 pagesFiretex FX5120 PDFArturo QuispeNo ratings yet
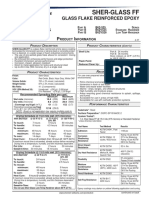
- Sherglass FFDocument4 pagesSherglass FFJhose BonillaNo ratings yet
- Armorseal 650 SL/RC: Armorseal Heavy Duty Floor CoatingsDocument4 pagesArmorseal 650 SL/RC: Armorseal Heavy Duty Floor CoatingsOswaldo SantoyoNo ratings yet
- 3M Scotchkote Epoxy Primer GP 120+Document2 pages3M Scotchkote Epoxy Primer GP 120+satya ranjanNo ratings yet
- HereShield TDSDocument5 pagesHereShield TDSMahdi BagheriNo ratings yet
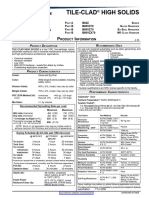
- Sher-Tile HS - SHERWIN WILLIAMSDocument4 pagesSher-Tile HS - SHERWIN WILLIAMSJoão Gilberto Vedana JúniorNo ratings yet
- 253 PDS AiDocument4 pages253 PDS AiHrvoje RuzicNo ratings yet
- Protective & Marine Coatings: Firetex Fx5120Document2 pagesProtective & Marine Coatings: Firetex Fx5120Angel Viloria santiagoNo ratings yet
- Barrier 77: Technical Data SheetDocument4 pagesBarrier 77: Technical Data SheetNurmalinda SihombingNo ratings yet
- Fast Clad HB Acrylic: Protective & Marine CoatingsDocument4 pagesFast Clad HB Acrylic: Protective & Marine CoatingsAna CabreraNo ratings yet
- Corcote HCR FFDocument4 pagesCorcote HCR FFRase Valdivia YacilaNo ratings yet
- 3M Scotchkote Epoxy Primer GP220 - Rev2Document2 pages3M Scotchkote Epoxy Primer GP220 - Rev2satya ranjanNo ratings yet
- Jotamastic Plus: Technical Data SheetDocument5 pagesJotamastic Plus: Technical Data SheetBiju_PottayilNo ratings yet
- Protective & Marine Coatings: Acrolon™ 218 HsDocument4 pagesProtective & Marine Coatings: Acrolon™ 218 Hshector gomezNo ratings yet
- Technical Data Sheet: Silcoset 151 1 Part Adhesive SealantDocument2 pagesTechnical Data Sheet: Silcoset 151 1 Part Adhesive SealantArun VaideeswaranNo ratings yet
- DuraplateDocument4 pagesDuraplatelovaldes62No ratings yet
- Macropoxy 646 FF 2022Document4 pagesMacropoxy 646 FF 2022nellyNo ratings yet
- Phenoline 187 Finish PDSDocument5 pagesPhenoline 187 Finish PDSQuy RomNo ratings yet
- Carboguard 893: Selection & Specification DataDocument5 pagesCarboguard 893: Selection & Specification DataQuy RomNo ratings yet
- Carbocoat 8239: Selection & Specification DataDocument4 pagesCarbocoat 8239: Selection & Specification DataSHAIK ASIMUDDINNo ratings yet
- Urethane Coating 165 PWDocument3 pagesUrethane Coating 165 PWANIBALLOPEZVEGANo ratings yet
- Carboguard 690: Selection & Specification Data Selection & Specification DataDocument2 pagesCarboguard 690: Selection & Specification Data Selection & Specification DataImran AhmadNo ratings yet
- Corothane® I Galvapac 1K Zinc Primer PDFDocument4 pagesCorothane® I Galvapac 1K Zinc Primer PDFImam Situmeang100% (1)
- Macropoxy 920 Pre-Prime: Protective & Marine CoatingsDocument4 pagesMacropoxy 920 Pre-Prime: Protective & Marine CoatingstsuregiNo ratings yet
- Bel Ray Molylube Ultra Open Gear Lubricant PDS 12june2023 1Document2 pagesBel Ray Molylube Ultra Open Gear Lubricant PDS 12june2023 1xxx yyyNo ratings yet
- TDS 2920 Penguard Express ZP Eng USDocument5 pagesTDS 2920 Penguard Express ZP Eng USnatig samedovNo ratings yet
