Download as pdf or txt
You might also like
- Nel Electrolysers Brochure 2018 PD 0600 0125 Web - 18041145Document9 pagesNel Electrolysers Brochure 2018 PD 0600 0125 Web - 18041145Chaeeon LimNo ratings yet
- Specification of HEFEI GAS TURBINE POWER PLANTDocument48 pagesSpecification of HEFEI GAS TURBINE POWER PLANTSalmanEjaz100% (1)
- Facility Inspection Report: Tail Gas Treatment UnitDocument7 pagesFacility Inspection Report: Tail Gas Treatment Unitabdelkader benabdallahNo ratings yet
- Ash Handling SystemDocument24 pagesAsh Handling Systemjkhan_724384No ratings yet
- Plastic Solar Cell TechnologyDocument4 pagesPlastic Solar Cell Technologym niruNo ratings yet
- Gas Turbine P & IDDocument17 pagesGas Turbine P & IDGhulam Murtaza100% (1)
- Process Systems and Materials for CO2 Capture: Modelling, Design, Control and IntegrationFrom EverandProcess Systems and Materials for CO2 Capture: Modelling, Design, Control and IntegrationAthanasios I. PapadopoulosNo ratings yet
- Rectisol Master ThesisDocument236 pagesRectisol Master ThesismvooNo ratings yet
- 8474L-000-JSS-1031-001-0 (Specification For Rotary Compressor)Document22 pages8474L-000-JSS-1031-001-0 (Specification For Rotary Compressor)LongTuanNo ratings yet
- HP Dosing - AgecDocument12 pagesHP Dosing - AgecShameer MajeedNo ratings yet
- Wind To Hydrogen EnergyDocument224 pagesWind To Hydrogen EnergyBoobalan SaravananNo ratings yet
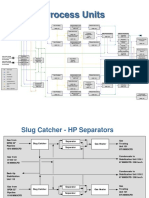
- Process Units: Raw Gas GAS Ethane Propane Butane Condensate Sulfur & Acid GAS DSO Meg + WaterDocument39 pagesProcess Units: Raw Gas GAS Ethane Propane Butane Condensate Sulfur & Acid GAS DSO Meg + WaterLarbi Hammoun100% (1)
- Blending Hydrogen Into Natural Gas Pipeline Networks: A Review of Key IssuesDocument131 pagesBlending Hydrogen Into Natural Gas Pipeline Networks: A Review of Key IssuesJesseNo ratings yet
- Cost Evaluation of Large Scale Hydrogen ProductionDocument55 pagesCost Evaluation of Large Scale Hydrogen ProductionvasucristalNo ratings yet
- Rectisol PDFDocument12 pagesRectisol PDFAna-Maria HodorogeaNo ratings yet
- IP 10-4-1 (Reciprocating Process Compressors)Document9 pagesIP 10-4-1 (Reciprocating Process Compressors)luisNo ratings yet
- FULLTEXT01Document210 pagesFULLTEXT01Mohamed TarekNo ratings yet
- ASU Packaged Brochure - LindeDocument12 pagesASU Packaged Brochure - LindeBayu KusumaNo ratings yet
- Wet Compression A Powerful Means of Enha PDFDocument11 pagesWet Compression A Powerful Means of Enha PDFMario TermicaNo ratings yet
- 000.225.1000 Licensor Evaluation & SelectionDocument10 pages000.225.1000 Licensor Evaluation & SelectionMuhammad Fatah ShaikNo ratings yet
- Equipment CostingDocument23 pagesEquipment CostingAdetola OgungbenroNo ratings yet
- Hydrogen Production by Steam Reforming of HC by TopsoeDocument2 pagesHydrogen Production by Steam Reforming of HC by TopsoeMainak Sarkar100% (1)
- Ammonia Plant Revamp: SPIC, Tuticorin, TamilnaduDocument9 pagesAmmonia Plant Revamp: SPIC, Tuticorin, TamilnaduAl Musabbir LeeonNo ratings yet
- 2016 Report Liquid HydrogenDocument89 pages2016 Report Liquid HydrogenJonas MilerNo ratings yet
- DMEDocument7 pagesDMEc_vivi92No ratings yet
- HyNet Low Carbon Hydrogen Plant PDFDocument65 pagesHyNet Low Carbon Hydrogen Plant PDFAnis.M100% (2)
