Download as pdf or txt
You might also like
- Vibration Basics and Machine Reliability Simplified : A Practical Guide to Vibration AnalysisFrom EverandVibration Basics and Machine Reliability Simplified : A Practical Guide to Vibration AnalysisRating: 4 out of 5 stars4/5 (2)
- Wave Motion. But There Are Also Three Points On The Rope That Are Colored Red. When You ObserveDocument8 pagesWave Motion. But There Are Also Three Points On The Rope That Are Colored Red. When You ObserveG4 BARRERA, Francheska Denise N.No ratings yet
- Iso 18164 2005 - Measuring Rolling ResistanceDocument28 pagesIso 18164 2005 - Measuring Rolling ResistancewhitemithrilNo ratings yet
- D1478-11 Standard Test Method For Low-Temperature Torque of Ball Bearing GreaseDocument7 pagesD1478-11 Standard Test Method For Low-Temperature Torque of Ball Bearing Greasejdiosbernal10No ratings yet
- Fundamentals of Compounding Epdm For Cost - PerformanceDocument14 pagesFundamentals of Compounding Epdm For Cost - PerformanceJicheng PiaoNo ratings yet
- ARP5996C-Evaluation of Coking Propensity of Aviation Lubricants Using The Single Phase Flow TechniqueDocument23 pagesARP5996C-Evaluation of Coking Propensity of Aviation Lubricants Using The Single Phase Flow TechniqueJicheng PiaoNo ratings yet
- ARP4249A-Bearing Corrosion Test MethodDocument9 pagesARP4249A-Bearing Corrosion Test MethodJicheng PiaoNo ratings yet
- D 6709 - 03 Rdy3mdktmdmDocument55 pagesD 6709 - 03 Rdy3mdktmdmNORMANo ratings yet
- SABP G 002 AramcoDocument7 pagesSABP G 002 Aramcom4metz100% (1)
- ARP4249-Bearing Corrosion Test MethodDocument8 pagesARP4249-Bearing Corrosion Test MethodJicheng PiaoNo ratings yet
- Evaluating Lubricity of Diesel Fuels by The High-Frequency Reciprocating Rig (HFRR) by Visual ObservationDocument9 pagesEvaluating Lubricity of Diesel Fuels by The High-Frequency Reciprocating Rig (HFRR) by Visual ObservationTsogtsaihan MyahlaiNo ratings yet
- AS5780A-Specification For Aero and Aero-Derived Gas Turbine Engine LubricantsDocument21 pagesAS5780A-Specification For Aero and Aero-Derived Gas Turbine Engine LubricantsJicheng PiaoNo ratings yet
- 0850 02Document5 pages0850 02janiNo ratings yet
- Sabp G 007Document8 pagesSabp G 007Li PengNo ratings yet
- Sae J110-2002Document13 pagesSae J110-2002Marcos RosenbergNo ratings yet
- SABP G 003 AramcoDocument9 pagesSABP G 003 Aramcom4metz100% (1)
- Sae J44-2021Document6 pagesSae J44-2021Marcos RosenbergNo ratings yet
- GMW14872 March 2013Document27 pagesGMW14872 March 2013Joao Pedro Rendeiro Correia de SousaNo ratings yet
- ARP5996A-Evaluation of Coking Propensity of Aviation Lubricants Using The Hot Liquid Process Simulator (HLPS) Single Phase Flow TechniqueDocument17 pagesARP5996A-Evaluation of Coking Propensity of Aviation Lubricants Using The Hot Liquid Process Simulator (HLPS) Single Phase Flow TechniqueJicheng PiaoNo ratings yet
- Astm D 2509Document14 pagesAstm D 2509gerardo311No ratings yet
- Sae j577 201509 實驗室跟108 一樣的衝擊測試Document27 pagesSae j577 201509 實驗室跟108 一樣的衝擊測試timNo ratings yet
- TP 301R 02 PDFDocument46 pagesTP 301R 02 PDFClaudiu LupuNo ratings yet
- Sae J45-2021Document8 pagesSae J45-2021Ganesh DixitNo ratings yet