- Plastic Steel Putty A v3Document2 pagesPlastic Steel Putty A v3feri.ferdianto02No ratings yet
- Jotamastic 80: Technical Data SheetDocument5 pagesJotamastic 80: Technical Data SheetArif dwi prasetyoNo ratings yet
- Jotamastic 80 MIODocument5 pagesJotamastic 80 MIOBiju_PottayilNo ratings yet
- Especificaciones Pintura Macropoxi NavalDocument4 pagesEspecificaciones Pintura Macropoxi NavalVicenteRojasLeonNo ratings yet
- Highland 74 HF Series Chem Temp Epoxy LinerDocument3 pagesHighland 74 HF Series Chem Temp Epoxy LinerJulian MorantesNo ratings yet
- Pintura Epoxica Sherwin Willians Hoja SeguridadDocument4 pagesPintura Epoxica Sherwin Willians Hoja Seguridad1No ratings yet
- Koroglass 1000Document3 pagesKoroglass 1000Sandeep gangulyNo ratings yet
- Cardolite NX 2016Document2 pagesCardolite NX 2016Lê TiếnNo ratings yet
- Carboguard 880 MIO PDSDocument4 pagesCarboguard 880 MIO PDSHerman EngelbrechtNo ratings yet
- 253 PDS AiDocument4 pages253 PDS AiAchraf BoudayaNo ratings yet
- Protective & Marine Coatings: Acrolon™ 218 HsDocument4 pagesProtective & Marine Coatings: Acrolon™ 218 HsAna CabreraNo ratings yet
- Protective & Marine Coatings: Sher-Clear™Document4 pagesProtective & Marine Coatings: Sher-Clear™Ana CabreraNo ratings yet
- Protective & Marine Coatings: Industrial Enamel Voc ComplyingDocument4 pagesProtective & Marine Coatings: Industrial Enamel Voc ComplyingAna CabreraNo ratings yet
- Industrial Aluminum Paint: Protective & Marine CoatingsDocument4 pagesIndustrial Aluminum Paint: Protective & Marine CoatingsAna CabreraNo ratings yet
- Protective & Marine Coatings: Polysiloxane 1KDocument4 pagesProtective & Marine Coatings: Polysiloxane 1KAna CabreraNo ratings yet
- Protective & Marine Coatings: Hi-Solids Alkyd Metal PrimerDocument4 pagesProtective & Marine Coatings: Hi-Solids Alkyd Metal PrimerAna CabreraNo ratings yet
- Protective & Marine Coatings: MetalatexDocument4 pagesProtective & Marine Coatings: MetalatexAna CabreraNo ratings yet
- Protective & Marine Coatings: Pro-Cryl Universal PrimerDocument4 pagesProtective & Marine Coatings: Pro-Cryl Universal PrimerAna CabreraNo ratings yet
- Protective & Marine Coatings: Heavy Duty Block FillerDocument4 pagesProtective & Marine Coatings: Heavy Duty Block FillerAna CabreraNo ratings yet
- Protective & Marine Coatings: Galvite™ HsDocument4 pagesProtective & Marine Coatings: Galvite™ HsAna CabreraNo ratings yet
- DTM Bonding Primer: Protective & Marine CoatingsDocument4 pagesDTM Bonding Primer: Protective & Marine CoatingsAna CabreraNo ratings yet
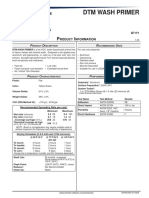
- Protective & Marine Coatings: DTM Wash PrimerDocument4 pagesProtective & Marine Coatings: DTM Wash PrimerAna CabreraNo ratings yet
- Fast Clad HB Acrylic: Protective & Marine CoatingsDocument4 pagesFast Clad HB Acrylic: Protective & Marine CoatingsAna CabreraNo ratings yet
- Protective & Marine Coatings: DTM Acrylic Primer/FinishDocument4 pagesProtective & Marine Coatings: DTM Acrylic Primer/FinishAna CabreraNo ratings yet