- 8015-0151-SECL-00-000-ME-BD-00004 - 02 - Design Basis For Rotating and Package Equipment PDFDocument26 pages8015-0151-SECL-00-000-ME-BD-00004 - 02 - Design Basis For Rotating and Package Equipment PDFDamiano Tondelli100% (1)
- Technical Specifications For Sugauli CogenDocument558 pagesTechnical Specifications For Sugauli Cogenchaitanya_kumar_13No ratings yet
- The Syntroleum Process of Converting Natural Gas Into Ultraclean HydrocarbonsDocument10 pagesThe Syntroleum Process of Converting Natural Gas Into Ultraclean HydrocarbonsBharavi K SNo ratings yet
- PPT-Facts&Myths-2019 09 17-02 Dennis-Thomas Hydrogenics PDFDocument25 pagesPPT-Facts&Myths-2019 09 17-02 Dennis-Thomas Hydrogenics PDFxiaowei tuNo ratings yet
- Safet Valve Data SheetDocument3 pagesSafet Valve Data SheetMathivanan AnbazhaganNo ratings yet
- Hydrogen RD in Sa Report Nov2018Document68 pagesHydrogen RD in Sa Report Nov2018Luthfi Rais100% (2)
- Hydrogen Fired Steam Boilers IJERTCONV6IS10016Document5 pagesHydrogen Fired Steam Boilers IJERTCONV6IS10016rahuliitianluv100% (1)
- CCS in Hydrogen ProductionDocument36 pagesCCS in Hydrogen ProductionAkshay Patel100% (1)
- Engineering Design Basis Static EqptDocument52 pagesEngineering Design Basis Static EqptRajesh OwaiyarNo ratings yet
- Canadian Hydrogen Futures - Publication EditionDocument152 pagesCanadian Hydrogen Futures - Publication Editionlyb0005No ratings yet
- Green HydrogenDocument15 pagesGreen HydrogenG.Ramesh100% (1)
- Technical FF PRT C 20181016 1715231Document99 pagesTechnical FF PRT C 20181016 1715231AayeshaNo ratings yet
- Design, Layout&drawing PDFDocument17 pagesDesign, Layout&drawing PDFrolwinNo ratings yet
- Reformer Technology For HydrogenDocument6 pagesReformer Technology For Hydrogensaleh4060No ratings yet
- HP Steam Methane Reformer Vs Electrolysis TechnologyDocument2 pagesHP Steam Methane Reformer Vs Electrolysis Technologyaegean227No ratings yet
- Status of Large Scale Hydrogen Production PlantsDocument15 pagesStatus of Large Scale Hydrogen Production PlantsRohan Lalwani100% (1)
- UnderstandingCatalystsOperation H2plantcomplete Nov2015Document141 pagesUnderstandingCatalystsOperation H2plantcomplete Nov2015Mie GranatNo ratings yet
- Ethanol Production Pid PDFDocument18 pagesEthanol Production Pid PDFFranklin SalasNo ratings yet
- Topsoe Prereforming CatalystDocument13 pagesTopsoe Prereforming CatalystReza RhiNo ratings yet
- Refining Process HBDocument296 pagesRefining Process HBsomucdm602367% (3)
- Biomass GasificationDocument358 pagesBiomass GasificationSandor Maneses100% (1)
- Technical Specification 2x800 MW Gadarwara STPP - Me BellowsDocument43 pagesTechnical Specification 2x800 MW Gadarwara STPP - Me BellowsSHIVAJI CHOUDHURYNo ratings yet
- Gate Valve - Post IndicatorDocument20 pagesGate Valve - Post IndicatorLENINROMEROH4168No ratings yet
- P&ID Process Gas System PDFDocument2 pagesP&ID Process Gas System PDFmuieed siddiquiNo ratings yet
- Prevent NOx Formation in Gas TurbineDocument20 pagesPrevent NOx Formation in Gas TurbineThái Mai Đình100% (1)
- DHDS ProcessDocument9 pagesDHDS ProcessSandeep ChallaNo ratings yet
- SPE-181168-MS Comparison Between Cyclic Gas Injection and Cyclic Solvent + Gas InjectionDocument8 pagesSPE-181168-MS Comparison Between Cyclic Gas Injection and Cyclic Solvent + Gas Injectioncamilo777No ratings yet