- 23rd International Colloquium TribologyDocument26 pages23rd International Colloquium TribologyPriti Suman MishraNo ratings yet
- Evaluation of Automotive Engine Oils in The Sequence IVA Spark-Ignition EngineDocument48 pagesEvaluation of Automotive Engine Oils in The Sequence IVA Spark-Ignition Engineasma hamzaNo ratings yet
- Astm D 1264Document4 pagesAstm D 1264IDewa Ayu Ananda WidhiyaniNo ratings yet
- D 6709 - 03 - Rdy3mdkDocument38 pagesD 6709 - 03 - Rdy3mdkNguyễn Bằng NộiNo ratings yet
- Evaluation of Moisture Corrosion Resistance of Automotive Gear LubricantsDocument27 pagesEvaluation of Moisture Corrosion Resistance of Automotive Gear LubricantssheldonNo ratings yet
- J381 - 200901-Windshield Defrosting Systems Test Procedure and Performance Requirements-Trucks, Buses, and Multipurpose VehiclesDocument10 pagesJ381 - 200901-Windshield Defrosting Systems Test Procedure and Performance Requirements-Trucks, Buses, and Multipurpose VehiclesJicheng PiaoNo ratings yet
- D4172Document5 pagesD4172rimi7alNo ratings yet
- Evaluation of Automotive Engine Oils in The Sequence VIII Spark-Ignition Engine (CLR Oil Test Engine)Document39 pagesEvaluation of Automotive Engine Oils in The Sequence VIII Spark-Ignition Engine (CLR Oil Test Engine)ahmed100% (1)
- ASTM D6079.dvfr3720 PDFDocument8 pagesASTM D6079.dvfr3720 PDFangel100% (2)
- Astm D5293 20Document7 pagesAstm D5293 20Heri FadliNo ratings yet
- Machines 10 00621 v2Document11 pagesMachines 10 00621 v2sautoudosu001No ratings yet
- SAE-J381 Test ProcedureDocument12 pagesSAE-J381 Test Procedurejkhgvdj mnhsnjkhgNo ratings yet
- Oil Mist Detector Testing ProcedureDocument7 pagesOil Mist Detector Testing Procedureavm4343No ratings yet
- D6891 - 21 Standard Test Method For Evaluation of Automotive Engine Oils in The Sequence IVA Spark-Ignition EngineDocument46 pagesD6891 - 21 Standard Test Method For Evaluation of Automotive Engine Oils in The Sequence IVA Spark-Ignition EngineProvocateur SamaraNo ratings yet
- In-Service Monitoring of Mineral Turbine Oils For Steam, Gas, and Combined Cycle TurbinesDocument19 pagesIn-Service Monitoring of Mineral Turbine Oils For Steam, Gas, and Combined Cycle TurbinesEhsan ZiaeiNo ratings yet
- Exhaust System Hanger Component Durability Test and Validation For Use Without Physically Measured Strain DataDocument8 pagesExhaust System Hanger Component Durability Test and Validation For Use Without Physically Measured Strain DataJose ValenciaNo ratings yet
- HFRR Procedure D6079.1044234-1Document8 pagesHFRR Procedure D6079.1044234-1scribd695No ratings yet
- IJSRDV6I30594Document3 pagesIJSRDV6I30594Tanuja B RNo ratings yet
- Qualification Test Methods For Satellite ACS Thrusters (Coste)Document12 pagesQualification Test Methods For Satellite ACS Thrusters (Coste)GoldRocket44No ratings yet
- D8291 - 21a Standard Test Method For Evaluation of Performance of Automotive Engine Oils in The Mitigation of Low-Speed, PreigniDocument57 pagesD8291 - 21a Standard Test Method For Evaluation of Performance of Automotive Engine Oils in The Mitigation of Low-Speed, PreigniProvocateur SamaraNo ratings yet
- TO4+ Caterpillar PDFDocument65 pagesTO4+ Caterpillar PDFangel de mi guardaNo ratings yet