- DTM Acrylic Coating: Protective & Marine CoatingsDocument4 pagesDTM Acrylic Coating: Protective & Marine CoatingsAna CabreraNo ratings yet
- Fhwa 1995 PDFDocument172 pagesFhwa 1995 PDFAna Claudia SilvaNo ratings yet
- DME Chapter 2Document5 pagesDME Chapter 2dhananjayvermaNo ratings yet
- Solef Hylar PVDFDocument60 pagesSolef Hylar PVDFribeiro30No ratings yet
- Of Metals: A Review: The Dynamic Plastic DeformationDocument227 pagesOf Metals: A Review: The Dynamic Plastic DeformationalirafiqNo ratings yet
- Catalog enDocument14 pagesCatalog envishalNo ratings yet
- ABE 51 Case StudyDocument5 pagesABE 51 Case StudyKimberly Jane MitraNo ratings yet
- 2nd PT SY 2022-2023Document12 pages2nd PT SY 2022-2023Rina RomanoNo ratings yet
- LG TP70 Tape Primer SDSDocument4 pagesLG TP70 Tape Primer SDSscibduser001No ratings yet
- Expansion-Joints Filer BordDocument4 pagesExpansion-Joints Filer BordjitendraNo ratings yet
- EutecTor Flux 190Document1 pageEutecTor Flux 190Ghita DanielNo ratings yet
- Typical Propertie of MaterialsDocument1 pageTypical Propertie of MaterialsChan ThornNo ratings yet
- Ceresit Ceretherm External Wall InsulationDocument22 pagesCeresit Ceretherm External Wall InsulationGeorge KeithNo ratings yet
- Methods of RefrigerationDocument4 pagesMethods of RefrigerationJim LeeNo ratings yet
- BS en 13263-1Document28 pagesBS en 13263-1daviana100% (1)
- Seat Selection Guide: Choosing A Suitable ElastomerDocument16 pagesSeat Selection Guide: Choosing A Suitable ElastomerYing Kei ChanNo ratings yet
- Pondasi Calculation Kanopi C Dan DDocument6 pagesPondasi Calculation Kanopi C Dan Dabduh81No ratings yet
- Article Pompes Immergees Caprari Desert E4xed50 Debit Maxi 16 M HDocument8 pagesArticle Pompes Immergees Caprari Desert E4xed50 Debit Maxi 16 M HDjamel ZerfaouiNo ratings yet
- CFBC Boiler SOPDocument18 pagesCFBC Boiler SOPgangatharan100% (1)
- Hand Plane RestorationDocument19 pagesHand Plane RestorationAgustin LuanNo ratings yet
- Cane Juice ClarificationDocument77 pagesCane Juice Clarificationsena100% (2)
- Nano Fluids in Heat PipesDocument25 pagesNano Fluids in Heat PipesBalatto YangNo ratings yet
- III) GOC-Some Basic Principles & Techniques: 1. Priority Order F.G. Multiple Bond SubstituentDocument15 pagesIII) GOC-Some Basic Principles & Techniques: 1. Priority Order F.G. Multiple Bond SubstituentSHIVAMNo ratings yet
- Life Cycle Assessment of Different Reuse Percentages For Glass Beer BottlesDocument13 pagesLife Cycle Assessment of Different Reuse Percentages For Glass Beer BottlesMay ValdezNo ratings yet
- Different Types of BitumenDocument8 pagesDifferent Types of BitumenOctavian StoichitaNo ratings yet
- Air Pollution Essay 6Document2 pagesAir Pollution Essay 6huilingNo ratings yet
- Class 12 Investigatory ProjectDocument19 pagesClass 12 Investigatory ProjectSATYAVRAT SHARMA73% (11)
- Metalcor 1.3917 Alloy 42Document1 pageMetalcor 1.3917 Alloy 42imtiyazNo ratings yet
- MSDS VcoDocument2 pagesMSDS VcopendiNo ratings yet