- TECHNICAL373A Pages 14 16Document3 pagesTECHNICAL373A Pages 14 16austintanNo ratings yet
- Transformer Oil TestingDocument8 pagesTransformer Oil TestingAndrei HoNo ratings yet
- Cat Reforming Part 2 3 PDF FreeDocument68 pagesCat Reforming Part 2 3 PDF FreeLê Trường AnNo ratings yet
- 2 of 25 - NIT For PGR at NFL Vijaipur - Tech NITDocument72 pages2 of 25 - NIT For PGR at NFL Vijaipur - Tech NITsudhirkumar99No ratings yet
- Application 5660M1Document127 pagesApplication 5660M1slmanov2ysNo ratings yet
- Dew Point TurboexpanderDocument18 pagesDew Point TurboexpanderGus Zalles ArrietaNo ratings yet
- Overview of Petroleum Refining IDocument39 pagesOverview of Petroleum Refining IPradeep Munna100% (1)
- Hydrogen Generation For Modern Refineries 2009Document7 pagesHydrogen Generation For Modern Refineries 2009Raudah RahimiNo ratings yet
- HGU Presentation RT Course FinalDocument83 pagesHGU Presentation RT Course FinalMainak Sarkar100% (1)
- KOBELCO CompressorsDocument21 pagesKOBELCO CompressorsRené Luis Perez Magne0% (1)
- Aluminium Paint Is 2339Document2 pagesAluminium Paint Is 2339jkhan_724384No ratings yet
- CFR 2003 Title40 Vol26 ChapI SubchapNDocument668 pagesCFR 2003 Title40 Vol26 ChapI SubchapNjkhan_724384No ratings yet
- Steam Circulation SystemDocument36 pagesSteam Circulation Systemjkhan_724384100% (1)
- Fans and BlowersDocument27 pagesFans and Blowersjkhan_724384No ratings yet
- Air Draft SystemDocument40 pagesAir Draft Systemjkhan_724384No ratings yet
- Air Filtration System For Gas TurbinesDocument9 pagesAir Filtration System For Gas Turbinesjkhan_7243840% (1)
- Chemical Laboratory EquipmentDocument20 pagesChemical Laboratory Equipmentjkhan_724384No ratings yet
- Hydraulically Operated Penstock Protection Butterfly ValvesDocument4 pagesHydraulically Operated Penstock Protection Butterfly Valvesjkhan_724384No ratings yet
- Chlorination SystemDocument4 pagesChlorination Systemjkhan_724384No ratings yet
- Low Pressure Piping SystemsDocument5 pagesLow Pressure Piping Systemsjkhan_724384No ratings yet
- Coal Handling System by SeaDocument6 pagesCoal Handling System by Seajkhan_724384No ratings yet
- Coal Handling System by RailDocument29 pagesCoal Handling System by Railjkhan_724384No ratings yet
- General Checklist For Procurement OF Material Handling System / EquipmentDocument8 pagesGeneral Checklist For Procurement OF Material Handling System / Equipmentjkhan_724384No ratings yet
- Closed Feed Water HeatersDocument13 pagesClosed Feed Water Heatersjkhan_724384No ratings yet
- Clean Agent Fire Protection SystemDocument9 pagesClean Agent Fire Protection Systemjkhan_724384No ratings yet
- Checklist For Concept Note For Chlorine Storage and HandlingDocument4 pagesChecklist For Concept Note For Chlorine Storage and Handlingjkhan_724384No ratings yet
- Compressed Air System For Chemical and Industrial PlantsDocument23 pagesCompressed Air System For Chemical and Industrial Plantsjkhan_724384No ratings yet
- Avla - 20R19 - 20index List of Approved Vendors - Category A - IndexDocument10 pagesAvla - 20R19 - 20index List of Approved Vendors - Category A - Indexjkhan_724384No ratings yet
- Vlbr15index List of Approved Vendors - Category B - IndexDocument10 pagesVlbr15index List of Approved Vendors - Category B - Indexjkhan_724384No ratings yet
- Pipe Stress Analysis-1Document18 pagesPipe Stress Analysis-1jkhan_724384No ratings yet