- TDT Fluid Requirements PDFDocument65 pagesTDT Fluid Requirements PDFmontana12345No ratings yet
- SKF Grease Test Rig EmcorDocument4 pagesSKF Grease Test Rig EmcorCarlosNo ratings yet
- Understanding ISO 6789 - Calibration Laboratories - BlogDocument3 pagesUnderstanding ISO 6789 - Calibration Laboratories - BlogAntmavrNo ratings yet
- F2489 062013 Standard Guide ForDocument13 pagesF2489 062013 Standard Guide Forvnation1996No ratings yet
- Full Paper 449Document10 pagesFull Paper 449lucasNo ratings yet
- D4741Document8 pagesD4741rimi7alNo ratings yet
- Jurnal FerografiDocument6 pagesJurnal FerografiPrimawati RahmaniyahNo ratings yet
- D2509Document8 pagesD2509rimi7alNo ratings yet
- Standard Test Method For Evaluating Lubricity of Diesel Fuels by The Scuffing Load Ball-On-Cylinder Lubricity EvaluatorDocument9 pagesStandard Test Method For Evaluating Lubricity of Diesel Fuels by The Scuffing Load Ball-On-Cylinder Lubricity Evaluatorerickson_mouraNo ratings yet
- Appendix - 7: Appendix 7 - Inspection Test Procedure ofDocument14 pagesAppendix - 7: Appendix 7 - Inspection Test Procedure ofmithuruetNo ratings yet
- G024-04 (Prelim) - Test Method For Friction and Wear Life Measurement of Self-Lubricating BushingsDocument18 pagesG024-04 (Prelim) - Test Method For Friction and Wear Life Measurement of Self-Lubricating BushingsNavneet YadavNo ratings yet
- API 653 Above Ground Storage Tanks Inspector 08-July-2023Document8 pagesAPI 653 Above Ground Storage Tanks Inspector 08-July-2023RAVI0% (1)
- Investigation On Tribology Behavior of Lubricants Using The Coefficient of Friction Test Method PDFDocument8 pagesInvestigation On Tribology Behavior of Lubricants Using The Coefficient of Friction Test Method PDFLatifahabubakar EifaNo ratings yet
- Measurement of Effects of Automotive Engine Oils On Fuel Economy of Passenger Cars and Light-Duty Trucks in Sequence VIB Spark Ignition EngineDocument60 pagesMeasurement of Effects of Automotive Engine Oils On Fuel Economy of Passenger Cars and Light-Duty Trucks in Sequence VIB Spark Ignition EngineMohanadNo ratings yet
- Saudi Aramco Inspection Checklist: Inspection of Pneumatic Test (Strength & Service) SAIC-A-2021 30-Apr-17 MechDocument4 pagesSaudi Aramco Inspection Checklist: Inspection of Pneumatic Test (Strength & Service) SAIC-A-2021 30-Apr-17 Mechkarthi51289No ratings yet
- KowaDocument46 pagesKowaRenzo Martin Manini RojasNo ratings yet
- Fluid Analysis for Mobile Equipment: Condition Monitoring and MaintenanceFrom EverandFluid Analysis for Mobile Equipment: Condition Monitoring and MaintenanceNo ratings yet
- Machinery Oil Analysis & Condition Monitoring : A Practical Guide to Sampling and Analyzing Oil to Improve Equipment ReliabilityFrom EverandMachinery Oil Analysis & Condition Monitoring : A Practical Guide to Sampling and Analyzing Oil to Improve Equipment ReliabilityRating: 3.5 out of 5 stars3.5/5 (5)
- Not All Mineral Oils Are Equal Exploring The History and Tech Behind Mineral Insulating OilsDocument6 pagesNot All Mineral Oils Are Equal Exploring The History and Tech Behind Mineral Insulating OilsJicheng PiaoNo ratings yet