- VLCR13 List of Vendors - CategoryDocument10 pagesVLCR13 List of Vendors - Categoryjkhan_724384No ratings yet
- Concentrated Solar Power PlantsDocument5 pagesConcentrated Solar Power Plantsعبدالله أبورويصNo ratings yet
- A650 Steam Turbine Experience List: Up To EfficiencyDocument1 pageA650 Steam Turbine Experience List: Up To Efficiencypartha6789No ratings yet
- Case Study On BiomassDocument8 pagesCase Study On BiomassMary Lorelyn EscoteNo ratings yet
- Plans - Tanouye, Royce & Roy - Rev BDocument33 pagesPlans - Tanouye, Royce & Roy - Rev Bnuman khalidNo ratings yet
- Energy From BiomassDocument10 pagesEnergy From BiomassPrudhvi PokuruNo ratings yet
- Bio Fuel ProjectDocument20 pagesBio Fuel ProjectAbdus Sameoun Basir Khan100% (2)
- Prof. Abdul KhaliqDocument13 pagesProf. Abdul KhaliqAdnan AhmedNo ratings yet
- Hydroelectric Power Plants in The Philippines: Boado, Airah Joy M. Gole Cruz, Naomi Aira D Lagasca, Venus Glenda SDocument33 pagesHydroelectric Power Plants in The Philippines: Boado, Airah Joy M. Gole Cruz, Naomi Aira D Lagasca, Venus Glenda SNaomi Aira Gole CruzNo ratings yet
- SHP 21 DS en 20Document4 pagesSHP 21 DS en 20Marko Maky ZivkovicNo ratings yet
- Types of TurbineDocument1 pageTypes of Turbineswoosh nessNo ratings yet
- Brochure Compressors Screw Oil InjectedDocument2 pagesBrochure Compressors Screw Oil InjectedusanthanNo ratings yet
- John Massey - The Colourful World of Hydrogen ProductionDocument9 pagesJohn Massey - The Colourful World of Hydrogen ProductionraiutkarshNo ratings yet
- 1er Devoir Du 3ème Trimestre Anglais 2nde Abd 2021-2022 Cpeg Saint JustinDocument3 pages1er Devoir Du 3ème Trimestre Anglais 2nde Abd 2021-2022 Cpeg Saint JustinMamadou SyNo ratings yet
- Hybrid Solar-Wind Power Plant System Using MPPTDocument3 pagesHybrid Solar-Wind Power Plant System Using MPPTInternational Journal of Innovative Science and Research TechnologyNo ratings yet
- Thermo Problem 5Document5 pagesThermo Problem 5Chirag SoodNo ratings yet
- 2011 AEBIOM Annual Statistical ReportDocument108 pages2011 AEBIOM Annual Statistical ReportJohan HaatajaNo ratings yet
- DCE Biodiesel Information BrochureDocument10 pagesDCE Biodiesel Information BrochureIshwar ChandraNo ratings yet
- Renewable EnergyDocument31 pagesRenewable EnergyAnjan MohapatroNo ratings yet
- 2019 Solar Panel Installation Guide - 5 Step Process - EnergySageDocument3 pages2019 Solar Panel Installation Guide - 5 Step Process - EnergySagebogdanm67100% (1)
- Solar Updraft Tower: Presented ByDocument21 pagesSolar Updraft Tower: Presented ByadrojamonikNo ratings yet
- Incubadora Ref 3990ltDocument2 pagesIncubadora Ref 3990ltKarynaHernandezMonarrezNo ratings yet
- EthanolDocument2 pagesEthanolpalisonNo ratings yet
- Lect 6 Biomass BriquettingDocument25 pagesLect 6 Biomass BriquettingSivaNo ratings yet
- PS FF-V30TDocument2 pagesPS FF-V30Tlimited.moiNo ratings yet
- Volker Hoenig Stanford 2008 UploadDocument28 pagesVolker Hoenig Stanford 2008 Uploadjason1989No ratings yet
- Ge LMS100Document18 pagesGe LMS100cyyguy3kNo ratings yet
- Pulverized Fuel Ash - Power Gen PLC: Case StudyDocument1 pagePulverized Fuel Ash - Power Gen PLC: Case StudyherikNo ratings yet
- Energy Savings in Flour MillingDocument3 pagesEnergy Savings in Flour MillingNijam JabbarNo ratings yet