- MAN ES Clarification of Cleaning Ability Letter and App A and B 11895-2020 04-02-2020 - Wrapper - Wrapper-2020.2Document10 pagesMAN ES Clarification of Cleaning Ability Letter and App A and B 11895-2020 04-02-2020 - Wrapper - Wrapper-2020.2Jicheng PiaoNo ratings yet
- High VacuumTransformer Oil Purification SystemsDocument5 pagesHigh VacuumTransformer Oil Purification SystemsJicheng PiaoNo ratings yet
- Diagnostic Techniques in Transformer Oils Factors Affecting The Lifetime of TransformerDocument14 pagesDiagnostic Techniques in Transformer Oils Factors Affecting The Lifetime of TransformerJicheng PiaoNo ratings yet
- Corrosive Sulphur in Large Transformers Impact, Quantification and Detection 腐蚀性硫 论文 好Document143 pagesCorrosive Sulphur in Large Transformers Impact, Quantification and Detection 腐蚀性硫 论文 好Jicheng PiaoNo ratings yet
- Investigation of Copper Corrosion in Transformer OilDocument8 pagesInvestigation of Copper Corrosion in Transformer OilJicheng PiaoNo ratings yet
- Analysis Using Various Approaches For Residual Life Estimation of Power TransformersDocument19 pagesAnalysis Using Various Approaches For Residual Life Estimation of Power TransformersJicheng PiaoNo ratings yet
- Copper in oil Dissolution and Copper-on-paper Deposition Behavior of Mineral Insulating Oils 铜油 铜纸Document10 pagesCopper in oil Dissolution and Copper-on-paper Deposition Behavior of Mineral Insulating Oils 铜油 铜纸Jicheng PiaoNo ratings yet
- Volvo D16 Engine Family: SpecificationsDocument3 pagesVolvo D16 Engine Family: SpecificationsJicheng PiaoNo ratings yet
- Developments in the Interpretation of Power Transformer Dissolved Gas Analysis Results 论文Document162 pagesDevelopments in the Interpretation of Power Transformer Dissolved Gas Analysis Results 论文Jicheng PiaoNo ratings yet
- Rseec 2016 06.10.2016 PDFDocument341 pagesRseec 2016 06.10.2016 PDFJicheng PiaoNo ratings yet
- Ageing Transformers From Liability To ReliabilityDocument4 pagesAgeing Transformers From Liability To ReliabilityJicheng PiaoNo ratings yet
- Oxidation Stability of Insulating FluidsDocument79 pagesOxidation Stability of Insulating FluidsJicheng PiaoNo ratings yet
- Fluids Training Portfolio: Saint-Nazaire, France - Augsburg, Germany - ElearningDocument4 pagesFluids Training Portfolio: Saint-Nazaire, France - Augsburg, Germany - ElearningJicheng PiaoNo ratings yet
- Critical Remarks On The Application of The Yield Line Method On MasonryDocument13 pagesCritical Remarks On The Application of The Yield Line Method On MasonryRadekNo ratings yet
- M-Caps-01: Physics: NEET - XI StudyingDocument12 pagesM-Caps-01: Physics: NEET - XI StudyingAritra SahaNo ratings yet
- Ecw311 - Topic 4 InfiltrationDocument55 pagesEcw311 - Topic 4 InfiltrationBernardNo ratings yet
- WORKSHEET PRACTICE Mean, Median and ModeDocument3 pagesWORKSHEET PRACTICE Mean, Median and ModeCatherine ChildNo ratings yet
- Appendix 59.docx Inventory Custodian SlipDocument2 pagesAppendix 59.docx Inventory Custodian SlipJimmy CootNo ratings yet
- Conditional Probability QuestionsDocument3 pagesConditional Probability QuestionsVishwajith SinghNo ratings yet
- Hydraulic Analysis Report of HVWS System.Document21 pagesHydraulic Analysis Report of HVWS System.SuhasNo ratings yet
- Deformation and Fracture Mechanics of Engineering MaterialsDocument44 pagesDeformation and Fracture Mechanics of Engineering MaterialsSyed Muhammad AliNo ratings yet
- SPS Grade 7 Module Week 1Document23 pagesSPS Grade 7 Module Week 1Cris Vincent OlvidaNo ratings yet
- Friction Stir Welding ReportDocument35 pagesFriction Stir Welding ReportTelvinNo ratings yet
- Sample QuestionsDocument3 pagesSample QuestionsRAJKUMARNo ratings yet
- Physics Worksheet Reflection and Refraction Section: NameDocument1 pagePhysics Worksheet Reflection and Refraction Section: NamewelsyaNo ratings yet
- Firearms AlfieDocument39 pagesFirearms AlfieCinja ShidoujiNo ratings yet
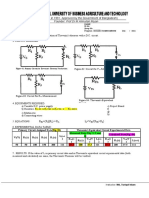
- Experiment-5 - Thevenin TheoremDocument1 pageExperiment-5 - Thevenin TheoremMahomuda AkterNo ratings yet
- Unit 3: Relative Equilibrium of Liquids: Target OutcomesDocument12 pagesUnit 3: Relative Equilibrium of Liquids: Target OutcomesIvan JadeNo ratings yet
- On Unifying The Concepts of Scale, Instrumentation, and Stochastics in The Development of Multiphase Transport TheoryDocument9 pagesOn Unifying The Concepts of Scale, Instrumentation, and Stochastics in The Development of Multiphase Transport TheoryBruno Jose VicenteNo ratings yet
- Lakhmir Singh Science Solutions For Class 8 Chapter 11Document15 pagesLakhmir Singh Science Solutions For Class 8 Chapter 11k l pandeyNo ratings yet
- A Preliminary Study of The Reich Orgone Accumulator Effects On Human Physiology - Alberto Mazzocchi MDDocument10 pagesA Preliminary Study of The Reich Orgone Accumulator Effects On Human Physiology - Alberto Mazzocchi MDFranco LazzaroniNo ratings yet
- Physics 3204 Unit 2 Current Electricity - Worksheet 4 Ohms Law 2016-2017Document4 pagesPhysics 3204 Unit 2 Current Electricity - Worksheet 4 Ohms Law 2016-2017ASLAM HANIEFNo ratings yet
- Fundamentals and Applications of Fourier Transform Mass Spectrometry 1St Edition Philippe Schmitt Kopplin Full ChapterDocument67 pagesFundamentals and Applications of Fourier Transform Mass Spectrometry 1St Edition Philippe Schmitt Kopplin Full Chaptermaxine.ferrell318100% (13)
- Mechanical Measurements and Control System-1-194 - 1-97 PDFDocument97 pagesMechanical Measurements and Control System-1-194 - 1-97 PDFElangoNo ratings yet
- Full Chapter Information Geometry and Its Applications Ay PDFDocument53 pagesFull Chapter Information Geometry and Its Applications Ay PDFmarion.xu451100% (6)
- IAAC Qualification Round 2021Document3 pagesIAAC Qualification Round 2021lo mê li0% (1)
- PNJunctionsI S16Document21 pagesPNJunctionsI S16puceiroaleNo ratings yet
- 4as Lesson PlanDocument2 pages4as Lesson PlanRaymund Platilla0% (1)
- Physics Paper Class 11thDocument10 pagesPhysics Paper Class 11thMahiNo ratings yet
- System Components: Global Chiller TrainingDocument22 pagesSystem Components: Global Chiller TrainingSyed Ali KhanNo ratings yet
- Cambridge O Level: Physics 5054/21 October/November 2020Document10 pagesCambridge O Level: Physics 5054/21 October/November 2020ImanNo ratings yet
- KGRTC Course Schedule For 2019: (To Be Read in Conjunction With The KGRTC Course Handbook)Document1 pageKGRTC Course Schedule For 2019: (To Be Read in Conjunction With The KGRTC Course Handbook)R.SivachandranNo ratings yet